Применяемая для вертикального вытягивания дротового стекла шамотовая лодочка с вытяжным очком является технически недостаточно совершенным средством, чтобы при помощи ее получить точное по размерам и профилю дротовое стекло. К числу недостатков шамотовой лодочки надо отнести следующее.
1) Вытяжное очко в лодочке не получается точным, так как при обжиге шамота изменяются размеры и контуры очка, в особенности при кольцевых вытяжных очках для вытягивания круглых трубок.
2) Точное центрирование оси вытяжного очка в лодочке затруднительно и отнимает много времени, как и смена отработанной лодочки.
3) Неустойчивость рабочего положения лодочки, вследствие невозможности создания устойчивого кинематического соединения накаленной лодочки с вытяжной машиной, влечет за собой, кроме примитивности в управлении лодочкой, еще и частое нарушение режима вытягивания.
4) Лодочке нельзя придать вращательного движения, которое необходимо для получения точного и высококачественного дротового стекла.
С целью устранить перечисленные недостатки в предлагаемом устройстве, вместо неустойчивой лодочки, применяется шамотовый плунжер с конусообразно обточенной верхней закраиной, центрично укрепленный в держателе вертикально вытяжной машины, чем достигается кинематическое соединение с механизмом этой машины.
Для получения точного вытяжного очка в плунжере, последний составлен из отдельных элементов такой формы, что имеется возможность достигнуть необходимой точности и концентричности всего плунжера посредством механической обработки как стыковых плоскостей элементов, так и краевых поверхностей самого вытяжного очка.
В предлагаемом плунжерном устройстве осуществлено механическое вращение плунжера с вытяжным очком, причем подшипники находятся вне горячей зоны печи, над сводом канала с горячей стекломассой.
Для улучшения потока стекломассы в воронке под вытяжным очком перекладина с дутьевым наконечником имеет профиль, который к периферии перекладины переходит в форму пропеллерной лопасти, благодаря чему в вытяжном очке подъем стекломассы происходит по винтовой линии.
Кроме того, в предлагаемом плунжерном устройстве возможно регулирование размера кольцевой щели вытяжного очка, а при помощи диференциальных циферблатных указателей имеется возможность контролировать глубину погружения плунжера с учетом уровня стекломассы, а также и показания размера кольцевой щели вытяжного очка. При смене отработанных шамотовых элементов, вынимание и установка плунжерной системы в держателях машины проще и легче, чем вынимание и установка лодочки в горячую стекломассу в горячей зоне под сводом печи.
В видоизмененном плунжерном устройстве дутьевой наконечник установлен на отдельном держателе в стороне от самого плунжера, благодаря чему отпадает необходимость в устройстве перекладины в воронке вытяжного очка, а также устраняются мертвые углы стекломассы в промежутке между внутренними и наружными частями плунжера. Так как при вертикальном вытягивании дрота температура стекломассы требуется настолько низкой, что последняя при более остывшем верхнем слое может наматываться на вращающийся плунжер, в видоизмененном устройстве введено электрическое догревание стекломассы вокруг вращающегося плунжера.
