СПОСОБ АКТИВНОГО КОНТРОЛЯ И АВТОМАТИЧЕСКОЙ ПОДНАЛАДКИ ПОЛОЖЕНИЯ ШЛИФОВАЛЬНЫХ ГОЛОВОК
1
Изобретение относится к области шлифования и может быть ИОпользовано при обработке окосоБ металлических полос в случая1Х, когда требуется высокая степень соответств«я окосов с обеих сторон полосы.
Известны способы а1ктивного .контроля и автоматичеокой подналадки лоложения шлифовальных головок, при которых скосы в процессе их шлифования фотоэлектрически сканируют и .получают сигнал ошибки, который перер абатывают в кома.нды, подаваемые на приводы подач шлифовальных головок, перемещением которых уменьшают сигнал ошибки.
Для получения одинаковых по шир.ине двух соседних окосов, образующих двугранный угол, ошибки получают путем сравнения сигналов сканирования каждого из этих окосов, измеряют расстояние от вершины двуграиного угла до жесткой базьгна полосе и получают сигнал ошибки величины этого расстояния по сравнению с заданным, а команды, подаваемые на приводы шлифовальных головок, вырабатывают как функцию указанных сигналов ошибок при условии вывода шлифовашьных головок в положение, задаваемое программой.
Сигналы сканирования каждого из скосов модулируют .по времени с периодом, пропорциональным ширине окосов и формируют посредством маски, устанавливаемой на пути светового луча, отражаемого от скоса, о ширине которого судят 1ПО интенсивности светового потока, поступающего аа фотоэлемент, причем все операции выполняют с заданной скоростью и в заданной последовательности.
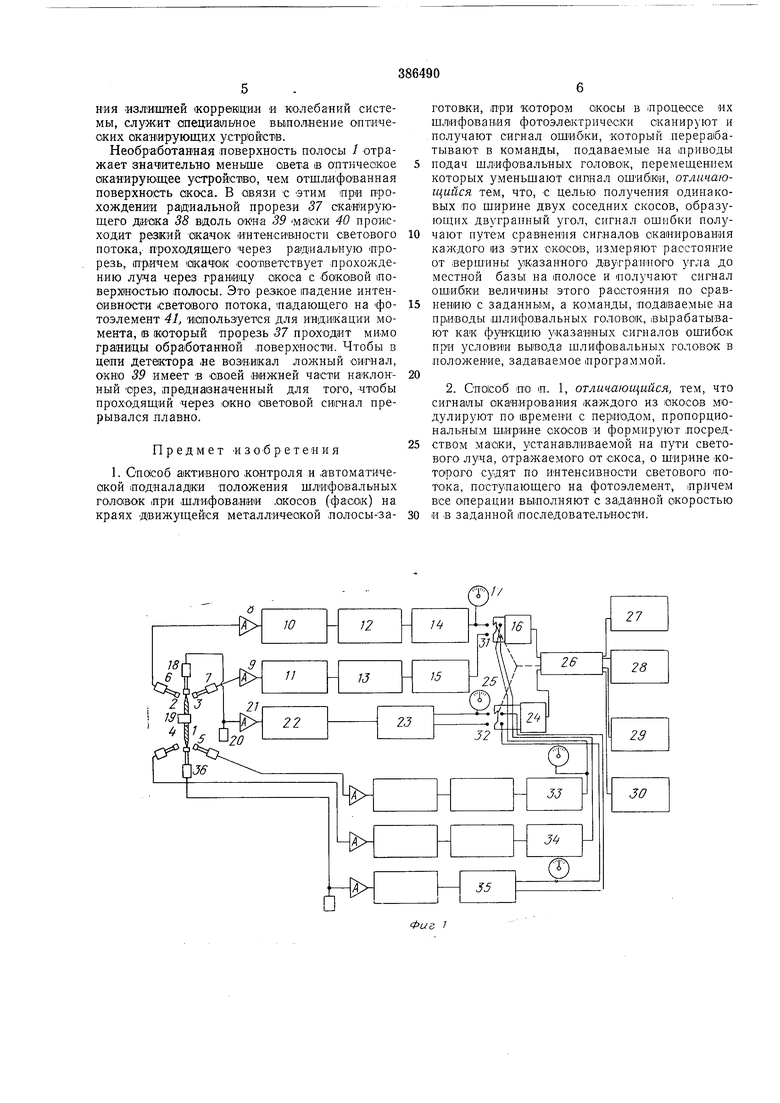
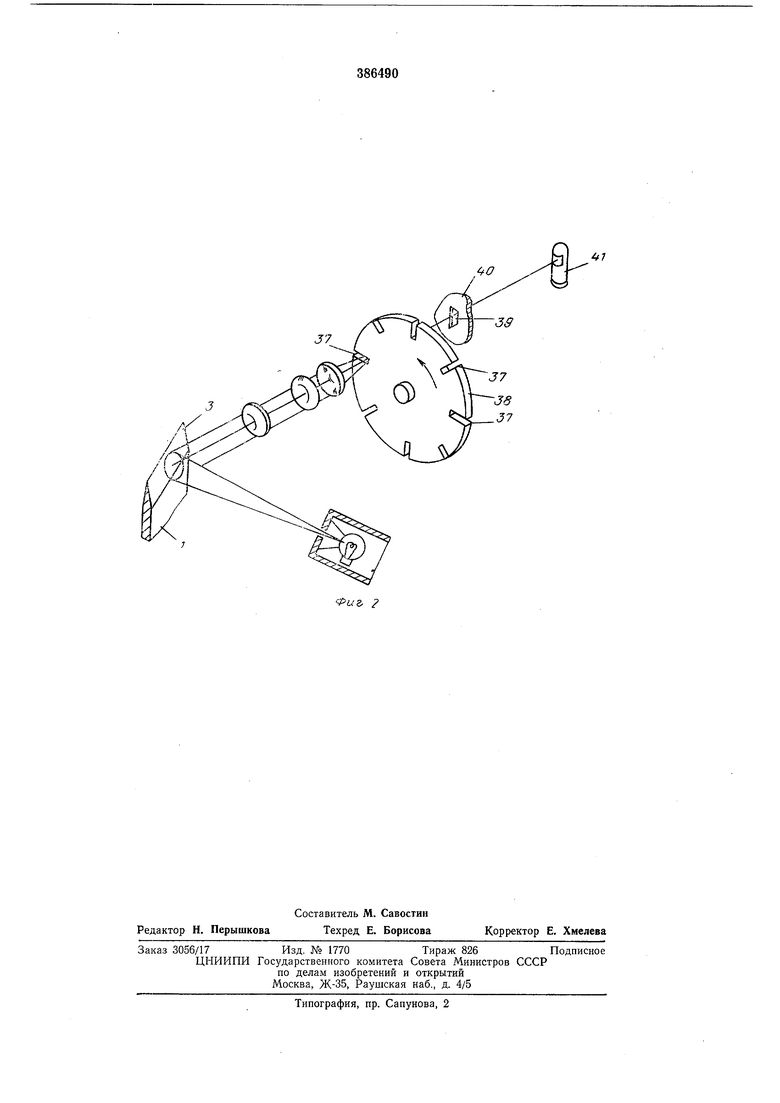
