1
Изобретение относится к газоразрядным приборам и может быть использовано при изготовлении мощных газовых оптических квантовых генераторов (ОКГ), а именно при изготовлении герметичных токовводов в кварц, обеспечивающих подвод больших токов к электродам.
В известном рантовом вводе, содержащем держатель электрода, который припаян-к металлическому колпачку, колпачок, впаянный между стенками кварцевых цилиндров, осуществляет герметизацию рабочего объема. Стержень спаивается с кварцевой ножкой через компенсатор. Такой ввод отличается простотой конструкции и возможностью работы с больщими токами.
Последнее обстоятельство связано с тем, что металлический колпачок, используемый для герметизации, не является токоведущей частью ввода и потому не ограничивает тока. Ток протекает через держатель электрода, припаеваемый к донышку колпачка (или сквозь донышка).
Известный ввод характеризуется малой термостойкостью из-за большой разницы температур плавления кварца и припоя, который используется при припайке держателя к колпачку, малой механической прочностью ввода, а также сложностью технологии изготовления как отдельных деталей ввода, в частности металлического колпачка, так и всего ввода в целом.
Цель предлагаемого изобретения - увеличить термостойкость и механическую прочность ввода, упростить технологию его изготовления.
Это достигается тем, что колпачок соединен с держателем электрода с помощью тонкостенной горловпны, например сваркой, и имеет соотношение толщин стенок юбочки и остальной части колпачка в пределах 1:3 - 1:6; компенсатор расположен на корпусе и горловине колпачка и на части держателя электрода вне зоны герметизации, а соотнощение толщип стенок внутреннего и внешнего кварцевых цилиндров составляет 1 : 1,5-
1: 2,5.
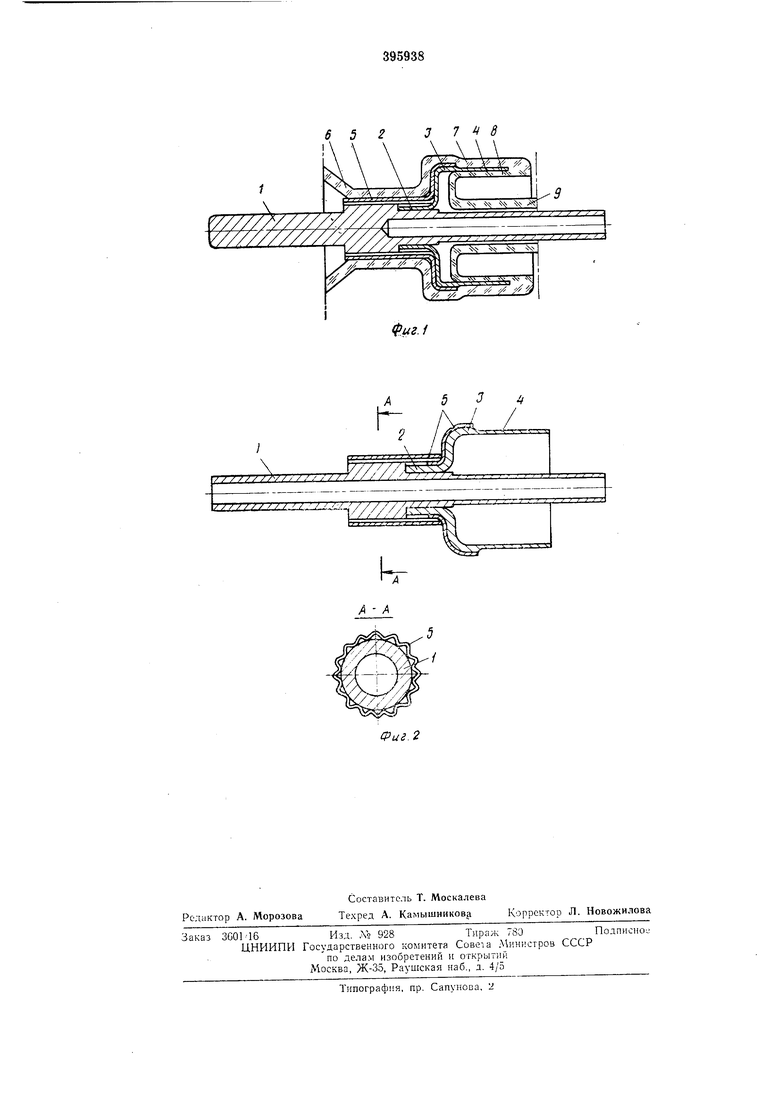
На фнг. 1 изображен предлагаемый ввод; на фиг. 2 - металлический узел в сборе. Предлагае.мый ввод содержит токоведущий стержень (держатель электрода) /, колпачок
2с горловиной, корпус 3, юбочку 4, гофрированный компенсатор 5, кварцевую нолску 6, внешний кварцевый цилиндр 7, внутренний
кварцевый цилпндр 8 и кварцевый вкладыщ 9. В предлагаемой конструкции ввода металлический колпачок (молибденовый) изготовлен в виде стаканчика с цилиндрической или конусной тонкостенной горловиной. Между