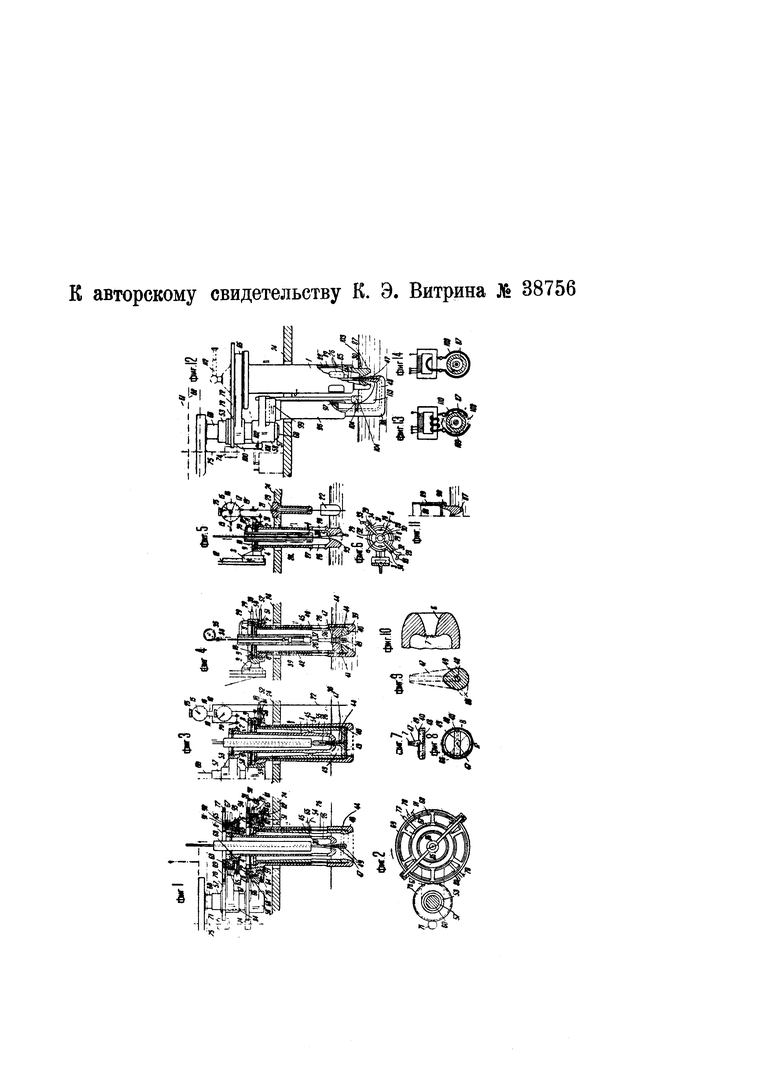
На чертеже фиг. 1 изображает вертикальный разрез устройства с вращающимся плунжером и регулированием кольцевой щели в вытяжном очке; фиг. 2 - то же, вид сверху; фиг. 3 - вертикальный разрез устройства с невращающимся плунжером и регулированием кольцевой щели в вытяжном очке; фиг. 4 - то же с не вращающимся плунжером и без регулировки кольцевой щели; фиг. 5 - вертикальный разрез устройства с не вращающимся плунжером для вытягивания массивного дрота; фиг. 6 - то же, вид сверху, фиг. 7 - составную часть шамотового плунжера с дутьевым наконечником вытяжного очка, в вертикальном разрезе по АВ на фиг. 8; фиг. 8 - то же, вид сверху; фиг. 9 - поперечное сечение через перекладину составной части плунжера; фиг. 10 - нижний конец плунжера с отметкой припуска на плоскостях, подлежащих обработке для получения точного вытяжного очка; фиг. 11 - вертикальный разрез элементов плунжера, состоящего из нижней шамотовой части и верхней металлической; фиг. 12 - вид спереди устройства с вращающимся плунжером и отдельным держателем для дутьевого наконечника, с частичным разрезом, и фиг. 13-14 - электрические схемы соединения для нагревания стекломассы вокруг вращающегося плунжера.
На фиг. 5 изображено плунжерное устройство для вытягивания массивного дрота как круглого, так и любого другого профиля. Плунжер 1 своим верхним коническим концом укреплен в держателе 2 вертикального супорта 3 вертикально-вытяжной машины 12. С целью получения точной центрации при установке плунжера по отношению к линии вытягивания на машине, коническая часть 4 после обжига плунжера обрабатывается (обработка может быть произведена на токарном станке с применением резцов с твердым сплавом, а также и шлифовкой на круглошлифовочном станке или на приспособленном для шлифовки токарном станке; шлифовка в данном случае, в виду толщины снимаемого материала, будет дороже обточки). Вытяжное очко 5 находится в днище плунжера. С целью получения совпадения центра очка 5 с геометрической осью плунжера, последний при обработке конуса 4 центрируется по внутренней поверхности 6 вытяжного очка 5. Для получения вытяжного очка в форме точного круга, последнее также необходимо обработать.
На фиг. 10 и 7 пунктиром 7 показан припуск на краевых плоскостях очка, подлежащих обработке. При такой обработке корка шамота сохраняется на остальной поверхности плунжера. Необходимо отметить, что при вертикальном способе вытягивания дротового стекла требуется сравнительно низкая температура стекломассы и потому отсутствие шамотовой корки на краях вытяжного очка не сокращает времени службы плунжера.
Установленный в держателе супорта 3 плунжер укрепляется при помощи кольцевой гайки 8. Между торцом плунжера и кольцевой гайкой положены асбестовое кольцо 9, железное кольцо 10 и пружинное кольцо 11. Последнее имеет целью воспринимать давление от температурных расширений шамота. Чтобы радиальные расширения в конусе плунжера переносились в осевом направлении, конус 4 не должен иметь угол меньше 30°, что создает возможность скольжения конуса в осевом направлении при расширении его диаметра.
