Изобретение относится к приборо- отроению, а именно к технологии изго- toвлeния рабочей поверхности магнитных- головок,
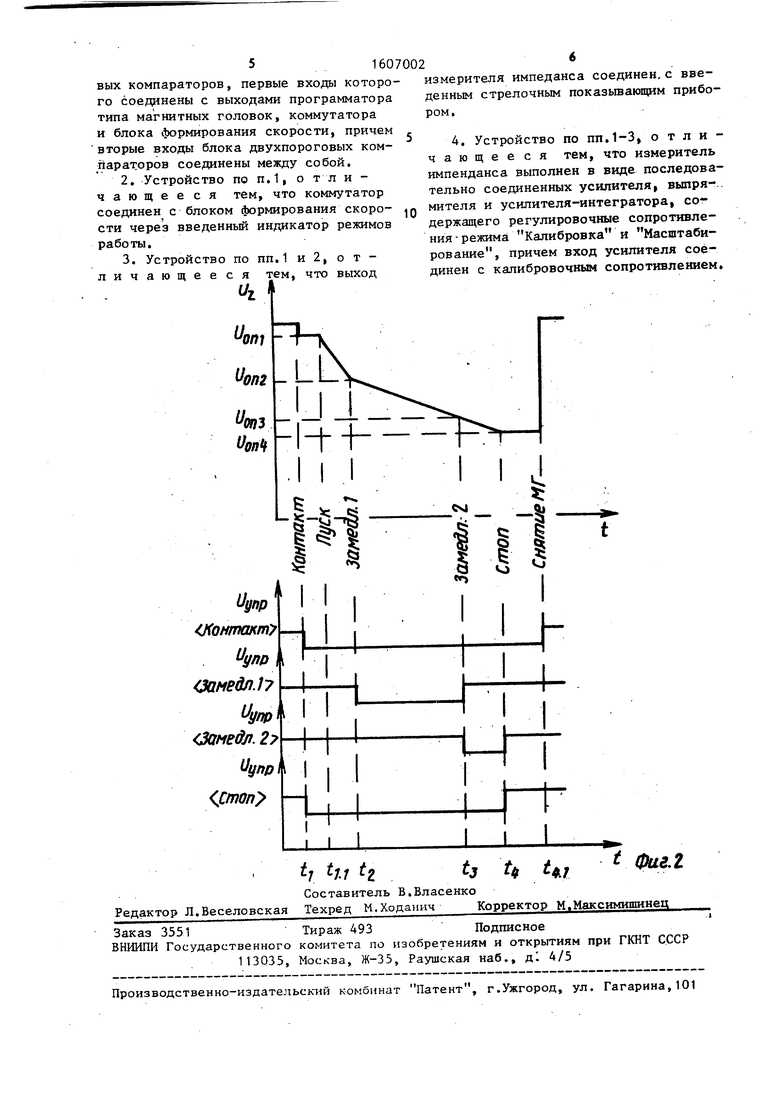
Целью изобретения является повышение эффективности устройства за счет расширения режимов обработки для разных типов магнитных головок, I На фиг.1 изображена блок-схема : |-стройства; на фиг.2 - диаграмма формирования команд.
Устройство содержит шлифовальный круг 1, каретку 2, которая перемещается под действием привода (не пока- ан), содержащего,, например, электро- ;|(вигатель с усилителем мощности и редуктором, магнитную головку 3, ге- йератор 4 синусоидального тока, настроенный на 1 кГц, который соединен с магнитной головкой 3 через переключатель 5 порога срабатывания и может быть охвачен отрицательной обратной связью для стабилизации ампдитуды фго выходного .сигнала, состоящей из ныпрямителя 6 на операционном усилителе и усилителя-интегратора 7, измеритель 8 импеданса, включающий усилитель 9 с коэффициентом усиления K-IQ, Выпрямитель 10, усилитель-интегратор 11, в которой предусмотрена регулировка опорного напряжения калибровки Клбр и регулиров ка чувствительности изменения импеданса и, МСШТ, выход изме.рителя импеданса может быть .выведен на стрелочный показывающий прибор 12, Для осуществления режима калибровки предусмотрено калибровочное сопротивление R на входе устройства, подключаемое вместо магнитной головки 3. Имеется также в устройстве программатор 13 типа магнитных головок, вырабатывающий ряд опорных напряжений для блока 14 двухпороговых компараторов, коммутатор 15, индика- тор 16 режимов работы, например, режимов Контакт, Замедление 1, Замедление 2 и Стоп, блок 17 формирования скорости для различных типов магнитных головок.
Устройство работает следующим образом, .
В зависимости от типа обрабатываемой магнитной головки на программаторе 13 типа магнитных головок задается ряд опорных напряжений, соответствующих задаваемому импедансу магнитной готовки, Каждьй из диапазонов опорных напряжений от О до, например, опч
5 0 5 О Q O
5
5
характеризует свой режим работы, определяемый скоростью привода и запро- граммированньй в блоке 17 формирования скорости. При подаче с генератора 4 синусоидального тока текущего значения с частотой порядка 1 кГц с магнитной головки 3 измеряется измерителем 8 импеданса соответствующая величина, поступающая на стре.лочный показывающий прибор 12 и на блок 14 двухпороговых компараторов, в котором происходит выработка управляющего сигнала, соответствующего определенному режиму работы, в зависимости от нахождения уровня текущего значения импенданса магнитной головки 3 в заданных диапазонах опорных напряжений с помощью программатора 13, Каждый из управляющих сигналов с блока 14 двухпороговьгх компараторов поступает на коммутатор 15, например, выполненньй в виде блока ключей, сигнал с которого визуализируется индикатором 16 режимов работы, сигнал с которого в виде напряжения, частоты и т.д. поступает на привод, изменяя скорость подачи каретки 2, а следовательно , и съем материала с рабочей поверхности обрабатываемой магнитной головки 3.
