1
Изобретение касается упрочнения деталей наклепыванием их поверхности.
Известно устройство для наклепывания деталей по авт. св. № 282090, содержащее подпружиненный ударный инструмент-боек, размещенный внутри привода возвратно-поступательного движения, выполненного в виде соленоида.
Цель изобретения - совмещение операции наклепывания и закалки деталей.
Поставленная цель достигается тем, что боек одновременно является электроимпульсным побудителем точечного нагрева участка обрабатываемой детали и прерывателем электрического тока. Он соединен токопроводящим проводником с одним концом соленоида, второй конец которого подключен к одному полюсу источника постоянного тока, а второй полюс источника подключен к детали.
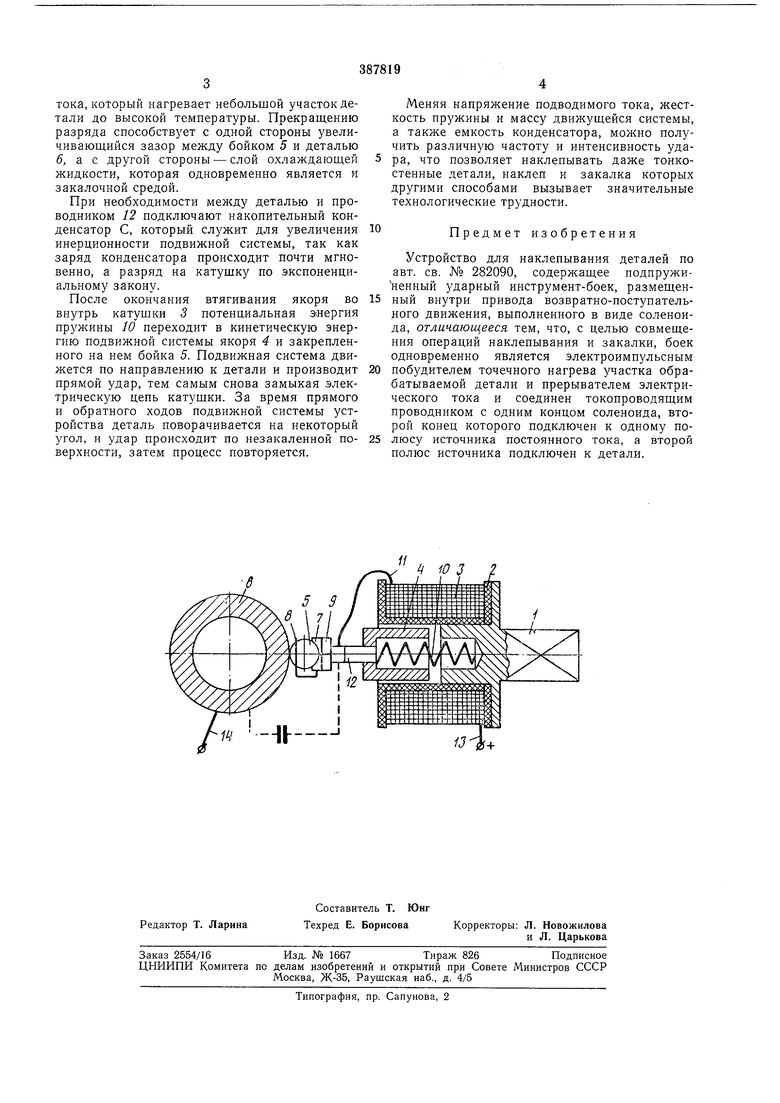
На чертелче показано предлагаемое устройство, общий вид.