Плунжер может быть опущен и поднят передвижением супорта 3 вытяжной машины.
Для проверки глубины погружения вытяжного очка плунжера по отношению уровня стекломассы служит циферблатный указатель, который устроен следующим образом. На валике 13 жестко укреплены шестеренка и стрелка 15 так, что при вращении шестеренки, с ней вместе вращается стрелка. Шкала 16 связана со второй шестеренкой 17, которая может свободно вращаться на валике 13 со стрелкой. Шестеренки сцеплены с кремальерными рейками 18 и 19.
Штанга с рейкой 18 укреплена к держателю плунжера при помощи клеммы 20, а рейка 19 при помощи клеммы 21 - к штанге шамотового поплавка 22. Штанга свободно проходит через отверстие втулки 23 из огнеупорного материала, установленный в отверстии свода 24 печи.
При помощи передвижения и укрепления кремальерной рейки 19 шкала 16 устанавливается так, чтобы нулевой штрих ее совпал со штрихом на неподвижной табличке 25. Стрелка 15 устанавливается на нуль таким же образом и укрепляются в клемме 20, причем она должна указывать нулевой штрих при положении края вытяжного очка 5 на высоте, равной уровню стекломассы.
При изменении вертикального положения плунжера стрелка 15 показывает эти отклонения. В случае изменения уровня стекломассы от получаемого вертикального сдвига поплавка с рейкой 19 шкала повернется на соответствующее деление, т.е. нулевой штрих на шкале сдвинется, и стрелка указателя покажет измененное соотношение уровня стекломассы к высоте края вытяжного очка. Насколько изменится уровень стекломассы, показывают деления между штрихом таблички 25 и нулевым штрихом на шкале 16.
Для наблюдения за ходом процесса образования конуса дрота 30 при вытяжке, в плунжере имеются смотровые окна 26 с уплотнением 46, которые с целью усиления стенок плунжера могут иметь криволинейные ребра 27. Холодильник 28 установлен внутри плунжера, причем он может быть выполнен разъемным, т.е. из двух полукруглых холодильников (фиг. 6). Холодильник установлен на свояк водоподающих трубах 29 в зажимных очках 31, прилитых к держателю плунжера. При ослаблении затяжки откидных винтов 32 получается возможность поворачивать половинки холодильника в сторону в направлении стрелок а и b (фиг. 6). Отводящая трубка 33 проходит через трубку 29.
При снятии холодильника необходимо откинуть, откидные винты 32 и крышки 34, установленные на шарнирах.
Опускание и поднятие железной приманки для получения начала вытягивания дрота может быть осуществлено следующим образом. На вытяжной машине имеется небольшой канатный барабан 35, при вращении которого производятся опускание или поднятие приманки, подвешенной на тонком стальном канатике 36 (фиг. 4). Приманка состоит из направляющей части 37 и собственно приманки - сменного наконечника 38, внутри которого имеется пружина для демпфования удара в случае неосторожного опускания приманки.
С целью получения точно концентричного расположения кольцевой вытяжной щели, с возможностью точной обработки ее внутренних краевых поверхностей, шамотовый плунжер выполнен составным и на наружной части 39 его установлены кольцо 40 с дутьевым наконечником 47 (фиг. 7 и 8) и кольцо 41 с вытяжным очком. Места стыков этих колец, а также втык кольца 40 с наружной частью 39 обрабатываются так, чтобы получилось точно концентрическое расположение этих элементов к верхнему конусу 4. Для предупреждения прилегания внутренней части 42 (фиг. 4), последняя укреплена своим верхним фланцем посредством вставленных шамотовых сегментов и замазана огнеупорной глиной; стыки самых элементов имеют также замазку 44 (фиг. 4) из той же глины. Зазор 45 между стенками наружной и внутренней частей плунжера служит для подвода воздуха в дутьевой наконечник 47. Воздух проходит канал 48 поперечины 49 и попадает в вертикальный канал дутьевого наконечника (фиг. 1, 4, 7, 8 и 9). Подвод воздуха в плунжер производится через отверстия 50 в конусе плунжера, кольцевом канале 51 и трубке 52. К этому плунжерному устройству также может быть применен указатель глубины погружения по фиг. 5.
