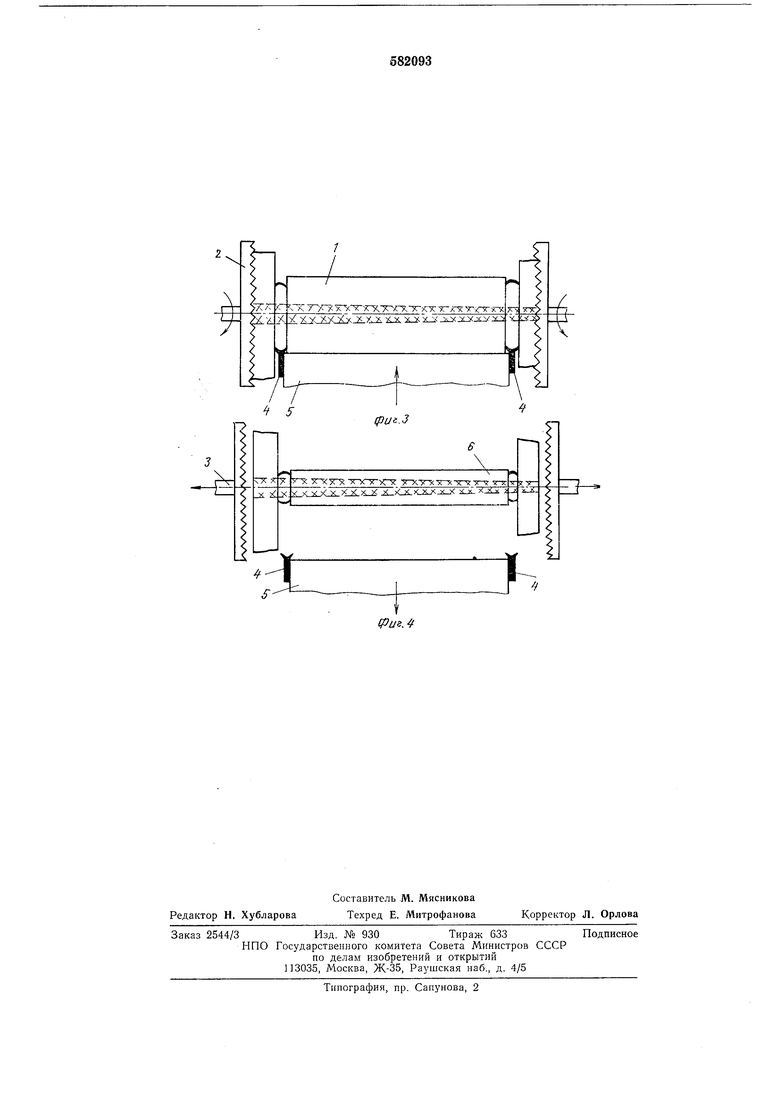
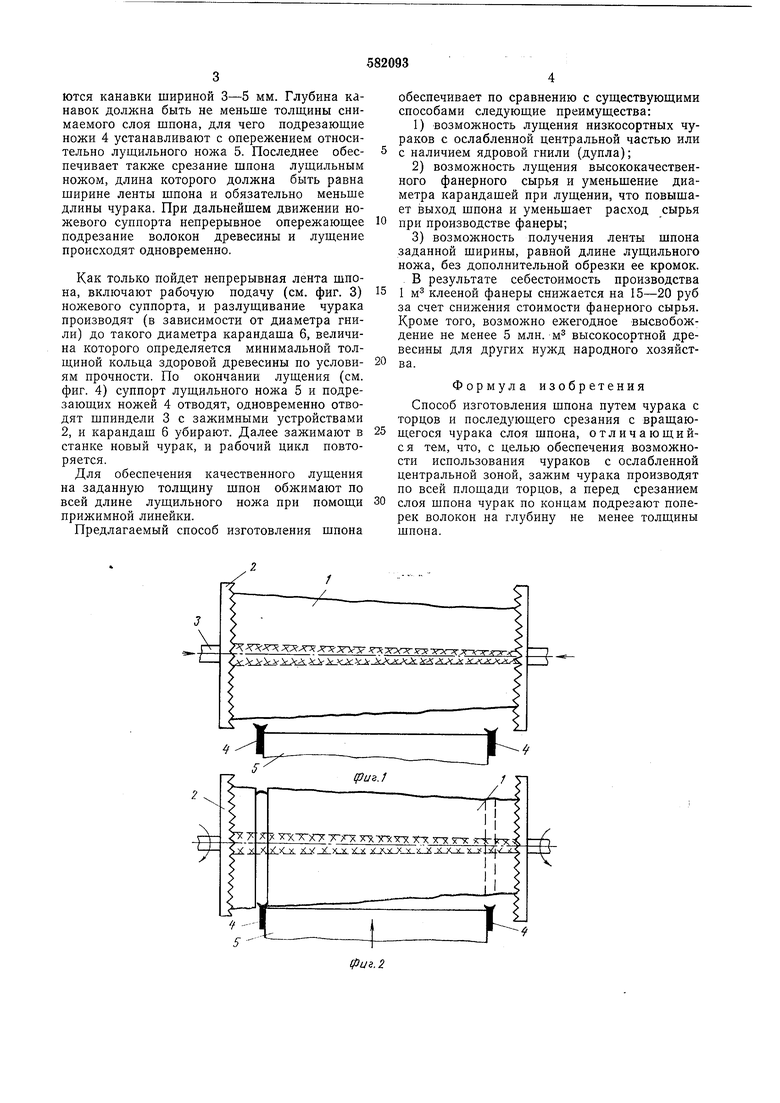
Ются канавки шириной 3-5 мм. Глубина канавок должна быть не меньше толшины снимаемого слоя шпона, для чего подрезаюшие ножи 4 устанавливают с опережением относительно луш;ильного ножа 5. Последнее обеспечивает также срезание шпона лушильным ножом, длина которого должна быть равна ширине ленты шпона и обязательно меньше длины чурака. При дальнейшем движении ножевого суппорта непрерывное опережающее подрезание волокон древесины и лушение происходят одновременно.
Как только пойдет непрерывная лента шпона, включают рабочую подачу (см. фиг. 3) ножевого суппорта, и разлушивание чурака производят (в зависимости от диаметра гнили) до такого диаметра карандаша 6, величина которого определяется минимальной толш,иной кольца здоровой древесины по условиям прочности. По окончании лушения (см. фиг. 4) суппорт лушильного ножа 5 и подрезаюш,их ножей 4 отводят, одновременно отводят шпиндели 3 с зажимными устройствами 2, и карандаш 6 убирают. Далее зажимают в станке новый чурак, и рабочий цикл повторяется.
Для обеспечения качественного лущения на заданную толщину шпон обжимают по всей длине лущильного ножа при помощи прижимной линейки.
Предлагаемый способ изготовления шпона
обеспечивает по сравнению с существующими способами следующие преимущества:
1)возможность лущения низкосортных чураков с ослабленной центральной частью или с наличием ядровой гнили (дупла);
2)возможность лущения высококачественного фанерного сырья и уменьшение диаметра карандашей при лущении, что повышает выход шпона и уменьшает расход сырья при производстве фанеры;
