1
Изобретение относится к установкам для окраски изделий.
Известна установка для окраски изделий, содержащая камеру с отверстием в потолке и размещенный внутри камеры механизм окрашивания, выполненный в виде распылителя, установленного с возможностью регулировочного перемещения относительно окрашиваемого изделия, а также устройство для подачи изделия в камеру через выполненный в ее стенке проем.
Однако эта установка имеет низкую производительность и не обеспечивает достаточно высокого качества окраски.
Цель изобретения - повысить производительность и качество окраски.
Это достигается тем, что установка снабжена подвижной приводной гибкой дверью для закрытия проема в стенке камеры и отверстия в потолке, установленной в направляющих, размещенных на стенке камеры и потолке по обе стороны проема и отверстия, а также размещенным в камере поворотным кругом для установки изделия. Устройство для подачи изделия в камеру выполнено в виде установленных в направляющих, расположенных под острым углом одна относительно другой двух тележек, соединенных между собой посредством муфты, при этом одна из
тележек связана с самостоятельным приводом.
Гибкая дверь выполнена в виде связанных между собой трубчатых элементов и размещенных между ними распорок, установленных в направляющих с возможностью поворота относительно трубчатых элементов.
Направляющие тележек выполнены в виде рельс.
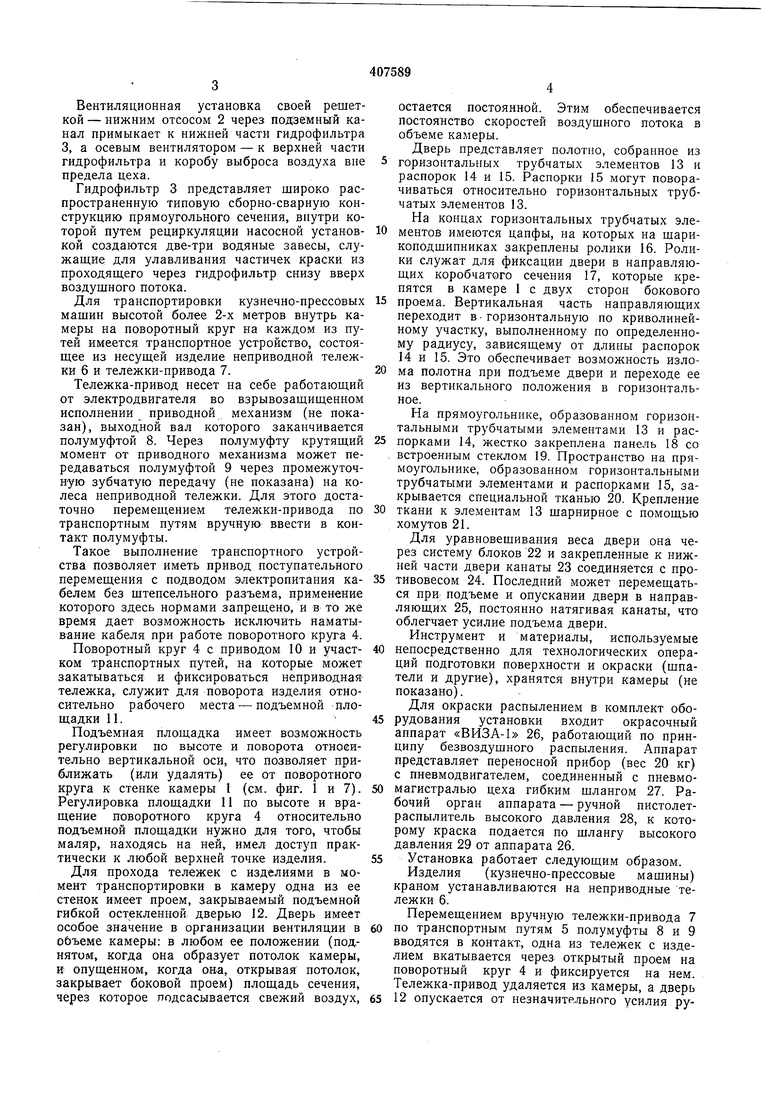
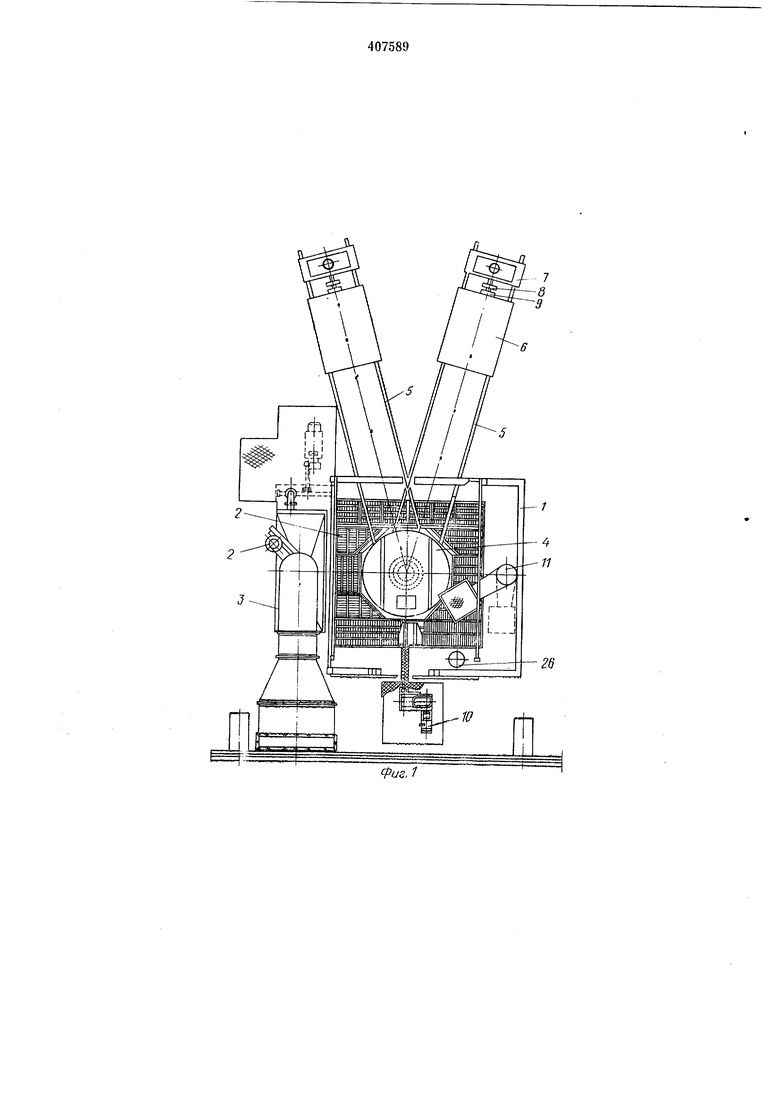
На фиг. 1 показана предлагаемая установка, в плане; на фиг. 2 - то же, вид сбоку с частичным разрезом по приводу поворотного круга и приямку гидрофильтра; на фиг, 3 - конструктивное выполнение элемента подъемной остекленной двери; на фиг. 4 - то же, разрез по А-А на фиг. 3; на фиг. 5 - то же, узел I на фиг. 2; на фиг. 6 - то же, разрез по Б-Б на фиг. 5; на фиг. 7 - схема производства окрасочных работ.