толн;инами стоюк юбочки и остальной частью колпачка выбирается определенное соотношение. Колпачок изготавливается из двухстороннекатанной ленты марки МЧ-1 или МЧ-П толщиной 0,2-0,3 мм. Из ленты вырезается диск, из которого затем вытягивается колпачок на токарном станке. Возможна штамповка со сменой промежуточных штампов. После глубокой вытяжки или штамповки юбочКа утоньшается, например, проточкой, до толщины 50-75 мкм и обрезается по размеру. Чистота по1верхности после проточки должна быть ло 6-7 классу. Уменьшение толщины стенки юбочки до 50-75 мкм необходимо для получения вакуумноплотного соединения металл-кварц. Минимальная толщина стенки юбочки колпачка должна быть не менее 50 мкм. При уменьшении толщины стенки резко увеличивается брак во время проточки. С другой стороны, толщина стенки должна быть не более 75 мкм, что объясняется невозможностью впаивания более толстой молибденовой фольги в кварц. Толщина листа исходного материала выбирается в пределах 0,2- 0,3 мм. При толщине менее 0,2 мм увеличивается брак по вытяжке (колпачок разрывается). При толщине более 0,3 мм вытяжка усложняется, что также приводит к браку.
Эти условия определяют соотношение между толщинами стенок юбочки и остальной частью колпачка, равное 1 : 3-1 : 6.
Горловина колпачка 2 соединяется со стержнем 1 роликовой или аргоно-дуговой сваркой.
По.сле сварки узел проверяется на герметичность. Затем, на корпусе и горловине колпачка и части держателя электрода вне зоны герметизации закрепляется гофрированный
компенсатор 5. Амплитуда гофр лежит в пределах 0,1-0,3 мм. Компенсатор изготовляется из молибденовой фольги с по.мощью простейшего штампа в воде гофрированной ленты, свернутой затем в цилиндр.
Брак ио треску кварцевой ножки 6 в месте обжатия полностью исключается.
Собранный и проверенный металлический узел устанавливается между двумя коаксиально расположенными кварцевыми цилиндрами 7 и 8, причем соотношение толшин стенок внутреннего и внешнего цилиндров выбрано -в пределах 1 : 1,5-1 : 2,5. Абсолютные геометрические размеры толщин стенок внутреннего и внешнего цилиндров 0,9±0,1 мм и 1,7±0,2 лш, соответственно. Указанные геометрические размеры позволяют получить надежный спай металла со стеклом.
Предмет изобретения
Металлический ввод, в кварц, содержащий держатель электрода, гофрированный ко.мпенсатор и колпачок с горловиной, корпусом и юбочкой, впаиваемой между стенками кварцевых цилиндров, отличающийся тем, что, с целью увеличения термостойкости и механической прочности ввода, упрощения технологии его изготовления, колпачок соединен с держателем электрода с помощью тоикостенной горловины, например сваркой, и и.меет соотношение толшин стенок юбочки и остальной части колпачка в пределах 1:3-1:6; компенсатор расположен на корпусе и горловине колиачка и на части держателя электрода,
вне зоны герметизации, а соотношение толщин стенок внутреннего и внешнего кварневых цилиндров составляет 1 : 1,5-1 : 2,5.
