Изобретение относи.тся к опособа:м изготовления раитоЕОго ивада IB юварцевую деталь. Известны способы изготавлен,ия ра.нто-вого ввода iB мварцевую деталь путем сборки ввода из стержня коллачка, приаюечного кольца, сочленения ,в1вода с кварцевой деталью, герметизации и от1кач;Ки узла с последующей его заваркой.
Известные способы Не достаточно надежны и Лри их использава н.ии выход годной продукции очень незначитатен.
Цель изобретения - увеличение надежности и повышение ;выхода годных изделий.
Достигается это те.м, .что ври заварке сначала напревают участо1К стержня влутри колпачка до темпе ратуры, «иже те.мпературы пла|Бления припоя на 50-100° С, затем csaipnвают тонкостенную часть кодпачка с кварцевой деталью, после чего повышают температуру до тем1пературы -плавления прнпоя и спа-игвают стержень с кодпачко:М.
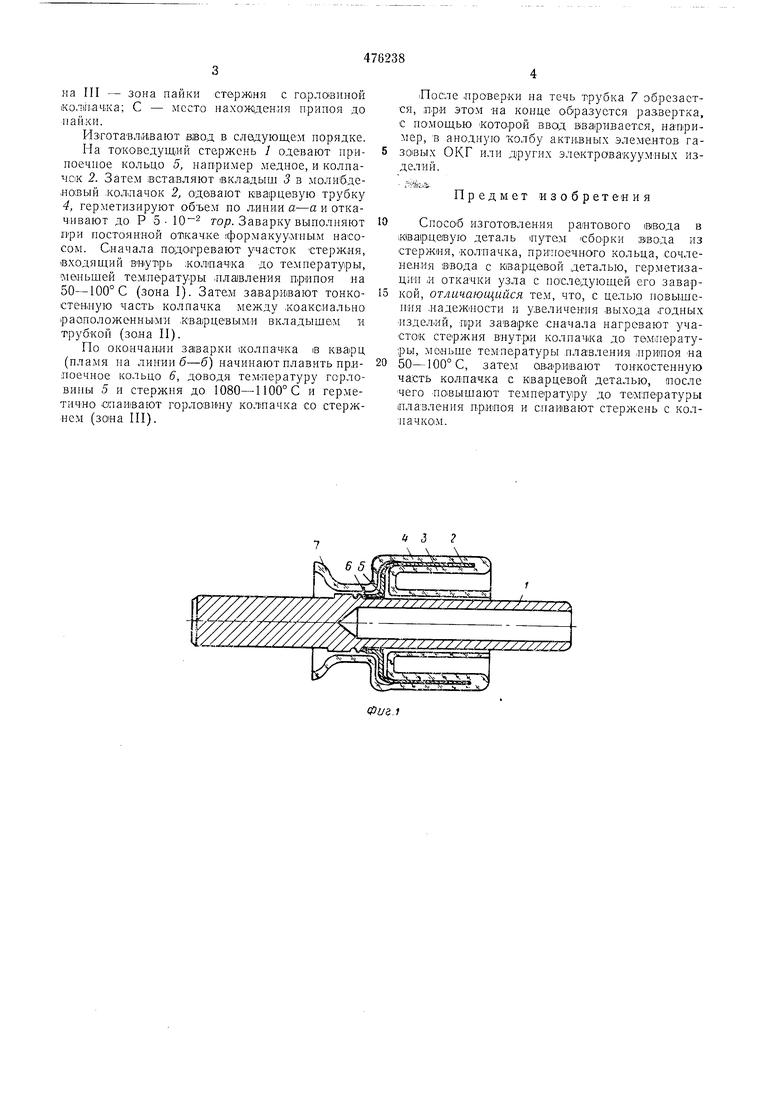
На фиг. 1 и 2 показан способ осуществления предложенного способа.
