1
Известны способы определения объема внутренних полостей неразъемных деталей, например, .при установлении оптимальных рабочих параметров двигателей внутреннего сгора«ия, заключ-ающиеся в том, что выходное отверстие внутренней полости герметизируют крышкой и через загрузочное отверстие внутреннюю полость с помощью, например, загрузочной воронки и патрубка с винтовой нарой заполняют под давлением резиновой смесью.
Известные способы, рассчитанные на определение величины объема внутренних полостей методом (прессования в каждую полость резины с одновременным заме|ром объема с помощью индикатора и отградуированной шкалы, непригодны для точного определения объема я конфи гурации внутреннях полостей, в частности сложной конфигурации методом определения по эластичной модели, изготавливаемой в полости и извлекаемой из нее без деформации.
По сравнению с известным предлагаемый способ отличается тем, что заполненную под давлением резиновую смесь во внутренней полости вулканизуют с образованием ее эластичной модели, ло которой, после извлечения из полости, извест1ными способами определяют ее объем и конфигурацию.
Этот способ отличается также тем, что в расширенную часть полости вводят вставку с покрытием слоя вещества, например талька, предотвращающего приваривание резины к поверхности вставки, которую удаляют из полости перед извлечением из нее эластичной модели. Кроме того, этот способ отличается тем, что резиновую смесь заполняют под давлением и вулканизуют в полости сложной конфигурации с прослойками, разделяющими заготовку модели на части н предотвращающими привулкализацию частей заготовки, которые после вулканизации извлекают через загрузочные отверстия по частям.
Этот способ обеспечит точное определение объема и конфигурации внутренних полостей, снижение усилий на извлечение эластичной модели без ее деформации из полости сложной конфигурации.
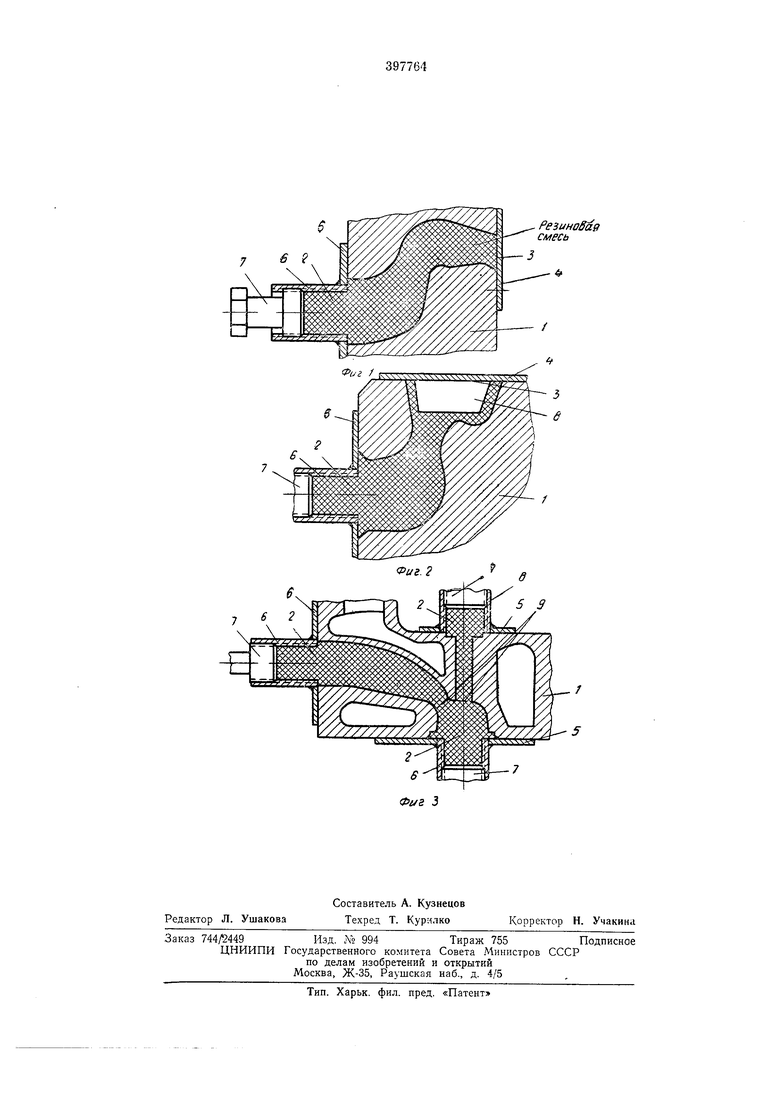
На фиг. 1 показана схема выполнения способа без применения вставки для беспрепятственного извлечения резиновой модели; на фиг. 2 - то же с применением вставки; на фиг. 3 - схема осуществления способа с извлечением по частям сложной резиновой модели, разделенной антиадгезинной прослойкой на части.
