Механизированная выработка полых изделий производится обычно одним из трех основных технологических процессов, по которым работают принципиальные в стеклотехнике машины. Наибольшее распространение получили, так называемые фидерные машины, получающие стекломассу требуемой вязкости в требуемых по весу вырабатываемых изделий порциях от особых питателей фидеров. Второй тип машин, так называемых вакуумных, отличается тем, что стекломасса забирается из печи непосредственно машиной, путем погружения черновой формы в стекломассу и всасывания под действием вакуума требуемой порции. В третьем типе машин процесс заключается в прокатке узкой ленты стекла с последующим выдуванием на конвейере из этой ленты, небольших полых изделий.
Предлагаемый способ отличается от известных тем, что при нем в чистовую форму для выдувания изделий поступает из печи вчерне уже отформованные изделия в виде заготовки, получаемой известными способами вытягивания с поверхности расплавленной стекломассы и с одновременным дутьем воздуха внутрь, после чего заготовка внизу отрезается и пережимается, а в случае необходимости изготовления изделий с полой и сплошной частью, например рюмок, по окончании вытягивания полой части дутье прекращается, происходит пережимание заготовки и затем продолжается вытягивание уже сплошной части. Так как при этом так называемая "пулька" будущего полого изделия формуется путем вытягивания непосредственно из печи со свободной поверхности стекломассы без каких бы то ни было механических воздействий, то таким способом достигается высокая степень чистоты поверхности формуемого стеклянного изделия. Таким образом, устройство для осуществления предлагаемого способа имеет особую затравочную головку, которая при помощи вакуума присасывается по кольцевой щели стекло со свободной поверхности расплавленной стекломассы, после чего начинает подыматься, вытягивая цилиндр. Толщина стенок и диаметр цилиндра зависят от взаимной связи ряда факторов: вязкости стекла, скорости вытягивания, размера щели головки и давления дутья, подаваемого внутрь цилиндра. Далее вытянутый цилиндр отрезается, пережимается внизу и поступает на вращающуюся форму на окончательное выдувание по заданной конфигурации.