Установка для окраски высокогабаритных (более двух метров) кузнечно-прессовых мащин содержит камеру 1, в которой вентиляционной установкой с нижним отсосом 2
создается направленный сверху вниз поток воздуха, очищаемого от красочного аэрозоля после прохождения объема камеры в гидрофильтре 3, поворотный круг 4 и два подведенных к нему под острым углом транспортных пути 5.
Вентиляционная установка своей решеткой - нижним отсосом 2 через подземный канал примыкает к нижней части гидрофильтра 3, а осевым вентилятором - к верхней части гидрофильтра и коробу выброса воздуха вне предела цеха.
Гидрофильтр 3 представляет широко распространенную типовую сборно-сварную конструкцию прямоугольного сечения, внутри которой путем рециркуляции насосной установкой создаются две-три водяные завесы, служащие для улавливания частичек краски из проходящего через гидрофильтр снизу вверх воздушного потока.
Для транспортировки кузнечно-прессовых машин высотой более 2-х метров внутрь камеры на поворотный круг на каждом из путей имеется транспортное устройство, состоящее из несущей изделие неприводной тележки б и тележки-привода 7.
Тележка-привод несет на себе работающий от электродвигателя во взрывозащищенном исполнении приводной механизм (не показан), выходной вал которого заканчивается полумуфтой 8. Через полумуфту крутящий момент от приводного механизма может передаваться полумуфтой 9 через промежуточную зубчатую передачу (не показана) на колеса неприводной тележки. Для этого достаточно перемещением тележки-привода по транспортным путям вручную ввести в контакт полумуфты.
Такое выполнение транспортного устройства позволяет иметь привод поступательного перемещения с подводом электропитания кабелем без штепсельного разъема, применение которого здесь нормами запрещено, и в то же время дает возможность исключить наматывание кабеля при работе поворотного круга 4.
