Рельсовый стык является наиболее слабым местом звена. Под действием проходящего подвижного состава в стыке получается просадка более чем в других частях звена и концы рельсов и накладки прогибаются, благодаря чему получаются сильные удары при проходе подвижного состава. Замена изношенных накладок в таких местах новыми обыкновенно не достигает цели, так как накладка,установленная в запущенном стыке, не плотно прилегает в рельсу своими гранями, вследствие чего толчки в стыках не уничтожаются. Настоящим изобретением предлагается более целесообразный способ выправления прогнутых стыков и происходящих от этого рельсовых переломов, посредством постановки в этих стыках соответственно выгнутых кверху и затем термически обработанных накладок.
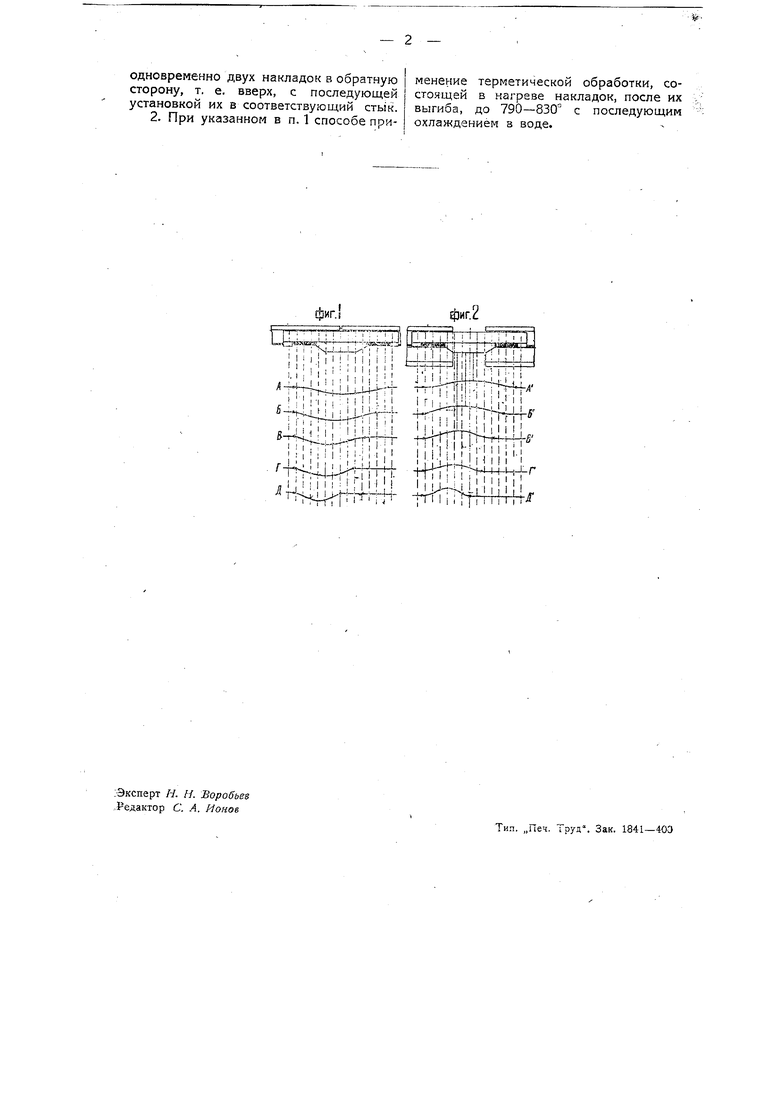
Предварительно в усмотренных стыковых переломах тщательно измеряются длина и стрела прогиба стыков. Различные в разных стыках по своему характеру - расположению на обоих рельсах и по длине-кривые прогибов могут быть для удобства при дальнешей работе разбиты на несколько, например пять, групп А, Б, В, Г, Д, показанных на фиг. 1 чертежа.
Назначаемые для замены в сбитых стыках накладки в холодном или несколько нагретом состоянии, выгибаются на специальном станке в обратную сторону, т. е. вверх, соответственно характеристике прогиба (см. фиг. 2, где рядом с прогибами стыков показ ань соответственные обратные выгибы А ,Б , В , Г, Д накладок) с увеличением на 1-2 мм размера стрелы. После такого, выгиба накладки нагреваются до 790- 830° с последующим охлаждением в воде и затем устанавливаются на соответствующих им стыках, причем обращается внимание, чтобы на одном стыке обе накладки по своему характеру и величине прогиба были одинаковы.
Предмет изобретения.