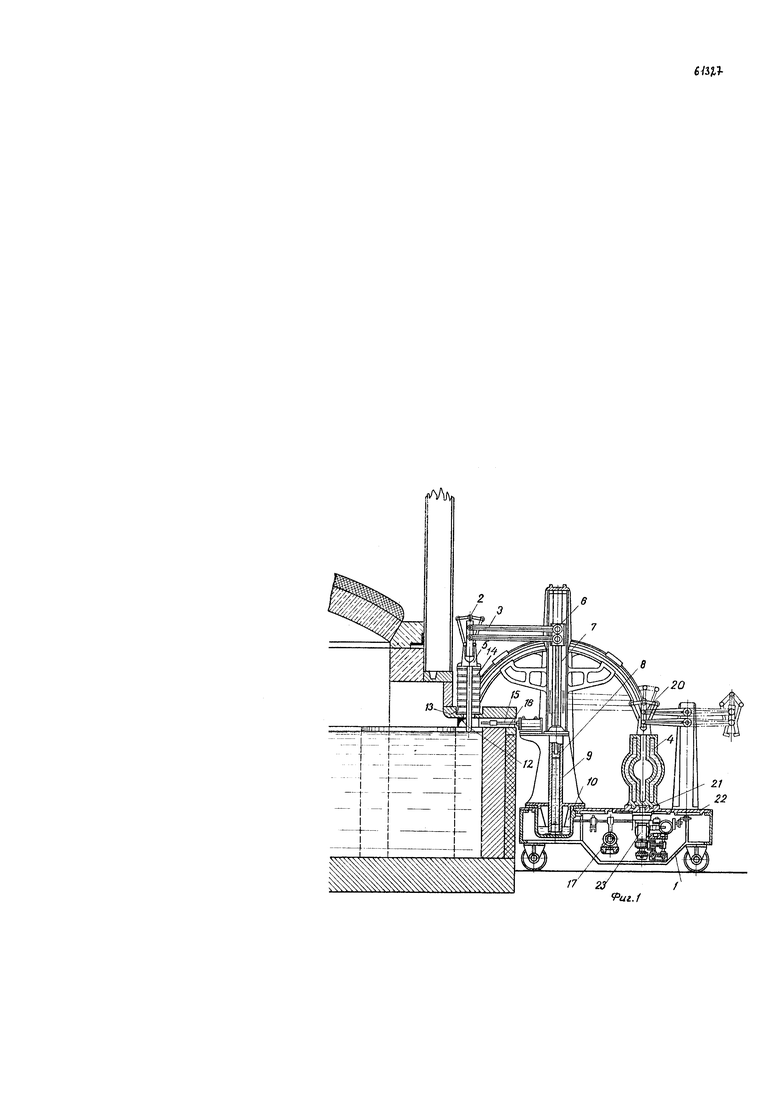
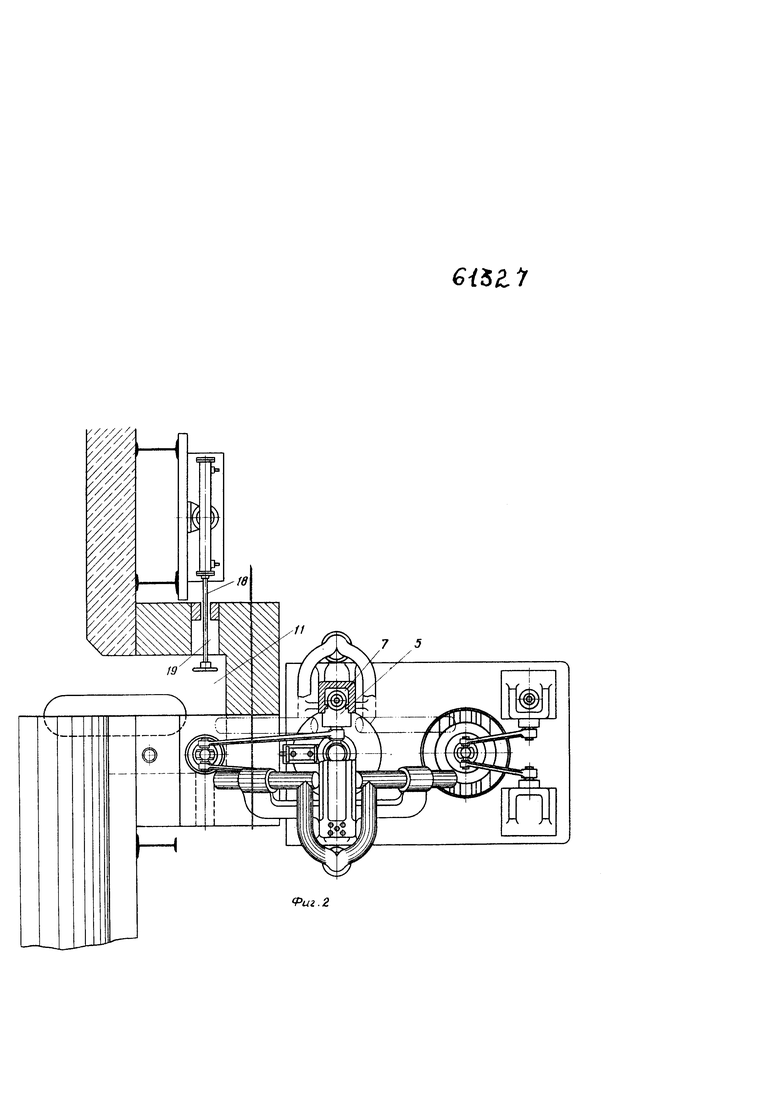
На фиг. 1 показано устройство сбоку; на фиг. 2 - вид его в плане.
Устройство, представленное на фиг. 1, предназначается для изделий без дна, например, ламповые стекла и др.
На станине 1, установленной на колесах с возможностью фиксации положения у печи смонтированы затравочная головка 2, механизм ее перемещения к форме, охлаждаемая вращающаяся раскрывающаяся форма, механизмом для ее вращения и раскрывания.
Головка 2 укреплена шарнирно на двух параллельных рычагах 3, благодаря чему она имеет возможность, оставаясь все время в вертикальном положении, перемещаться и становиться то над уровнем стекла, причем нижний край головки несколько погружается в стекломассу, то над формой 4. Через трубки в рычагах 3 головка 2 сообщается с линиями сжатого воздуха и вакуума.
Включается вакуум, головка спускается к стеклу и под действием вакуум-цилиндра смыкается венчиковое кольцо 5, предназначенное для оформления венчика будущего стеклянного изделия. При погружении краев головки в стекло под действием вакуума стекло всасывается в образовавшийся между кольцом и юбкой головки щель. После этого головка поднимается.
Вторые концы рычагов 3 шарнирно укреплены на ползунах 6, скользящих в направляющей раме стойки 7 и соединенных со штоком поршня 8 гидравлического цилиндра 9, который на нижнем своем конце сообщается с герметическим закрытым резервуаром 10. К последнему подключен сжатый воздух. Давление сжатым воздухом на масло в резервуаре заставляет поршень 8 цилиндра 9 плавно подыматься и подымать рычаг 3 с головкой 2. Одновременно с началом подъема головки включается дутье и заготовка вытягивается в виде стеклянного цилиндра, чем предотвращается сужение ее по мере вытягивания. Воздух, поступающий на дутье, проходит чувствительный регулятор давления.