Поворотный круг 4 с приводом 10 и участком транспортных путей, на которые может закатываться и фиксироваться неприводная тележка, служит для поворота изделия относительно рабочего места--подъемной площадки 11.
Подъемная площадка имеет возможность регулировки по высоте и поворота относительно вертикальной оси, что позволяет приближать (или удалять) ее от поворотного круга к стенке камеры 1 (см. фиг. 1 и 7). Регулировка площадки 11 по высоте и вращение поворотного круга 4 относительно подъемной площ.адки нужно для того, чтобы маляр, находясь на ней, имел доступ практически к любой верхней точке изделия.
Для прохода тележек с изделиями в момент транспортировки в камеру одна из ее стенок имеет проем, закрываемый подъемной гибкой остекленной дверью 12. Дверь имеет особое значение в организации вентиляции в объеме камеры: в любом ее положении (поднятом, когда она образует потолок камеры, и опущенном, когда она, открывая потолок, закрывает боковой проем) площадь сечения, через которое подсасывается свежий воздух,
остается постоянной. Этим обеспечивается постоянство скоростей воздушного потока в объеме камеры.
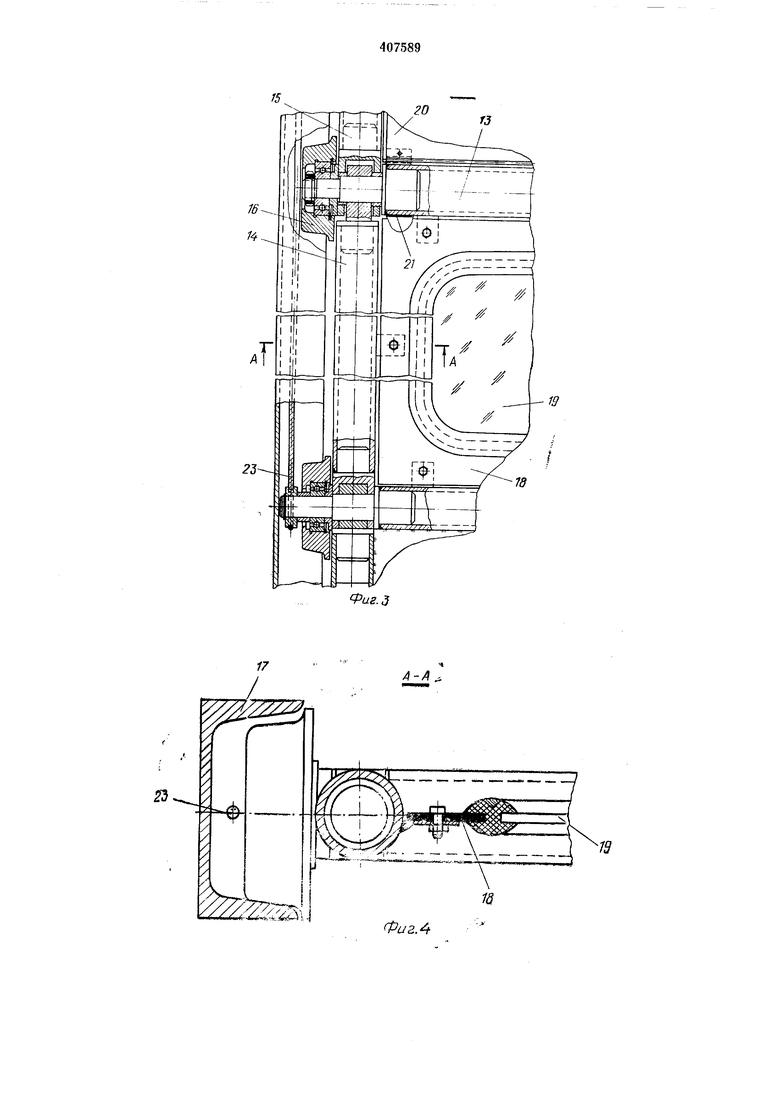
Дверь представляет полотно, собранное из горизонтальных трубчатых элементов 13 и распорок 14 и 15. Распорки 15 могут поворачиваться относительно горизонтальных трубчатых элементов 13.