На фиг. 3 изображено плунжерное устройство, в котором имеется возможность регулировать размер кольцевой вытяжной щели. Для этой цели держатель плунжера 1 с вытяжным очком имеет отдельный от наружных частей плунжера супорт 53. Плунжер 1 с вытяжным очком может быть независимо от дутьевого наконечника 47 поднят и опущен.
Регулировка возможна в пределах одного номера дрота, например, если конусность наконечника 47 выражается 1:1,5 (36°, 52′), то при опускании плунжера 1 на 4 мм получается изменение внутреннего диаметра вытяжной щели на 2,67 мм. При кольцевой щели с диаметрами 30 и 40 мм сечение ее равно 550 мм2 я изменение внутреннего диаметра на 2,57 мм уменьшает сечение кольцевой площади на 130 мм, что в процентном отношении составляет 23,6, таким образом регулировка возможна в пределах около  сечения вытяжной щели.
сечения вытяжной щели.
Регулирование вытяжной щели производится следующим образом. Супорт 53 (фиг. 3) с плунжером 1 передвигается на круглой направляющей 57, которая является частью имеющего направляющую 60 супорта 58. В держателе 59 последнего установлены наружные части 54 и 55 с дутьевым наконечником 47, так что имеется возможность регулировать размер выпускной щели, если передвинуть верхний супорт, регулирование же глубины погружения также возможно, если передвинуть нижний супорт с сидящим на нем верхним супортом, не нарушая этим точности отрегулированной вытяжной щели.
В данной форме выполнения плунжерного устройства плунжер 1 опирается на кольцевую плоскость 56 наружной части 54.
Для контроля положения вытяжной щели по отношению к уровню стекломассы служит верхний указатель 16, устроенный подобно указателю по фиг. 5. Для показаний же размера вытяжной щели служит нижний указатель, соединенный с держателем 59 наружных частей 54 и 55, в остальном последний указатель устроен также.
На фиг. 1 изображено вращающееся плунжерное устройство, причем привод связан с вытяжной машиной установленной над люком в полу второго этажа. Установка плунжера 1 и наружных частей 54 и 55 осуществлена, как и в предыдущем выполнении, с той разницей, что кольца 63 и 64 с шамотовыми элементами могут вращаться в шарикоподшипниках 65. Кольцо 66 является верхним направляющим кольцом подшипника. Не вращающиеся держатели 67 и 68 имеют супорты как на фиг. 3. Вращательное движение передается устройству черев зубчатые колеса 69, 70, 71 (фиг. 2) для плунжера 1 и 72, 73, 74 (фиг. 1 и 12) для наружных частей и от общего валика 75 - кинематически связанного с приводным механизмом вытяжной машины.
Для охлаждения подшипников предусмотрено водяное охлаждение. Вода поступает через трубки 77 и 78 в кольцевой канал 76, находящийся в не вращающемся держателе 67 и 68, и выходит через трубки 79 и 80 на противоположной стороне держателя (фиг. 2).
Подвод воздуха в пространство 45 между шамотовыми элементами 54 и 55 и дальше в дутьевой наконечник 47 осуществлен следующим образом. Воздух поступает через трубку 81, которая проходит через обе стенки водяного канала так, что воздух попадает в камеру с подшипником и омывает вращающиеся части последнего. Дальше воздух поступает в кольцевой канал 82 и оттуда в кольцевой канал 51 и затем через отверстие в шамотовой части 50 в пространство между стенками шамотовых элементов.
Уплотнением для предупреждения выхода воздуха из камеры в нижнем подшипнике служит кожаное кольцо 92, зажатое между краем ступицы колеса 72 или 69 и одновременно прижимаемое резиновым кольцом 91 к торцевой поверхности не вращающейся части 66. Нижняя щель подшипника закрывается посредством кольца 93 из антифрикционного металла, прижимаемого к бортику не вращающегося держателя резиновым кольцом 94.
При смене шамотовых элементов в нижнем подшипнике необходимо сначала вынуть плунжер 4 и поднять супорт 53 выше рабочего положения так, чтобы круглая направляющая 57 вышла из сцепления со шпонкой 84 (фиг. 1). После этого держатель 67 плунжера может быть повернут в сторону для вынимания шамотовых элементов из подшипников нижнего держателя.
Холодильник 85 (фиг. 12) установлен, как на фиг. 5 и 6.