Устройство :Е1КЛЮ1чает то каведущий стержень 1, молибденовый колпачок 2, кварцевый нкладыш 3, юва.рцавую трубку 4, горловину колпачка 5, прнпоеч ное кольцо 6, трубку для соединення с откачной систе.мой 7.
Особенностью конструкции стержня 1 (:при необходимости может быть использована трубка, например, в ирмоорах с охлаждаемым анодом) являерся наличие двух Кольцовых канавок, в одну из которых укладывают кольцо прилоя, а вторая служит для предохранения ухода расплавленного лр1ипоя из зоны пайки.
Коллачок 2, ИЗГОТ01ВЛОН1НЫЙ методом глубокой вытяжки из молибдена, И|Мсет тснкостеиную часть (юбочку) и толстостенную часть (корпус с горловиной). Колпачок адовают горлошлной на стержень с зазо.ром, имеюн1им оиределанное значение для различных .
Вкладыш 3 обязательно калибруют по иаружно.му диаметру, напри-.мер шлифоВКой. Один конец запаишают, а на калиброванную 5 поверхность одевают молибденовый колиачо.к. Кварцевую трубку выиолняют по форме металлического узла с гофром, по котором} затем отрезают трубку, предназначенную для откачки. После Изготовления детали очищают
0 GC GO технологии, принятой IB электронной проМЫЩЛС1ННОСТИ. На обе кварцевые детали наносят тонкий слой переходного стекла П5 в виде эмульс;;и и вжигают.
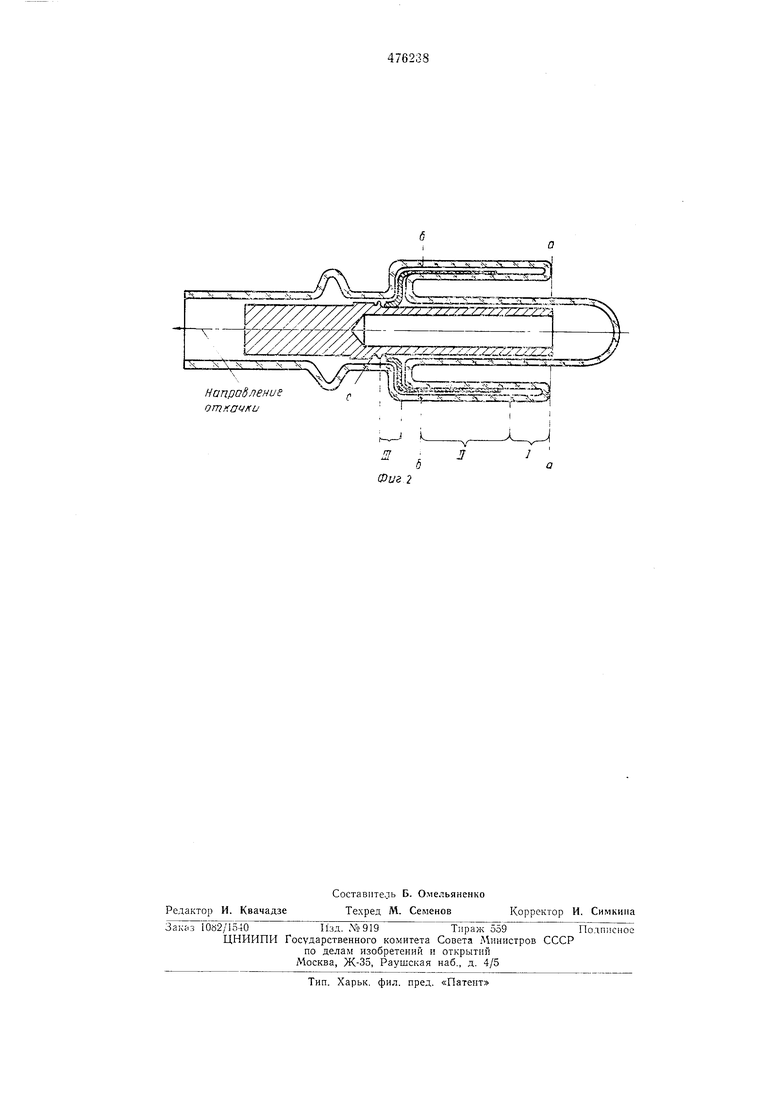
На фиг. 2 показан способ изгото1зле ия
5 ввода, где линия а-а - линия герметизации объема; зона I - зона иредварительиого награва стержня на 50-100° С ниже температуры плавления прииоя; зона II - зона за1варки тонкостенной части колпаЧ1Ка в каарц; линия б-б - линия ограничения зоны заварки:зо30
на III - зона пайки стержня с го,рло виной ко.ип.ачка; С - место нахож1ден.ия припоя до пайки.