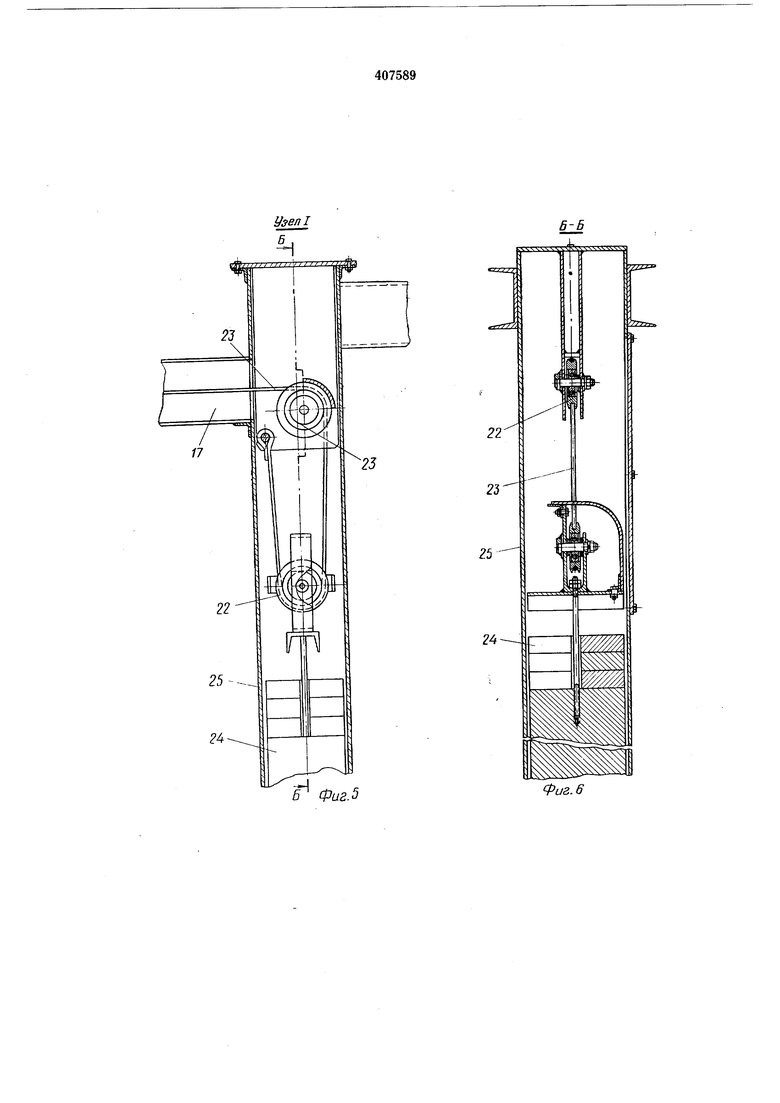
На концах горизонтальных трубчатых элементов имеются цапфы, на которых на щарикоподшипниках закреплены ролики 16. Ролики служат для фиксации двери в направляющих коробчатого сечения 17, которые крепятся в камере 1 с двух сторон бокового проема. Вертикальная часть направляющих переходит вгоризонтальную по криволинейному участку, выполненному по определенному радиусу, зависящему от длины распорок 14 и 15. Это обеспечивает возможность излома полотна при подъеме двери и переходе ее из вертикального положения в горизонтальное.
На прямоугольнике, образованном горизонтальными трубчатыми элементами 13 и распорками 14, жестко закреплена панель 18 со встроенным стеклом 19. Пространство на прямоугольнике, образованном горизонтальными трубчатыми элементами и распорками 15, закрывается специальной тканью 20. Крепление ткани к элементам 13 шарнирное с помошью хомутов 21.
Для уравновешивания веса двери она через систему блоков 22 и закрепленные к нижней части двери канаты 23 соединяется с противовесом 24. Последний может перемещаться при подъеме и опускании двери в направляющих 25, постоянно натягивая канаты, что облегчает усилие подъема двери.
Инструмент и материалы, используемые непосредственно для технологических операций подготовки поверхности и окраски (щпатели и другие), хранятся внутри камеры (не показано).
Для окраски распылением в комплект оборудования установки входит окрасочный аппарат «ВИЗА-1 26, работающий по принципу безвоздушного распыления. Аппарат представляет переносной прибор (вес 20 кг) с пневмодвигателем, соединенный с пневмомагистралью цеха гибким шлангом 27. Рабочий орган аппарата - ручной пистолетраспылитель высокого давления 28, к которому краска подается по шлангу высокого давления 29 от аппарата 26.
Установка работает следующим образом.
Изделия (кузнечно-прессовые машины) краном устанавливаются на неприводные тележки 6.
Перемещением вручную тележки-привода 7 по транспортным путям 5 полумуфты 8 и 9 вводятся в контакт, одна из тележек с изделием вкатывается через открытый проем на поворотный круг 4 и фиксируется на нем. Тележка-привод удаляется из камеры, а дверь 12 опускается от незначительного усилия руки в нижнее положение, перекрывая проем и образуя закрытую с четырех сторон камеру.