На фиг. I показана блок-схема устройства, позволяющего реализовать предлагаемый способ; на фиг. 2 - опт ическая схема устройства.
В качестве примера: устройства с контролем и автоматической подналадкой описывается шлифовальная система для обработки четырех затачи1ваемых скосов на движущейся полосе при изготовлении лезвий с двумя режущими 1кромка1ми для безопасных бритв.
На обрабатываемой полосе / верхнилии и нижними .шлифовальными головками (на чертеже не показаны) шлифуются верхние 2 н 3 и нижние 4 VI 5 скосы. Оптические сканирующие устройства б и 7, направленные на верхние скосы 2 к 3, вырабатывают электрические сигналы, являющиеся функцией ширины соответствующего заточенного скоса.
Эти сигналы усиливаются усилителями 8 и Р, перерабатываются и усиливаются в импульсных датчиках ш.ирины и усилителях 10 и //, формируются и интегрируются в ограничителях и интеграторах 12 и 13, а затем усиливаются усилителям.и постоянного тока М и 15.
Потенциалы пастоянног.о тока от усилителей 14 и 15 сравниваются реле учета 16 .и стрелочным 1прибор€м 17, датчик 18, измеряющий полуширину ПОЛОСЫ от вершины затачиваемого лезвия до средней жесткой базы 19, вырабаты1вает Оигналы шостояиного то1к.а, которые при сра1внениИ с тостоянной величвдной, задаваемой устройством 20, дают сигналы ошибки, являющибся функцией отклонения верхней полуширины (ПОЛОСЫ от установленного стандарта. Сигналы ошИбк1И усиливаются усилителем 21, перерабатываются в соответствующие Сигналы ошибки леременного тока датчиком ф.а3ы 22, результирующий сигнал ошибки переменного тока усиливается усилителем 23, после чего о« поступает в реле учета 24 и стрелочный прибор 25.