Из1готавливают ввод в следующем порядке.
На токоведущлй стержень 1 одевают припоечпое кольцо 5, например медное, и колпаMCiK 2. Затем вставляют вкладыш 3 в молибденовый .коллачок 2, одевают к;ва рцевую трубку 4, герметизируют объем по линии а-а и откач нвают до Р 5 10 го/7. Заварку выполняют при постоянной откачке формакуумны.м насосом. Сначала подогревают участок стержня, ВХОДЯЩИЙ виут1рь :кол пач1ка до температуры, мбньнлей темлературы лла1влеНИя п.рипоя на 50-100° С (зона I). Затем заваривают тонкостеиную часть колпачка между .коаксиально раоположенньгми ,Ква|рцевым.и вкладыше|М и трубкой (зона II).
По окончании завар.ки жолпачка IB кварц (пламя на линии б-б) начинают плавить пр,илоечное кольцо &, доводя температуру горловины 5 и стержня до 1080-1100° С и герметично опаивают горловину кол пачка со стержнем (зона III).
|После дроверки на течь трубка 7 обрезается, при этом на конце образуется развертка, с по мощью Которой ввод вваривается, налример, в анодную колбу активных элементов га301ВЫХ ОКГ или других электровакуумных изделий.
Предмет изобретения
Способ изготовления рантового ивода в йварцежую деталь путем сборки ввода из стержня, .колначка, притгоечного кольца, сочленен.ия ввода с юварцввой деталью, герметизации ,и откачки узла с последующей его заваркой, отличающийся тем, что, с целью повыщен:ия .надеж1ности и увеличения выхода .годных изделий, при заварке сначала нагревают участок стержня внутри колпач1ка до температуры, меньше температуры плавления ирилоя на
50-100° С, затем сваривают тонкостенную часть колпачка с кварцевой деталью, (после Чего повыщают температуру до температуры плавления прииоя и спаивают стержень с колиачко1М.
| название | год | авторы | номер документа |
|---|---|---|---|
| Герметичный токоввод | 1980 |
|
SU869503A1 |
| Металлический ввод в кварцевую колбу | 1990 |
|
SU1737563A1 |
| МЕТАЛЛИЧЕСКИЙ ВВОД В КВАРЦ | 1973 |
|
SU395938A1 |
| Способ изготовления газоразрядной лампы | 1983 |
|
SU1173466A1 |
| ГАЗОРАЗРЯДНЫЙ ИМПУЛЬСНЫЙ ПРИБОР | 1971 |
|
SU314252A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АКТИВНОГО ЭЛЕМЕНТА ГАЗОВОГО ЛАЗЕРА | 2004 |
|
RU2273928C1 |
| Способ изготовления активного элемента газового лазера | 1986 |
|
SU1414259A1 |
| Способ изготовления токоввода в кварцевое стекло оболочек высокоинтенсивных источников излучения | 1984 |
|
SU1174999A1 |
| КОНТЕЙНЕР | 2015 |
|
RU2692064C2 |
| Электродный узел газоразряднойлАМпы | 1979 |
|
SU838821A1 |
« Л 2
х W ч j - а
щ