После этого маляр проводит первый комплекс работ технологического процесса окраски изделия в сборе (подготовка поверхности путем промывки, шлифования, подгрунтовки, выправки поврежденных мест). При этом он сначала обрабатывает нижнюю часть изделия, затем с площадки И обрабатывает верхнюю часть, для чего дистанционным включением привода поворотного круга 4 поворачивает изделие относительно площадки, тем самым обеспечивая доступ к любой верхней его точке.
После проведения первого комплекса работ технологического процесса, продолжительность которого зависит от площади обрабатываемой поверхности и может меняться за счет плотности работ (числа одновременно работающих маляров), следует сущка защпаклеванной поверхности в течение часа при естественной температуре. Сущка производится вне камеры, для чего изделие вместе с тележкой 6 выкатывается из нее тележкой-приводом 7, а новое, предварительно установленное с помощью крановых средств на второй приводной тележке, описываемым способом завозится в камеру для осуществления первого комплекса работ технологического процесса, после окончания которого также отправляется на суп1ку. Теперь первая тележка с изделием направляется в камеру для осуществления второго комплекса работ технологического процесса окраски изделия в сборе (щлифование щлифмащинкой, удаление пыли пылесосом и второго сплощного шпаклевания щпаклевкой НЦ-007).
Далее следует сушка вне камеры первого изделия с параллельным проведением второго комплекса работ технологического процесса окраски со вторым изделием внутри камеры. Заканчивается цикл окраски первой кузнечно-прессовой машины выполнением третьего комплекса работ (шлифование, нанесение выявительного слоя, выравнивание шпаклевкой, сущка, нанесение эмали).
В связи с тем, что технологический процесс окраски требует трехкратного щпаклевания,
изделия поочередно выкатываются на сушку, каждый раз освобождая место в камере для проведения следующего комплекса работ смежного изделия.
Все работы, связанные с окраской распылением, выполняются рабочим с помощью аппарата безвоздущного распыления: факел краски от ручного пистолета аппарата направляется на вращаемое изделие со стороны площадки 11 к гидрофильтру 3. Этим устраняется загрязнение стеклоблоков камеры.
Предмет изобретения
1. Установка для окраски изделий, содержащая камеру с отверстием в потолке и размещенный внутри камеры механизм окращивания, выполненный в виде распылителя, установленного с возможностью регулировочного перемещения относительно окращиваемого изделия, а также устройство для подачи изделия в камеру через выполненный в ее стенке проем, отличающаяся тем, что, с целью повыщения производительности, качества окраски и улучщения условий обслуживания, камера снабжена подвижной приводной гибкой дверью для закрытия проема в стенке и отверстия в потолке, установленной в направляющих, смонтированных на
стенке камеры и потолке по обе стороны проема и отверстия, а также размещенным в камере поворотным кругом для установки изделия, а устройство для подачи изделия в камеру выполнено в виде установленных в
направляющих, расположенных под острым углом одна относительно другой двух тележек, соединенных между собой посредством муфты, при этом одна из тележек связана с самостоятельным приводом.
2. Установка по п. 1, отличающаяся тем, что гибкая дверь выполнена в виде связанных между собой трубчатых элементов и размещенных между ними распорок, установленных с возможностью поворота относительно трубчатых элементов.
3. Установка по п. 1, отличающаяся тем, что направляющие тележек выполнены в виде рельс,
сриг. 1 /77 Xx7/XN4// N // V4 7 4Vviy 4 V/yX x
us.2 Выброс
/5

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для окраски изделий | 1979 |
|
SU822917A2 |
| Камера | 1980 |
|
SU1162504A1 |
| Установка для окраски крупногабаритных изделий | 1983 |
|
SU1148648A1 |
| Окрасочно-сушильный комплекс | 1989 |
|
SU1808402A1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ И СУШКИ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ | 1990 |
|
RU2011429C1 |
| Установка для окраски длинномерных изделий | 1983 |
|
SU1156748A1 |
| Камера для нанесения и сушки покрытий | 1981 |
|
SU959840A1 |
| Камера для окраски крупногабаритных изделий | 1988 |
|
SU1549609A1 |
| Устройство для окраски среднегабарит-НыХ издЕлий | 1979 |
|
SU835525A1 |
| Установка для нанесения покрытий распылением | 1982 |
|
SU1127640A1 |

Фиг А
Узел
24
Б Фиг. 5
Б-Б
24
Фиг. 6 Воздух S X S AV/ XV/AV i i М Фаг. 7