3)возможность получения ленты шпона заданной ширины, равной длине лущильного ножа, без дополнительной обрезки ее кромок.
В результате себестоимость производства 1 м клееной фанеры снижается на 15-20 руб за счет снижения стоимости фанерного сырья. Кроме того, возможно ежегодное высвобождение не менее 5 млн. м высокосортной древесины для других нужд народного хозяйства.
Формула изобретения
Способ изготовления шпона путем чурака с торцов и последующего срезания с вращающегося чурака слоя шпона, отличающийся тем, что, с целью обеспечения возможности использования чураков с ослабленной центральной зоной, зажим чурака производят по всей площади торцов, а перед срезанием слоя шпона чурак по концам подрезают поперек волокон на глубину не менее толщины шпона.
г -Klr-Si JT-X ST Sr -7- г
t
t:-(рие.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для лущения шпона из фанерных чураков | 1959 |
|
SU125665A1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРАТИВНОГО ШПОНА | 1973 |
|
SU393087A1 |
| Лущильный станок | 1982 |
|
SU1079438A1 |
| Суппорт лущильного станка | 1980 |
|
SU939199A1 |
| Лущильный станок | 1981 |
|
SU954233A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛУЩЕНОГО ШПОНА | 1994 |
|
RU2076804C1 |
| Лущильный станок | 1981 |
|
SU950528A1 |
| СПОСОБ ПОДГОТОВКИ ФАНЕРНОГО СЫРЬЯ ПЕРЕД ЛУЩЕНИЕМ | 2008 |
|
RU2394677C2 |
| Приспособление для долущивания чура-KOB | 1979 |
|
SU821148A1 |
| Лущильный станок | 1979 |
|
SU791539A1 |