1. Способ выправления рельсовых стыковых переломов, отличающийся тем, что по произведенным промерам стыков составляются кривые их прогибов, соответственно которым производится выгиб
одновременно двух накладок в обратную
сторону, т, е. вверх, с последующей
установкой их в соответствующий стык.
2. При указанном в п. 1 способе применение терметической обработки, состоящей в нагреве накладок, после их выгиба, до 790-830 с последующим охлаждением в воде.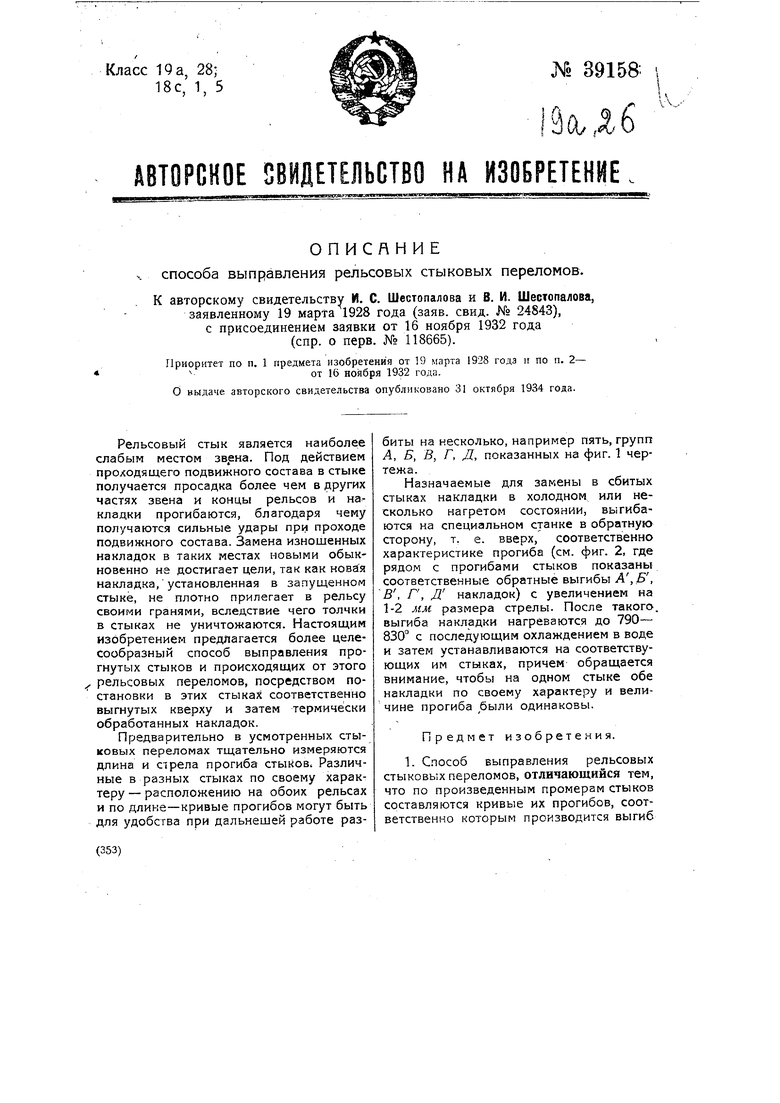
| название | год | авторы | номер документа |
|---|---|---|---|
| Рельсовая накладка | 1932 |
|
SU33166A1 |
| Изолирующий рельсовый стык | 1936 |
|
SU51247A1 |
| Приспособление для изгибания рельсовых накладок | 1928 |
|
SU17297A1 |
| Приспособление для изгибания рельсовых накладок | 1932 |
|
SU38171A1 |
| Противоугонное приспособление для железнодорожного пути | 1928 |
|
SU31028A1 |
| СИЛОВАЯ ОПОРНАЯ СИСТЕМА ДЛЯ РЕЛЬСОВОГО СТЫКА | 2011 |
|
RU2493312C1 |
| НАКЛАДКА СТЫКОВАЯ И СПОСОБ ЕЕ ПРИМЕНЕНИЯ | 2011 |
|
RU2478152C2 |
| СПОСОБ СТЫКОВКИ РЕЛЬСОВ ЗВЕНЬЕВОГО ПУТИ | 1990 |
|
RU2037597C1 |
| Прибор для расчета кривых рельсового пути | 1948 |
|
SU91455A1 |
| РЕЛЬСОВОЕ СТЫКОВОЕ СОЕДИНЕНИЕ | 1992 |
|
RU2049186C1 |
я I I i I 1
г| | | р-ГГгтЬ

