а
ИзОбретение относится ,к устройства1М для нарезання ънутрениих резьб метчиками с наложением на .метчики ультразвуковых 1колебайий и (Преднаэначено для использоваиия в .ма ШИ1Ност1р1оении и ириборостроении лри изготовлении деталей :ИЗ труднообра-батываемых сталей и .
Известны устройства для иарезалия резьб посредством ультразвука, вьшолненные в виде -волновода, IB осевом отверстии ;которо.го расположен XIBOCTOBHIK метчика, Связанный с ним посредством крепежного элемента и снабженный поджвмаемым к торцу 1вол«овода буртико.м для акустического контакта между янми.
В таких устройствах крапление метчнка к волноводу в работе неудобно, так затруднена за1Мвна инструмента, кроме того, а мплитуда ультразвуковых колебаний метчлка должна изменяться щи изменении услО|Вий резания. Для предотвращения окальгвания режущих зубьев (Метчика и ухудшения 1качества резьбовой поверхности в момент врезания на 2-3 резьбовых витка амплитуда его колебаний должна быть минимальной. Далее но Ме;ре углубления метчика ш отверстие и возрастания усилий резания необходимо постепенное увеличение амплитуды колебаний до ма1К1симальных для данного метчика значений. При выходе заборного конуса .метчил а пз
сквозного отверстия и прн его вывсртыванин, т. е. при уменьшении усилий резания, необходимо отключение ультразвуковых колебаний до -минимальных значений.
По экспери.ментальным данны.м оптимальное значение амплитуды колебаний метчика Мб в процессе нарезания одного отверстия иЗ.меняется от 2 мкм при заходе первых 2-3 резьбовых витков до 10 мкм при полном углублении заборного коиуса. образол, в процессе ультразвукового резьбонарезания долмчна осуществляться пря1мая связь между резания и трсб)емой при этом величиной амплитуды колебаний. Известные устройства для ультразвукового резьбонарезания с жестким креплением 1метчи1ка к волноводу не 1позволяют поддерживать такую связь между усилиями резания и амплитудой колебаний.
Для регулировки амплитуды колебаний метчика за счет автоматического изменения акустического контакта между метчиком и волноводом в предлагаемом устройстве сочленение хвостовика метчпка с волноводом в осевом отверстии осуществляется с зазором, а перпендикулярно осевому отверстию волновода выполнен сквозной паз с наклонными относительно торца волновода стенками, с одной нз которых, в зависимости от направления вра1цсп:1я волновода вступает во взанмодействие кр&пежный элемент, проходящий через ХВОСтОВяк и .волновод. Угол между торцом -волновода и стенкой таза, взаимодействующий с .крепежным элементом, может быть лри шрамом .вращении равен 15-40°, а при обратном вращении - ПО-ШО.
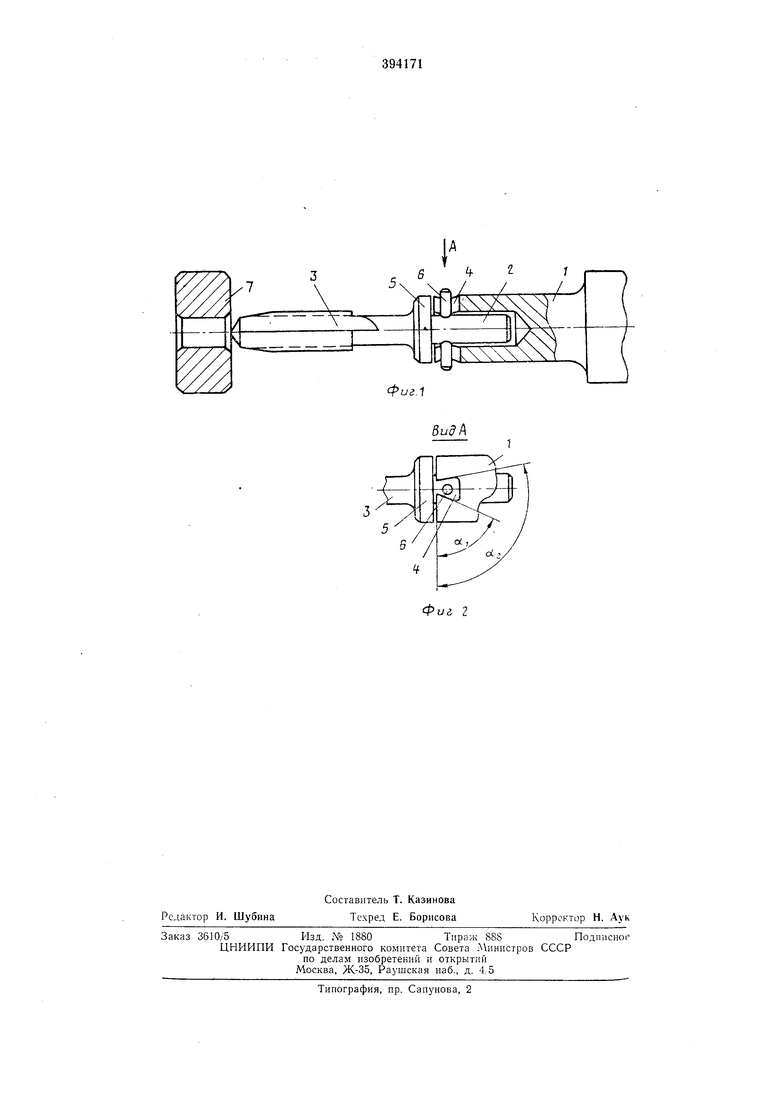
На фиг. 1 показано описываемое устройство, общий вид; на фиг. 2 - вид по стрелке Л «а узел сочленения хвостовика метчика с волноводом.