Схема, связанная с нижннадм опти-ческими акаиирующими устройствами, выполнена аналогично, при этом реле учета 16 и 24 используются для обеих схем. Выводы из реле учета 16 и 24 соединены с вводами программатора
26,выход которого соединен с устройствами
27,28, 29, 30 управления щлифов.аль:ным1И головками.
Каждое аптическое сканирующее устройство, например 7, контролирует расположенный против него окос () последовательно в границах иеподвижной маоки от определенной точки на Юкосе к основанию скоса и «еоколько ниже, зах1ваты1вая Необработанный участок полосы /. При этОМ оптическим сканирующим устройством вырабатываются электрические импульсы, каждый из моторых имеет выпрямленную часть, пропорциональную ш ирине измеряемого заточенного окоса. Эти импульсы перерабатываются и-мпульсным датчиком ширины и усилителем 11 в прямоугольные импульсы, соответствующие по ширине выпрямленной Импул1 сов, вырабатываемых оптическим К1онтрольным |С1канирующим устройством. Прямоугольные импульсы выравниваются до точной, заранее установленной амплитуды, и затем объединяются для обраеования потенциала постоянного тока, который является средним потенциалом серии тадаих Импульсов, зависящим от ширины скоса, этот потенциал усиливается усилителем 15 и подается через двух;полю1оный двухнаправленный кулачковый переключатель 31 к одному входу реле учета 16. Сигнал от оптического устройства 6, контролирующего противололОжный обрабатываемый скос аналогично устройст.ву 7, преобразуются так же, как и сигналы от устройства 7, ,и тодаются ко второму входу в реле учета 16. В результате при разности величин скосов 2 и 3 показания реле учета 16 и стрелочного прибора 17 будут отклоняться от нуля в ту или другую Сторону, в зависимости от того, ка1кой окос больше.
Отклонение лаказания реле учета 16 в ту или друпую Сторону приводит к корректировке положения шлифовальных головок, обрабатывающих гакосы, однако для исключения при этом Изменения полуширины лезВ|Ия размер
полуширины учитывается с помощью датчика 18. Датчик 78 содержит дифференциальный трансформатор, приводимый в действие чувствительным элементом, прилегающим к кромке затачиваемой полосы 1. Сигналы датчика 18 поступают IB сравнительное устройство 20, которым может быть такой дифференциальный трансформатор, как и в датчике 18. УстройствО 20 образует выходные сигналы, полярность которых соответствует наоравлению отклонения полуширины ПОлосы стандарта, а амплитуда сигналов соответствует величине этого отклонения. Сигналы от датчика) 18 полуширины полосы и сравнительного устройства 20 усиливаются усилителем 21 и поступают в датчик фазы 22. Результирующие сигналы от датчика фазы 22 поступают к дифференциальному усилителю (ПОСТОЯННОГО тока 23, на двух выводах которого образуется разность потенциалов, соответствующая направлению и величине измеряемой полуширины полосы от заданной. Визуальный измерительный прибор 25 и реле учета 24 показывают отклонение в положительную 1сторОну, если верхняя полуширина больше заданной, и в отрицательную сторону, если верхняя полуширина лезвия меньше заданной.
Программатор 26 выбирает соответствующие корректирующие П0:следовательн0сти из заранее установленнОЙ программы в соответствии с данными реле учета 16 и 24 и (передает соответствующие команды устройствам управления 27 и 28 шлифовальными головками, обрабатывающими скосы 2 и 3. После того как программатор закончит сравнение сигналов ошибки, поступающих от (Верхней части полосы, он приводит в действие переключатели 31 и 32, которые отключают усилители постоянного тока 14 и 15 от реле учета 16 и подключают к усилители постоянного тока 33 и 34, стоящие в цепи управления обработкой нижних скосов 4 и 5, а также отключают усилитель постоянного тока 23 от реле учета 24 и
подключают к нему усилитель постоянного тока 35, связанный с нижним датчиком полущирины 36. С помощью (Программатора 26 пода1ются команды на устройства 29 и 30, управляющие Обработкой нижних скосОВ 4 и 5. После
этого программатор снова меняет положение переключателей 31 и 32, В1следствие чего передаются команды устрОйства управления 27 и 28. Время работы системы таково, что отшлифованная часть полосы после корректировки
положения щлифовальных головок продвигается к оптичесжОму контрольному устройству И датчику полуширины до того, как происходит СЛедующее сравнение. Вся система отрегулирована так, что коррекция шлифовальных головок не превышает величины ошибок, отмеченных в геометрии полосы, и всегда стремится свести эти ошибки к нулю. Для уменьшения величины перемещения шлифовальных головок, осуществляемого по команде
Программатора 26, необходимой для исключе ия излишней «оррекщии я колебаний системы, служ.ит опециалшое выполнение оптичеоких окаиирующих устрййств.