Вращение перекладины 49 обыкновенной формы нарушало бы поток вязкой стекломассы в вытяжной щели. Чтобы устранить это вредное явление, перекладина имеет расширяющиеся к своей периферии лопасти 86 (фиг. 8 и 9), которым предана форма пропеллерной лопасти, чтобы при вращении перекладины стекломасса от действия лопастей 86 получала движение вверх по винтовой линии.
Для плунжеров по фиг. 4 и 5 также возможно усиление подъема стекломассы в случае их выполнения вращающимися, если в нижней части стенок воронки плунжера сделать винтовые каналы 95, указанные пунктиром (фиг. 5).
Все приведенные формы выполнения плунжерного устройства могут быть как не вращающимися, так и вращающимися.
Плунжеры можно изготовлять из соответствующих сплавов хромоникелевой стали, или огнестойкого чугуна, или электролитического железа, в виду сравнительно низкой температуры, при которой производится вертикальное вытягивание дротового стекла. Но можно также изготовить верхнюю часть плунжера из металла, например, огнестойкого чугуна, а нижнюю часть, погружаемую в стекломассу - из шамота. На фиг. 11 и 12 изображено соединение шамотовой части 87 с металлическими плунжерными стенками 88 и 89 на замазке 90 из огнеупорной глины.
Плунжер 1 состоит из шамотовой части 87 с вытяжным очком и металлических стенок 88 и 89, установленных в шарикоподшипнике 65. Вращательное движение плунжеру передается через валик 75 от механизмов вытяжной машины, через шестерни 74, 73, 72. В нижней части металлических стенок плунжера имеются три смотровых окна 26.
Материалом для стенок 88 и 89 может служить огнестойкий чугун (например, применяемый для колосников котловых топок) или алитированная сталь. Целесообразно также окрасить металлические стенки плунжера алюминиевой краской на силикатовой связи для отражения тепловых лучей.
Дутьевой наконечник, входящий в вытяжное очко, установлен на отдельном держателе 96 так, чтобы дутьевой наконечник находился точно в центре вытяжного очка (фиг. 12). Для этой цели держатель 96 укреплен в поперечном супорте 99 и может быть повернут в горизонтальной плоскости вокруг круглой направляющей 57; последнее достигается регулированием винтов 102, установленных в частях 100 верхнего супорта 53 и опирающихся на плоском выступе 101 супорта 58. Винты 102 затягиваются так, чтобы супорт 58 мог передвигаться в вертикальном направлении на круглых направляющих 57. Шамотовая часть 98 с дутьевым наконечником 47 укреплена в металлическом держателе 96. Конический конец шамотовой части прижимается к конической расточке держателя 96 внутренней трубообразной частью 97, которая имеет усиленное ребро 113 и через которую и канал 93 поступает воздух в дутьевой наконечник.
Регулирование размера дутьевой щели происходит от передвижения вертикального супорта 58 с дутьевым наконечником 47. Глубина погружения края вытяжного очка по отношению к уровню стекломассы, без нарушения отрегулированного размера кольцевой вытяжной щели, получается, если передвинуть супорт 53 на основной направляющей 60 вместе с сидящим на нем супортом 58.
Для контролирования этих регулировок служат указатели, как показано на фиг. 3 и 5.
Для облегчения точной отрегулировки центричности дутьевого наконечника в вытяжном очке целесообразно применять перископ 112, который может иметь увеличительную оптику для лучшего наблюдения точности кольцевой вытяжной щели на дне плунжера. Регулирование вытяжной щели производится после того, как погруженные в горячую стекломассу шамотовые части примут установившуюся температуру.
Для лучшего регулирования температуры конуса стекломассы 30 над вытяжным очком в процессе образования дрота холодильник 85 может быть выполнен передвижным в вертикальном направлении.
С целью нагревания поверхностного слоя стекломассы вокруг вращающегося плунжера предусмотрено электрическое догревание стекломассы изнутри.
По фиг. 14 нагрев получается от нагретого кольца 103, погруженного в стекломассу и питаемого током низкого напряжения (порядка 2-3 вольт) от трансформатора, выполненного по типу, применяемому для электросварочных аппаратов. Клеммы трансформатора присоединены проводником к кольцевову электроду 103. Шамотовая капсуля 104 защищает место перехода стержня кольца 103 в горячую стекломассу от соприкосновения с воздухом. Температура кольца 103 и окружающей его стекломассы регулируются со стороны первичной обмотки трансформатора.
