В промышленности, особенно химической, имеется много случаев, где по роду технологического процесса рабочими обслуживается целая группа производственных аппаратов, причем в функции рабочего входит периодическое воздействие на аппарат путем разгрузки и загрузки его для повторного цикла.
Своевременное воздействие на аппарат со стороны рабочего не только дает максимальное использование оборудования, но и решающим образом сказывается на качестве продукции.
Для диспетчерского контроля за действиями рабочего предлагается ниже-описываемый сигнальный прибор с групповым фрикционным приводом, который показывает нахождение аппарата в технологическом процессе, преждевременное выключение аппарата до окончания технологического процесса, дает сигнал об окончании процесса и сигнализирует невыключение аппарата по окончании технологического процесса.
На чертеже изображена схема сигнального прибора.
По линии производственной аппаратуры протягивается связывающий между собою сигнальные установки завода бесконечный привод из гибкого тела 1, например трос (или узкая стальная лента), движущийся с постоянной скоростью по направлению стрелки А и могущий приводить в действие целый ряд сигнальных приборов производственных аппаратов. Для исключения возможности воздействия на привод со стороны рабочего, ответвления привода между приборами заключаются в трубки 1а. Проходя через прибор у каждого производственного аппарата, гибкое тело 1, под легким нажимом пружинящих роликов 2, приводит во вращение диск 3, находящийся на одной оси и жестко связанный с диском 4; рядом с диском 4, но не касаясь его, устанавливается диск 5, на конце оси которого находится стрелка 6, периодически соприкасающаяся с контактами 7, 8, 9; таким образом у неработающего производственного аппарата в описываемом сигнальном приборе вращаются только диски 3 и 4. При загрузке и пуске производственного аппарата в ход, при помощи какого-либо дополнительного включающего приспособления на нем (на чертеже условно показан клин), оказывается давление на подвижной шток 19, который, перемещаясь по стрелке В и действуя на рычаг 11, подводит последним к дискам 4 и 5 диск 10, приводя таким образом в движение диск 5 и находящуюся на нем стрелку 6, которая, двигаясь по контакту 7, включает в сеть находящуюся на диспетчерском пункте лампу 22, показывающую, что на данном аппарате идет технологический процесс. Через определенный промежуток времени стрелка 6 переходит с контакта 7 на контакт 8 и, выключая лампу 22, включает звонок 20, находящийся на рабочем месте и сигнализирующий обслуживающему персоналу об окончании технологического процесса. Если в течение контрольного времени, определяемого длиной контакта 8, производственный аппарат не будет выключен, стрелка 6 с контакта 8 переходит на контакт 9 и включает на диспетчерском пункте лампу 23, сигнализирующую, что производственный аппарат несмотря на окончание технологического процесса, не выключен.
При выключении производственного аппарата шток 19 освобождается от продольного давления включающего приспособления, и под действием пружины 18, возвращаясь в свое первоначальное положение, рычаг 11 отводит диск 10 от дисков 4 и 5, в силу чего диск 5, под тормозом 14, останавливается и удерживает стрелку 6 на одном из трех контактов, на котором прервана работа аппарата; тем же возвратным движением штока 19 размыкаются включатели 16 и 17, размыкая цепь звонка 20 и лампы 23, а переключатель 13 переводится с контакта 13в на контакт 13а, замыкая цепь лампы 21, и, если работа производственного аппарата прервана до окончания технологического процесса, т.е. в момент нахождения стрелки 6 на контакте 7, на диспетчерском пункте включается лампа 21, сигнализирующая о преждевременном прекращении технологического процесса.
При возобновлении цикла шток 19, двигаясь по стрелке В, первоначально размыкает контакт 13а, затем переводит переключатель на холостое положение между контактами 13а и 13в, потом собачкой 15 отводит от диска 5 тормоз 14, вследствие чего стрелка 6 под действием пружины 12 отходит в нулевое положение до точки опоры 0, которая, будучи передвижной, дает возможность, при одной и той же скорости общего привода настраивать прибор на различную длительность процесса, регулируемую расстоянием от точки опоры 0 до контакта 8; дальнейшим перемещением штока 19 замыкаются включатели 16 и 17, соединяя контакт 8 со звонком, а контакт 9 с лампой 23, и переключатель 13 ставится на контакт 13в, замыкая цепь лампы 22.
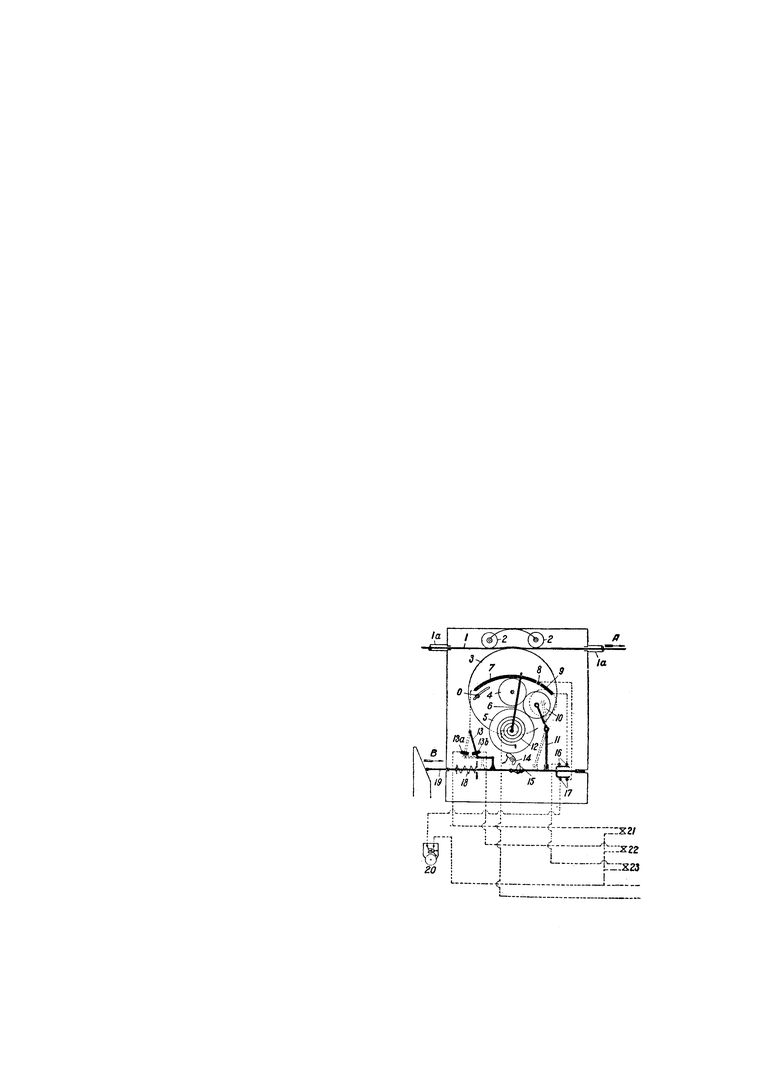
Сигнальный прибор, отличающийся тем, что для приведения во вращение диска 5, соединенного со стрелкой 6, замыкающей контакты звонка и ламп, расположенных у диспетчера, применен подвижный шток 19, сцепляющий диск 5 через передачу с непрерывно двигающимся тросом 1, связывающим между собой сигнальные установки завода.