Таким образом, предложенное устройство позволяет иметь несколько режимов обработки и использовать их для разных типов магнитных головок, что делает устройство универсальным, а следовательно, более предпочтительным в условиях массового производства магнитных головок.
Формула изобретения
1. Устройство для обработки рабочей поверхности магнитных головок, содержащее каретку с приводом и шлифовальным кругом, в зоне действия которого неподвижно ус.тановлена магнитная головка, вход которой соединен с генератором синусоидального тока, а выход - с измерителем импеданса, который через формирователь режима обработки соединен с приводом карет ки, отличающееся тем, что, с целью повышения эффектлвности.
.устройства за счет расширения режимов обработки для разных типов магнитных, головок в нем формирователь режима обработки вьтолнен в виде последовательно соединенных блока двухпорого от опг
т
ЧтЧ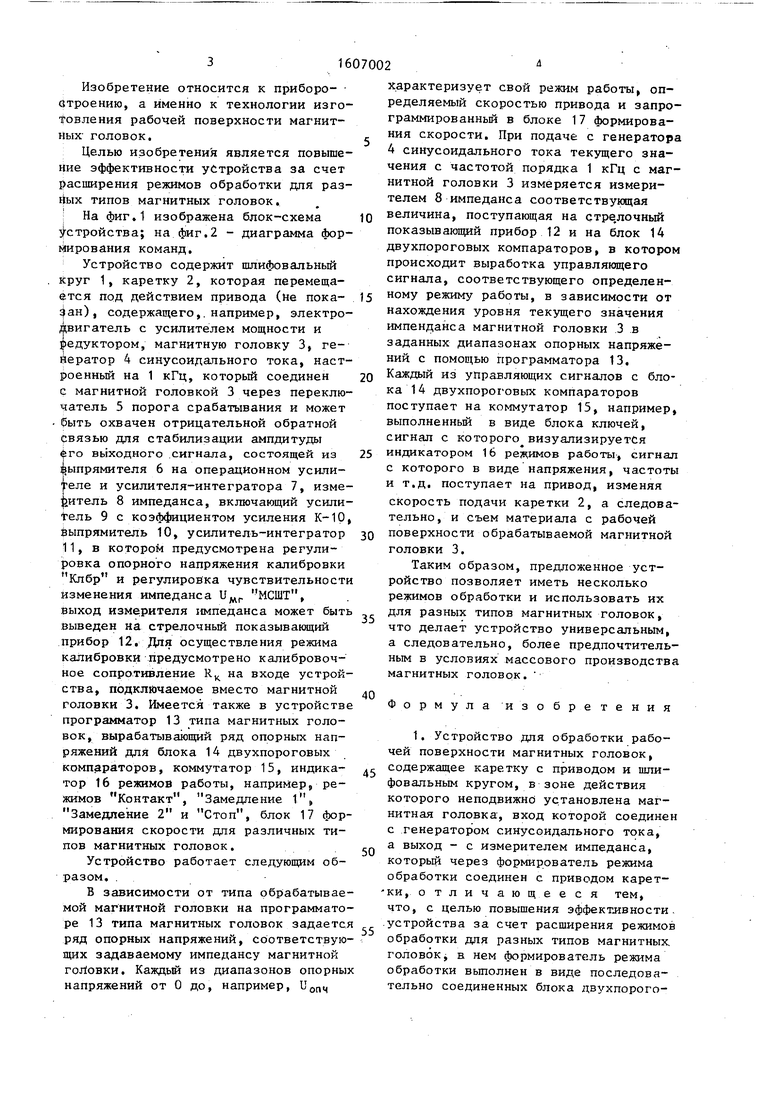
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство адаптивного управления шлифованием рабочей поверхности магнитной головки | 1986 |
|
SU1493446A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1997 |
|
RU2123915C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ДАВЛЕНИЕМ | 1989 |
|
SU1658510A1 |
| Измеритель мощности переменного тока | 1980 |
|
SU883764A1 |
| Устройство управления позиционером | 1990 |
|
SU1739386A1 |
| Устройство для контроля параметров линейных интегральных микросхем | 1981 |
|
SU981906A1 |
| Устройство для допускового контроля чувствительности пьезопреобразователя головки воспроизведения системы автотрекинга | 1988 |
|
SU1545252A1 |
| Скважинный трехкомпонентный феррозондовый магнитометр | 1985 |
|
SU1310765A1 |
| УСТРОЙСТВО ДЛЯ ПАРАМЕТРИЧЕСКОГО КОНТРОЛЯ МНОГОСЛОЙНЫХ ПЕЧАТНЫХ ПЛАТ | 2003 |
|
RU2256187C1 |
| Вибростенд | 1982 |
|
SU1158990A1 |
Изобретение относится к технологии изготовления рабочей поверхности магнитных головок и позволяет повысить эффективность устройства за счет расширения режимов обработки для разных типов магнитных головок. Устройство содержит каретку 2 с приводом и шлифовальным кругом 1, в зоне действия которого неподвижно установлена магнитная головка 3. Вход головки соединен с генератором синусоидального тока 4, а выход - с измерителем импеданса 8, который через формирователь режима обработки соединен с приводом каретки. Причем формирователь режима обработки выполнен в виде последовательно соединенных блока двухпороговых компараторов 14, коммутатора 15 и блока формирования скорости 17. Первые входы компаратора соединены с выходами программатора типа магнитных головок 13, а вторые входы соединены между собой. 2 з.п. ф-лы, 2 ил.
| ВСЕСОЬЭЗНАГ: | 0 |
|
SU325630A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Устройство для распаковки изделий | 1988 |
|
SU1604671A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