В приспособлении по фиг 13 нагревание стекломассы вокруг вращающегося плунжера получается от прохода электрического тока через горячую стекломассу, вторая является проводником для электрического тока. Электроды 109 и 110 устанавливаются под уровнем стекломассы по бокам плунжера. Трансформатор в этом случае дает напряжение порядка 20-30 вольт (в зависимости от омического сопротивления применяемого состава стекломассы). Электрический ток, проходя через стекломассу от одного электрода к другому, примерно по линиям 108, нагревает самую стекломассу вокруг вращающегося плунжера.
Материалом для электродов может служить чистое мягкое железо так как из опыта в электрическими стеклоплавильными печам и известно, что такие электроды без доступа воздуха и действия электрического тока в горячей стекломассе - не растворяются. Кроме мягкого шведского железа для электродов, применяемого в стеклоплавильных печах, возможно еще применение электролитического железа или обыкновенного железа, покрытого толстым слоем электролитического железа, так как электролитическое железо обладает чрезвычайной чистотой, и его точка плавления приближается к 1600°, т.е. значительно выше точки плавления обыкновенного железа. Необходимо отметить, что в данном способе нагревания стекломассы электрический ток нагревает главным образом самую стекломассу, и меньше всего от действия тока нагреваются электроды, которые получают нагрев от контакта с стекломассой, так что электроды, соединенные по данной схеме, работают в более благоприятных условиях, чем по фиг. 14, где от действия тока нагревается самое кольцо 103.
1. Плунжерное устройство для вытягивания стеклянных трубок, палочек и тому подобных изделий через вытяжное очко с применением или без применения дутьевого сердечника, отличающееся тем, что в целях устойчивого кинематического соединения шамотового вытяжного элемента с механизмом вытяжной машины, вытяжному элементу придана форма пустотелого плунжера 1 (фиг. 5 и др.) с вытяжным очком в центре его днища и с конусообразно обточенной верхней закраиной 4, служащей для укрепления плунжера в держателе супорта 3 вертикально-вытяжной машины.
2. В устройстве по п. 1 приспособление для получения точной кольцевой щели в вытяжном очке, отличающееся применением составного плунжера 1 (фиг. 4, 7 и 8), на наружной части которого установлено кольцо 40 с дутьевым наконечником 47 и кольцо 41 с вытяжным очком.
3. Устройство по пп. 1 и 2, отличающееся тем, что с целью регулирования размера кольцевой щели вытяжное очко и дутьевой наконечник устроены на двух разных вставленных друг в друга плунжерах, монтированных на разных супортах (фиг. 3), так что при изменении относительного вертикального положения плунжеров кольцевое пространство между очком и дутьевым наконечником 47, которому придана определенная конусность, может быть в известных пределах изменяемо.
4. Форма выполнения устройства по п. 3, отличающаяся тем, что в целях придания проходящему через вытяжное очко потоку стекломассы вращательного движения, наружные оконечности плунжерных держателей (фиг. 1 и 2) установлены на шарикоподшипниках 65 и снабжены зубчатой передачей от общего валика, кинематически связанного с приводным механизмом вытяжной машины.
5. В устройствах по пп. 1-4 приборы для контроля глубины погружения вытяжного очка в стеклянную массу и контроля размеров вытяжной щели, состоящие из диференциальных указателей (фиг. 5 и 3), в которых валик со стрелкой кинематически связан с центральным плунжером при помощи кремальерной рейки и приводной шестеренки, а свободно вращаемая на том же валике шкала связана в первом случае с поплавком, погруженным в стекломассу, а во втором случае - с наружным плунжером.
6. Видоизменение плунжерного устройства по пп. 1-5, отличающееся тем, что, в целях устранения перекладины в воронке вытяжного кольца, дутьевой наконечник 47 (фиг. 12) установлен в стороне от плунжера на отдельном держателе 96, укрепленном на вертикальном супорте вытяжной машины, и снабжен монтажными приспособлениями для центрирования и регулирования размера вытяжной щели в дне плунжера.
7. В устройстве по пп. 1-6 применение приспособлений для догрева стекломассы вокруг вращающегося плунжера, заключающееся в применении погруженных в стекломассу, вокруг плунжера, электродов 109-110 (по схеме фиг. 13), питаемых электрическим током, либо же кольцевого электрода 103 (по схеме фиг. 14).