Питание устройства стеклом происходит из особого кармана 11 главной печи, в которой поддерживается стабильный температурный режим для достижения температурной гомогенности стекла. Карман этот перекрывается плитой с отверстием 12, имеющим в верхней своей части расширение 13. В этом расширенном отверстии на его заплечиках укладывается особый телескопический экран 14 из жароупорного материала. По мере подъема головки 2 с стеклянным цилиндром-заготовкой экран 14 растягивается, образуя шахту вокруг заготовки и предохраняя последнюю от чрезмерного остывания. Когда заготовку вытягивают до требуемой длины, головка 2 останавливается, экран 14 падает в расширение 13 и срабатывают ножницы 15, которые через окно 16 входят в карман. Ножницы не только отрезают вытянутую заготовку от стекломассы, находящейся в печи, но и пережимают ее для возможности последующего ее выдувания. После этого дутье прекращается. Полость заготовки соединяется с атмосферой и головка 2 при помощи механизма 17 переносится к форме 4. Как только заготовка выйдет из печи, подходит скребок 18 и через окно 19 очищает зеркало стекломассы от остатка заготовки. Еще до начала переноса заготовки форма 4, в которой в это время производится выдувание предыдущего изделия, раскрывается. Одновременно с переносом заготовки в форму переносится дутьевая головка 20 выдутого изделия на конвейер. Перед переносом последнее также сообщается с атмосферой.
Сама форма 4 состоит из двух частей, установленных на полозках 21 на вращающемся круге 22. Раскрывание формы происходит в направлении перпендикулярном к ее вертикальной оси. Круг 22, на котором установлена форма, получает возвратно-вращательное движение на 45° в одну и другую стороны, благодаря чему выдуваемое стеклянное изделие освобождается от образованного шва и имеет хорошее качество поверхности. Форма 4 имеет постоянное водяное или водовоздушное охлаждение. Механизм 23 для вращения, а также, для закрывания или открывания формы помещен под вращающимся кругом 22. Когда заготовка вводится в форму, последняя закрывается и раскрываются кольца обеих головок - затравочной и дутьевой. При этом, заготовка, несколько опустившись, повисает в форме, на плечиках своего венчика, а готовое предыдущее изделие падает на конвейер.
Затем обе головки возвращаются в рабочее положение, т.е. затравочная снова входит в стекло, а дутьевая становится на венчик цилиндра и производит выдувание изделия вращающейся в это время формы, удерживая заготовку и одновременно не давая ей вращаться вместе с формой.
Затравочная головка при этом проходит между двумя изогнутыми по траектории головки трубами с воздушным или водовоздушным охлаждением.
Для изготовления изделий с толстым дном порядка 2-5 мм и широким горлом, например консервная банка, или изделий на ножке, как рюмки для образования дна вводится элемент, который наряду с отрезкой цилиндра образует его дно.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОИЗДЕЛИЙ | 2015 |
|
RU2592317C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАНКИ СТЕКЛЯННОЙ ДЛЯ ЛЕКАРСТВЕННЫХ СРЕДСТВ | 2000 |
|
RU2164502C1 |
| УЗЕЛ ДУТЬЕВОГО ФОРМОВАНИЯ | 2002 |
|
RU2293712C2 |
| УЗЕЛ ДУТЬЕВОГО ФОРМОВАНИЯ | 2002 |
|
RU2295504C2 |
| СПОСОБ И МАШИНА ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2307077C2 |
| СЕКЦИОННАЯ СТЕКЛОФОРМОВОЧНАЯ МАШИНА | 2002 |
|
RU2291119C2 |
| ИЗВЛЕКАЮЩИЙ МЕХАНИЗМ ДЛЯ ЗАХВАТА ОТФОРМОВАННОЙ БУТЫЛКИ | 2002 |
|
RU2293714C2 |
| УЗЕЛ ДУТЬЕВОГО ФОРМОВАНИЯ И СПОСОБ ВЫДУВАНИЯ БУТЫЛКИ ИЗ СТЕКЛЯННОЙ ЗАГОТОВКИ | 2002 |
|
RU2295505C2 |
| СЕКЦИОННАЯ СТЕКЛОФОРМОВОЧНАЯ МАШИНА | 2002 |
|
RU2294900C2 |
| СПОСОБЫ И КОМПОНЕНТЫ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛЯННЫХ КОНТЕЙНЕРОВ С ЗАЩИТОЙ ОТ ОТКРЫТИЯ ДЕТЬМИ | 2020 |
|
RU2832009C2 |
1. Способ изготовления полых стеклянных изделий с окончательным выдуванием заготовки в чистовой форме, отличающийся тем; что заготовку изделия изготовляют известным способом вытягивания с поверхности расплавленной стекломассы с одновременным дутьем воздуха внутрь, после чего заготовку внизу отрезают и пережимают.
2. Прием выполнения способа по п. 1, отличающийся тем, что с целью изготовления изделий с полой и сплошной частями, например, рюмки, по окончании вытягивания полой части прекращают дутье пережимают заготовку и продолжают вытягивание сплошной части.
3. Устройство для выполнения способа по пп. 1-2, отличающееся тем, что, с целью вытягивания заготовки с поверхности расплавленной стекломассы, применена затравочная головка, укрепленная на рычагах, поворотно связанных с вертикальной стенкой и перемещающихся вдоль последней с помощью ползунка под действием, например, гидравлического цилиндра.
4. Форма выполнения устройства по п. 4, отличающаяся тем, что затравочная головка снабжена венчиковым кольцом, приводимым в действие с помощью вакуум-цилиндра.
5. Форма выполнения устройства по пп. 3, 4, отличающаяся тем, что, с целью предохранения вытягиваемой заготовки от охлаждения, применен телескопический составной экран.