гУстройстВО имеет волновод / с отверстием 1НОД хвостовик 2 .метчика 3 и одним или,более iOK BO3HHiM пазо1М 4, вылолиенным .на тор|це. Стороны паза .наклонены IK торцу волно.вода под угла1ми ai и «2. XBOICTOBHIK 2 метчи1ка 3 имеет буртик 5, ра.вный ino .диа метру торту волновода 1, и штифты 6, ра-сположен«ые 1пер:пендикулярно оси метчи1ка. Количество .штифтов ((репежных элементов) равно количеству пазов волновода 1.
Устройство работает сле.дующим образе Обра.батываемую деталь 7 располагают нарезаемЫ|М отверстием соосно с .метч. 3. Х1ВОСТОВИ1К 2 метчи.ка 3 то.мещают в отверстие .волновода 1 THiK, чтобы .штифты 6 вошли .в 1па;зы волново.да /. Далее В1ключают ультраэвужовые колебания и сообщают вращение и осевое леремепдение устройству или детали 7. .После врезания осевая лода-ча метчика oicyществляется са1мозатягиванием. Во время вреза.ния инструмента усилия резания малы, крутящий момент невелик. Поэтому сила лрижнма буртвка 5 метчи1ка 3 к тор-цу вол.ново.да /, возни1кающая в результате взаи.модействия штифтов 6 с пазами 4 волновода /, ие обеспечивает достаточно Т1лот1ного а1кустического /контакта, и а:мплитуда .колебаний метчи1ка 3 1И|меет минимальное значение. По мере углубления 1метчи1ка в нарезаемое отвер:стие .крутя.щ.ий момент .возрастает, увеличивается сила шрижиша бурти ка 5 (метчвка 3 к торцу волновода i/, т. е. улучшается акустический .контакт меж.ду метчи.ком и 1волново.дом, и амплитуда колебаний метчика возрастает. При выходе .метчика «з отверстия усилия резания постепенно уменьшаются, ухудшается аку.стичес.кий конта.кт, и амплитуда 1ко.лебаний
метчика .постепенно сни.жается до нуля. При вывертывании .метчИ|Ка из нарезанного отверстия ультразвуковые колебания не отключают, так как ам1плитуда колебаний метчика вви.ду малого крутящего М0:мента незначительна. При нарезании резьбы М4 в оплаве ВТ8 оптимальными являются углы .a.i и а, ра.вные соответственно 30-40° и ПО-120°. В предлагаемой конструкции резьбонарезного устройст1ва усилие .прижи.ма инстру.мента к ВОЛНОВО.ДУ, т. е. ллот.ность акустического контакта и .связанное с ней значение амплитуды колебаний метчика, определяется значением усилия резания и углами между торцо-м
волновода и стенками паза. Автоматическо.е изме.нение амлл.итуды колебаний метчика в зависимости от условий резания предотвращает окалывание режущих KpOiMOK и .опособствует увеличению стойкости метчи1ка и улучшению .качества резьбовой 1поверх.ности.
П.редмет изобретения
1.Устройство для нарезания внутренних ре;зьб посредство м ультразвука, выполненное
в виде волновода, в осевом отверстии которого раС1Поло.жен хвостовик .метчи1ка, связанный с НИ1М (посредством .крепежного элемента и снабженный поджимаемым к торцу волновода (буртиком для акустического .конта1кта между .ними, отличающееся тем, что, с целью регулиро.вки а.М1Плитуды асолебаний .метч.и.ка за счет автоматического и.зменения акустического конта1кта между .метчиком и волноводом,
сочленение хвосто1ВИ1ка метчика ic волноводом в осевам отверстии осуществляется с зазором, а лернен.дикулярно oceiBoi.My отверстию волновода выполнен юквозеой паз с наклонны.ми отнооительно торца волно.вода стен.ка.ми, с
О.ДНОЙ из .которых в зависимо.сти от направления вращения волново.да .вступает во взаимодействие упомянутый крепежный элемент.
2.Устройство по 1П. 1, отличающееся тем, что угол между торцом волновода и стенкой
паза, взаимодействующей с крепежным элементом, 1При пря.мом вращении раве.н 15-40°, а при обратно.м враще.нии - ПО-160°.
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ ВНУТРЕННИХ РЕЗЬБ С ПОМОЩЬЮ УЛЬТРАЗВУКА | 2003 |
|
RU2234398C1 |
| УСТРОЙСТВО ДЛЯ ПОДВОДА УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ ПРИ НАРЕЗАНИИ РЕЗЬБЫ | 2014 |
|
RU2571246C1 |
| Реверсивный резьбонарезной патрон | 1979 |
|
SU854603A1 |
| МЕТЧИК-ПРОТЯЖКА | 1992 |
|
RU2008146C1 |
| Ультразвуковая головка | 1972 |
|
SU546384A1 |
| Предохранительный резьбонарезной патрон | 1985 |
|
SU1268303A1 |
| СПОСОБ НАРЕЗАНИЯ ВНУТРЕННИХ РЕЗЬБ ОСЕВЫМ ИНСТРУМЕНТОМ С НАЛОЖЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2004 |
|
RU2252843C1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ | 2013 |
|
RU2548344C2 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБ МЕТЧИКАМИ И ПЛАШКАМИ НА ТОКАРНОМ СТАНКЕ | 2003 |
|
RU2271904C2 |
| Патрон для нарезания резьбы | 1991 |
|
SU1814994A1 |