652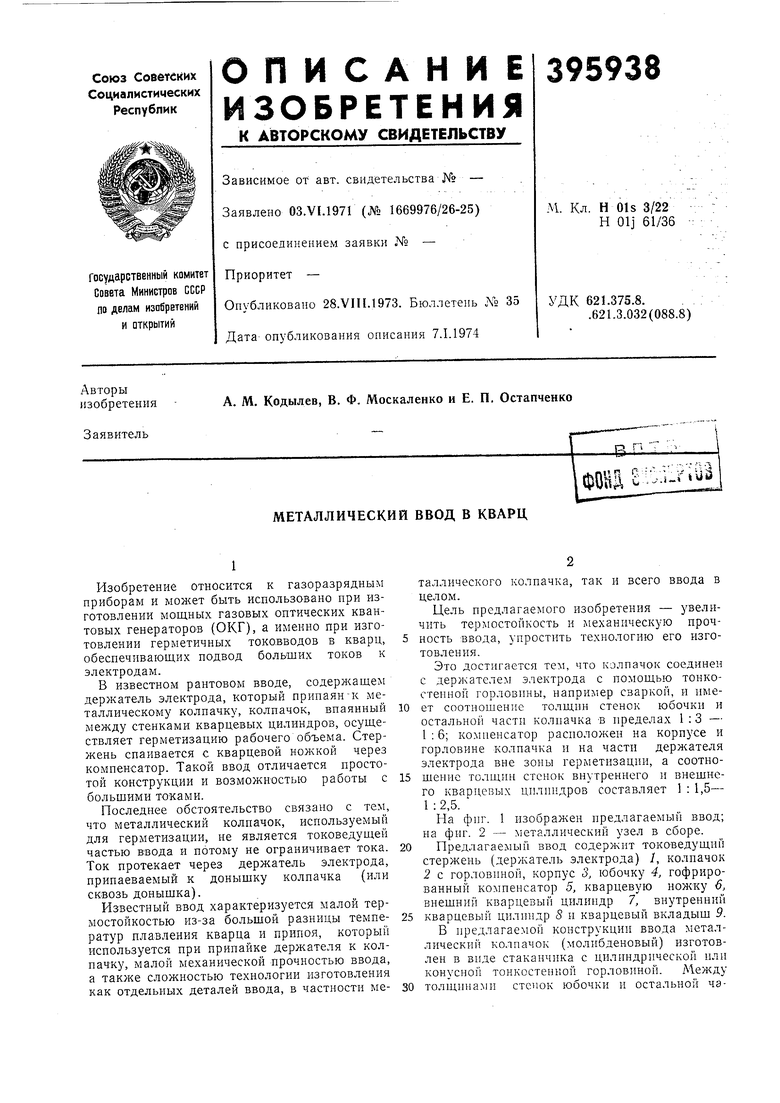
| название | год | авторы | номер документа |
|---|---|---|---|
| Герметичный токоввод | 1980 |
|
SU869503A1 |
| Металлический ввод в кварцевую колбу | 1990 |
|
SU1737563A1 |
| ГЕРМЕТИЧНЫЙ ТОКОВВОД В КВАРЦЕВЫЙ ЦИЛИНДР | 1968 |
|
SU217524A1 |
| Способ изготовления рантового ввода в кварцевую деталь | 1972 |
|
SU476238A1 |
| ГАЗОРАЗРЯДНЫЙ ИМПУЛЬСНЫЙ ПРИБОР | 1971 |
|
SU314252A1 |
| Токоввод для источников света | 1983 |
|
SU1112441A1 |
| Герметичный токоввод в кварцевую колбу газоразрядной лампы | 1974 |
|
SU516124A1 |
| Устройство для контактной точечной сварки (КТС) | 2018 |
|
RU2683989C1 |
| КОРОНЧАТЫЙ КОЛПАЧОК ДЛЯ УКУПОРКИ БУТЫЛОК | 1992 |
|
RU2007354C1 |
| Способ изготовления газоразрядной лампы | 1983 |
|
SU1173466A1 |