Устройство включает в себя корпус 1, имеющий с одной стороны хвостовик, служащий для крепления устройства в резцедержателе ИЛ.И оправу станка, которые осуществляют продольную подачу устройства вдоль обрабатываемой детали, а с другой стороны - каркас 2 соленоида 3, на котором намотана катущка. Внутри каркаса соленоида свободно перемещается якорь 4, в котором укреплен
сменный боек 5, соприкасающийся с обрабатываемой деталью 6. Боек 5 укреплен в гнезде, например гайке 7, и прижат плоской пружиной 8 к контргайке 9. Вся система находится на оси, укрепленной в якоре 4. В отверстие якоря 4 вставлена одним концом пружина сжатия 10. Вторым концом она упирается в отверстие корпуса /. Напряжение одной полярности к катушке соленоида подводится через проводник 11, связанный с системой бойка 5, 7, 9, 12, 4 и проводник 13, подключенный непосредственно к катущке. Напряжение другой полярности постоянного тока подводится к детали 6.
В целях электрической безопасности работы напряжение постоянного тока не превыщает 12-24 в. Катушка рассчитывается на это или немного меньшее напряжение.
При подаче напряжения в проводники 13 и
14 боек 5 под действием пружины сжатия JO прижимается к обрабатываемой детали 6, тем самым замыкая пепь катущки 3 через систему 5, 7, 9, 12, 4 и 13. Магнитный поток, возникающий в катущке, притягивает подвижную систему магнитопровода 4, 12, 9, 7 и 5 к торцу корпуса /; сжимая пружину 11 и накапливая кинетическую энергию пружины. Втягивающийся якорь 4 разрывает электрическую цепь катущки, и между ударником и деталью образуется электроимпульсный разряд
тока, который нагревает небольшой участок детали до высокой температуры. Прекращению разряда способствует с одной стороны увеличивающийся зазор между бойком 5 и деталью 6, а с другой стороны - слой охлаждающей жидкости, которая одновременно является и закалочной средой.
При необходимости между деталью и проводником 12 подключают накопительный конденсатор С, который служит для увеличения инерционности подвижной системы, так как заряд конденсатора происходит почти мгновенно, а разряд на катушку по экспоненциальному закону.
После окончания втягивания якоря во внутрь катущки 3 потенциальная энергия пружины 10 переходит в кинетическую энергию подвижной системы якоря 4 и закрепленного на нем бойка 5. Подвижная система движется по направлению к детали и производит прямой удар, тем самым снова замыкая электрическую цепь катущки. За время прямого и обратного ходов подвижной системы устройства деталь поворачивается на некоторый угол, и удар происходит по незакаленной поверхности, затем процесс повторяется.
Меняя напряжение подводимого тока, жесткость пружины и массу движущейся системы, а также емкость конденсатора, можно получить различную частоту и интенсивность удара, что позволяет наклепывать даже тонкостенные детали, наклеп и закалка которых другими способами вызывает значительные технологические трудности.
Предмет изобретения
Устройство для наклепывания деталей по авт. св. № 282090, содержащее подпружиненный ударный инструмент-боек, размещенный внутри привода возвратно-поступательного движения, выполненного в виде соленоида, отличающееся тем, что, с целью совмещения операций наклепывания и закалки, боек одновременно является электроимпульсным
побудителем точечного нагрева участка обрабатываемой детали и прерывателем электрического тока и соединен токопроводящим проводником с одним концом соленоида, второй конец которого подключен к одному полюсу источника постоянного тока, а второй полюс источника подключен к детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для наклепывания деталей | 1972 |
|
SU448124A2 |
| Устройство для наклепывания деталей | 1978 |
|
SU663566A2 |
| Устройство для наклепывания деталей | 1973 |
|
SU454114A2 |
| Устройство для наклепывания деталей | 1974 |
|
SU524679A2 |
| Устройство для наклепа деталей | 1974 |
|
SU495194A2 |
| Устройство для наклепа деталей | 1973 |
|
SU460174A1 |
| Устройство для наклепывания деталей | 1985 |
|
SU1279800A1 |
| Устройство для наклепа деталей | 1974 |
|
SU511193A1 |
| УСТРОЙСТВО для НАКЛЕПЫВАНИЯ ДЕТАЛЕЙ | 1970 |
|
SU282090A1 |
| Способ управления многобойковым электромагнитным молотом и устройство для его осуществления | 1984 |
|
SU1247476A1 |
i