Способ осуществляют следующим образом.
Внутреннюю полость детали / заполняют через отверстие 2 резиновой с.месью, з аглушив предварительно выходное отверстие 3 крышкой 4. Для заполнения .используют фланец 5 с резьбовой втулкой 6. Фланец крепится на деталь /, а винт 7, перемещаемый по резьбе втулки 6, создает давление резиновой смеси. Затем деталь /, заполненную резиновой смесью, вулканизуют известными приемаМ:И. По окончании вулканизации с детали снимают крышку 4, фланец 5 и вынимают эластичную модель за выступ, образованный излишками рези-новой смеси в резьбовой втулке 6. Для легкого извлечения модели через сужение внутренней полости детали 1 в расширенную часть вводят вставки 8, обработанные антиадгезивным веществом, например тальком. Вставки удаляют после вулканизации перед извлечением эластичной модели.
При получении модели с внутренней полости, имеющей сложную форму с ответвлениями, ее разделяют на несколько рациональных полостей прослойками 9, например из промасленной бумаги, а резиновую смесь заполняют через несколько отверстий 2 посредством фланцев 5 с резьбовыми втулками 6. После вулканизации модель извлекают из полости по частям.
Предмет изобретения
I. Способ определения объема внутренних полостей неразъемных деталей, например, при установлении оптимальных рабочих параметров двигателей внутреннего сгорания.
зак тючающийся в том, что выходное отверстие внутренней иолости герметизируют крышкой и через загрузочное отверстие внутреннюю полость с помощью, например, загрузочной воронки и патрубка с винтовой парой заполняют под давлением резиновой смесью, отличающийся тем, что, с целью обеспечения точного определения объема и конфигурации внутренних полостей, заполненную под давлением резиновую смесь во внутренней полости вулканизуют с образованием ее эластичной модели, по которой, после извлечения из полости, известными способами определяют ее объем и конфигурацию.
2. Способ по п. 1, отличающийся тем, что, с целью снижения усилий на извлечение эластичной модели, без ее деформации, через сужение внутренней полости, в расширенную часть полости вводят вставку с покрытием
слоя вешества, нанрим р талька, предотвращающего нриваривание резины к поверхности вставки, которую удаляют из полости перед извлечением из нее эластичной модели.
3. Способ по пн. 1 и 2, отличающийся тем,
что, с целью извлечения без деформации эластичной модели из полости сложной конфигурации, резиновую смесь заполняют под давлением « вулканизуют в полости сложной конфигурации с прослойками, разделяющими
заготовку модели на части и предотвращающими привулканизацию частей заготовки, которые после вулканизации извлекают через загрузочные отверстия по частям.
PeiuHoSag смесь
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения объема и конфигурации внутренней полости неразъемной детали | 1980 |
|
SU932250A1 |
| Способ производства обувной подошвы из каучука методом холодного литья латекса в формы из полимера | 2024 |
|
RU2831790C1 |
| РЕЛЬСОВЫЙ ПЕРЕЕЗД ЧЕРЕЗ ЖЕЛЕЗНОДОРОЖНЫЙ ПУТЬ С НАСТИЛОМ И СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОВАННЫХ БЛОКОВ ДЛЯ РЕЛЬСОВОГО ПЕРЕЕЗДА (ЕГО ВАРИАНТЫ) | 1990 |
|
RU2032785C1 |
| УСТРОЙСТВО И СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ИЗДЕЛИЕ | 2001 |
|
RU2206412C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПНЕВМАТИЧЕСКОЙ ШИНЫ И МОДУЛЬ ДЛЯ ИЗГОТОВЛЕНИЯ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 1995 |
|
RU2147519C1 |
| ПРЕСС-ФОРМА МАЛООТХОДНАЯ И СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛЕЙ С ЕЕ ПОМОЩЬЮ | 2008 |
|
RU2400360C2 |
| Способ получения керамических изделий сложной объемной формы | 2016 |
|
RU2641683C1 |
| РЕЗИНОВАЯ КОМПОЗИЦИЯ И ИЗДЕЛИЯ, ПОЛУЧЕННЫЕ НА ЕЕ ОСНОВЕ, И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2358627C2 |
| КРЕМНИЙОРГАНИЧЕСКИЙ ПРОХОДНОЙ ИЗОЛЯТОР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2453008C2 |
| Термоэластопластичная композиция для изготовления медицинских пробок | 2024 |
|
RU2835106C1 |