Необработанная поверхность полосы / отражает значительно меньше света в оптичеаюое оканИрующее устроЙ1СТ1В 0, чем отшлифованная поверхность окоса. В авязи с этим при прохождении радиальной прорези 57 сканирующего диока 35 вдоль окна 39 маоки 40 происходит резкий Окачок (Интенсивности светового потока, проходящего через радиальную трорезь, тричем (Окачок .соопветствует прохождению луча через границу акоса с бокоВОЙ inoверх1ностью лолосы. Это резкое и.адение интенсивности светового потока, «падающего на фотоэлемент 41, июпользуется для индикации момента, IB который прорезь 37 проходит мимо границы обработанной иоверхности. Чтобы в цепи детектора ,не воэн.икал ложный оигиал, окно 39 имеет в своей нижней части наклон-ный срез, преднаеначенный для того, чтобы проходящий через окно аветовой сигнал прерывался .плавно.
Предмет и з о б р е т е н и я
1. Сиасоб активного контроля и .автоматичеакой лодналадки положения шлифовальных голо1вок .при щли.фовани1и .окосов () на краях движущейся металличеокой лолосы-заготовки, 1При котором окосы в (Процессе их шлифования фотоэлектрически сканируют и получают сигнал ошибки, который иерераюатывают в команды, подаваемые на (приводы подач шлифовальных головок, перемещением которых уменьщают сигнал ошибки, отличающийся тем, что, с целью получения одинаковых по ширине двух соседних скосов, образующих двугранный угол, сигнал ошибки получают путем сравнения сигналов сканирования каждого из этих скосов, измеряют расстояние от верщины указанного двугран1ного угла до местной базы на полосе и получают сигнал ощ1ибки величины этого раостояпия по сравнению с заданны, а команды, подаваемые на приводы щлифовальных головок, вырабатывают как функцию 31ка3|аи ных сигналов ошибок при условии вывода шлифовальных головоК в положение, задаваемое программой.
2. Способ по п. 1, отличающийся, тем, что сигналы сканирования каждого из акосов модулируют по времени с периодом, пропорциональным ширине скосов и формируют посредством маоки, устанавливаемой на пути светового луча, отражаемого от скоса, о ширине которого судят по интенсивности светового потока, поступающего на фотоэлемент, причем все операции выполняют с заданной скоростью и в заданной последовательности.

| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА СТАТИЧЕСКОГО УПРАВЛЕИИЯ РАЗМЕРОМ ОБРАБАТЫВАЕМЫХ ИЗДЕЛИЙ ''''*^ - | 1970 |
|
SU272416A1 |
| Волоконно-оптический распределительный виброакустический датчик на основе фазочувствительного рефлектометра и способ улучшения его характеристик чувствительности | 2017 |
|
RU2650853C1 |
| ОХРАННО-ПРОТИВОУГОННАЯ СИСТЕМА ДЛЯ ТРАНСПОРТНОГО СРЕДСТВА С АВТОЗАПУСКОМ ДВИГАТЕЛЯ | 2003 |
|
RU2219081C1 |
| ВСЕСОЮЗНАЯП ^ УТ jS^j^Sr^ •r'*^iп 4 г.зг 1 iSt; | 1973 |
|
SU389917A1 |
| И. М. Э. Г. Моторов, А. С. Федотов, А. М. Федоров, А. С. Еи Г. Н. Петров | 1970 |
|
SU259606A1 |
| СПОСОБ ПЕРЕДАЧИ КОМАНД УПРАВЛЕНИЯ НА БОРТ АЭРОЛОГИЧЕСКОГО РАДИОЗОНДА И РАДИОЛОКАЦИОННАЯ СИСТЕМА, ЕГО РЕАЛИЗУЮЩАЯ | 2023 |
|
RU2804516C1 |
| БСЕСОЮЗ.ЧАЯ ' nAitHTHO •<!п^/тск^^ m^rj.v^c«»a••u>&>&^«vwR»•.I« | 1964 |
|
SU164898A1 |
| Устройство управления световым режимом в теплице | 1989 |
|
SU1662424A1 |
| Фотоэлектрический датчик сдвигаАХРОМАТичЕСКОй пОлОСы иНТЕРфЕРЕН-циОННОй КАРТиНы | 1979 |
|
SU851092A1 |
| Устройство для обработки рабочей поверхности магнитных головок | 1989 |
|
SU1607002A1 |
37
Риг, 2
О
