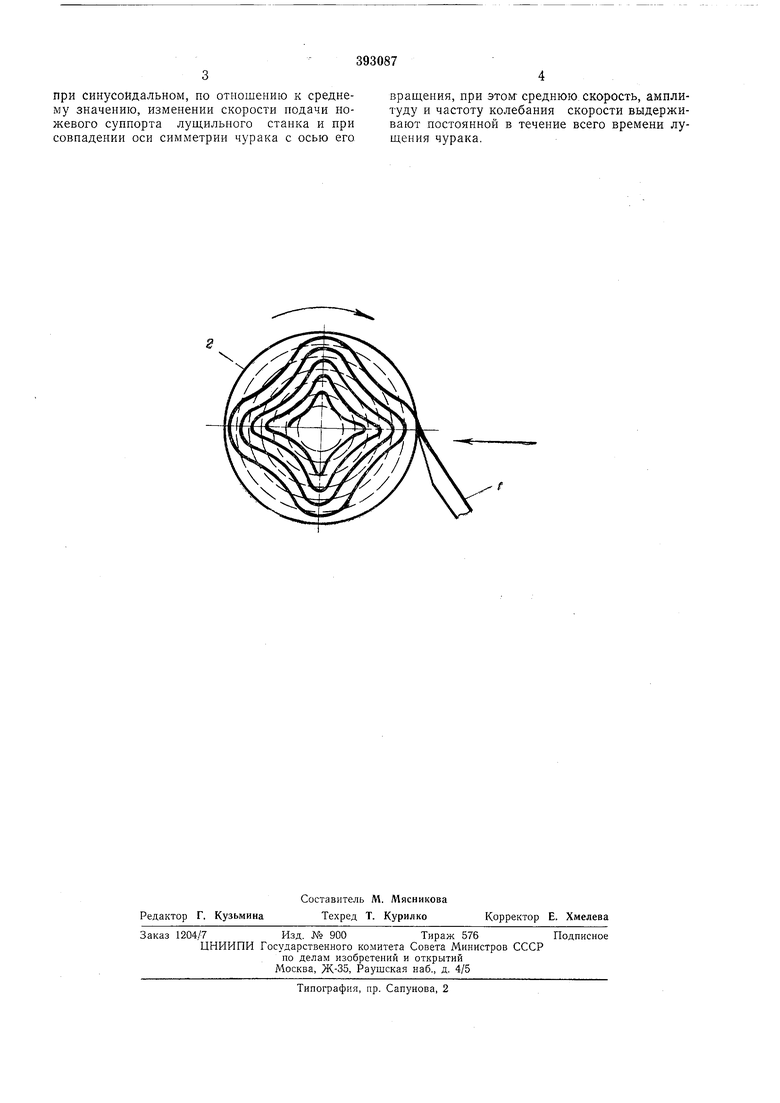
Изобретение относится к фанерной промышленности. Оно может применяться для полу.чения облицовки деревянных изделий, например мебели, футляров телевизоров, радиоприемников и других изделий.5 Однако шнон, полученный по такому способу, имеет разную длину, что затрудняет механизацию участка удаления, сушки и приводит к потере объемного выхода шпона при обрезке. Полученный шпон имеет несимметричную 10 текстуру, что затрудняет подбор шпона для облицовки. Цель изобретения - получить непрерывную ленту шпона с однородной симметричной естественной текстурой.15 Это достигается лушением чурака при синусоидальном, но отношению к среднему значению, изменении скорости подачи ножевого суппорта лущильного станка, при совпадении оси симметрии чурака с осью его вращения, 20 при этом среднюю скорость, амплитуду и частоту колебания скорости выдерживают постоянной в течение всего времени лущения чурака. Сущность изобретения поясняется черте- 25 жом. При лущении шпона движение ножа 1 на чурак 2 происходит с постоянной средней скоростью с изменени.ем истинного значения скорости относительно среднего но синусоидаль- 30 ному закону. В зависимости от амплитуды колебания, описанные траекторией реза, могут иметь выпуклые, при малой величине амплитуды, и вогнутые, при большой величине амплитуды, стороны. Соответственно этому получаемый шпон по текстуре будет тапгенциальным в первом случае и полурадиальном во втором случае. Благодаря симметричности по отношению к перерезаемым структурным элементам древесины геометрических элементов фигур, образованных траекторией реза, текстура готового шпона получается также симметричной. Для получения ностоянства толщины шпона при лушепии величина средней скорости, амплитуда и частота колебания скорости выдерживается ностояппой в течение всего времени лущения чурака. Предмет изобретения Снособ нолучения декоративного шпона путем лушения чурака на лущильном станке, отличающийся тем, что, с целью получения непрерывпой ленты шпона с однородной симметричной естественной текстурой, близкой по характеру к текстуре строганого щпопа, более рационального использования качественных зон древесины, лущение производят
при синусоидальном, по отношению к среднему значению, изменении скорости подачи ножевого суппорта лущильного станка и при совпадении оси симметрии чурака с осью его
вращения, при этом- среднюю, скорость, амплитуду и частоту колебания скорости выдерживают постоянной в течение всего времени лущения чурака.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления шпона | 1975 |
|
SU582093A1 |
| СТАНОК ДЛЯ ВИБРОЛУЩЕНИЯ ШПОНА | 2000 |
|
RU2209722C2 |
| Лущильный станок | 1979 |
|
SU791539A1 |
| Приспособление для долущивания чура-KOB | 1979 |
|
SU821148A1 |
| Станок для лущения шпона из фанерных чураков | 1959 |
|
SU125665A1 |
| УСТРОЙСТВО ДЛЯ РУБКИ ШПОНА НА ЧУРАКЕ В ПРОЦЕССЕ ЛУЩЕНИЯ | 1973 |
|
SU453301A1 |
| Лущильный станок | 1982 |
|
SU1027038A1 |
| Лущильный станок | 1981 |
|
SU950528A1 |
| Лущильный станок | 1989 |
|
SU1691102A1 |
| СПОСОБ ОБНАРУЖЕНИЯ СЕРДЦЕВИНЫ ЧУРАКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2473969C2 |
X
