Предлагаемый новий способ формовTfH турбияных дисков заключается в том, что в качестве кольцевого знака применено чугунное полукольцо, устанавливаемое на строганой плите; на этом полукольце при помощи штангенциркуля устанавливают секторы с радиаль1НЫМИ в них лопатками, составляющими шишки; затем гюлукольцо вместе с лежащими на нем секторами устанавливают в форму чугунным полукольцом в соответствующее углубление.
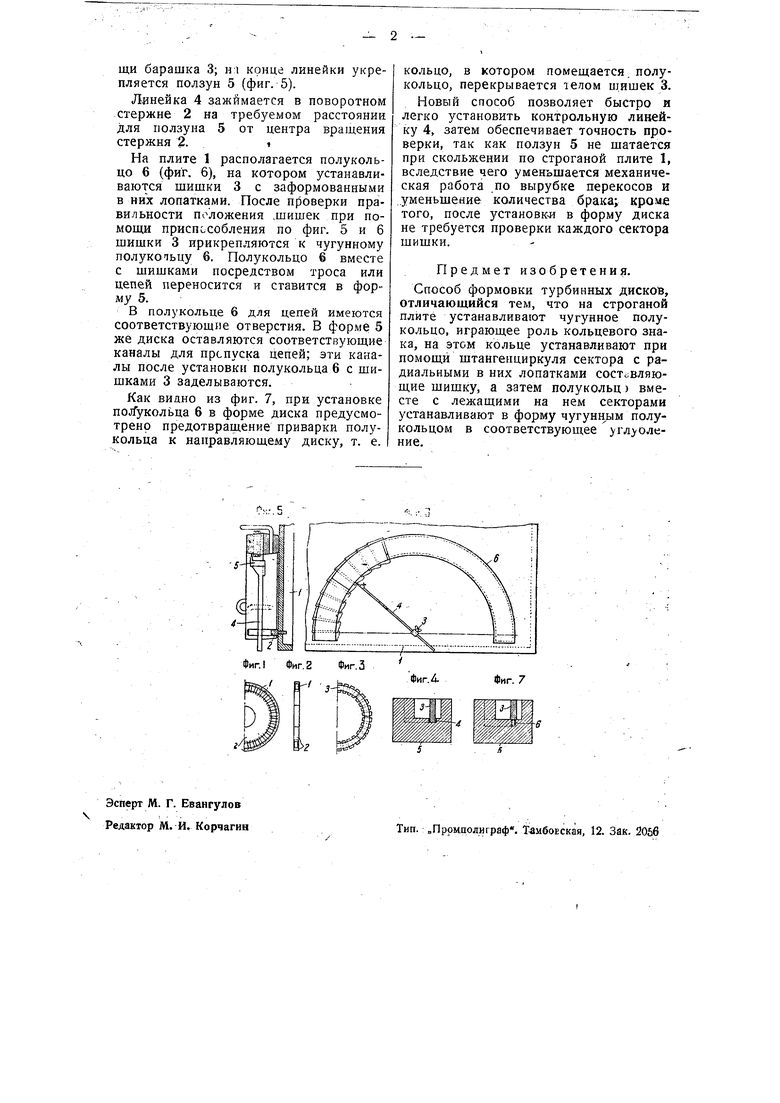
На схематическом чертеже фиг. 1 и5 изображаютбоковай вид и «ид спереди турбинного диска, подлежащего формовке; -фиг. -3 - шишку С лопатками сектора; фиг. 4-стары1й /способ фор:мовки; фиг. 5 и 6 - приспособление к направляющему диску для сборки щишек по новому способу формовки; фиг. 1-НОВЫЙ способ формовки.
При изготовлении отливкой чугунны х направляющих турбинных дисков :весьма существенным обстоятельством является получение правильного положения .турбинных лопаток 1 в направляющем диске 2 ,(фиг. X и 2). Сложность лравидьной установки турбинных лопаток
заключается в том, что по условиям технологического процесса в литейяой мастерской щишки 5 изготовляются отдельно от формы тела диска ((фиг. 3).
По старому способу при установке шишки в теле формы 5 .диск;а делалось углубление 4 и положение сект ра (щишка с лопатками) проверялось при помощи рейсмуса Сфиг. 4).
При этом способе не .получалось достаточно точного лоложения сектора в виду того, что стрела рейсмуса ,несколькд шатается и, кроме тога, трудно вывери гь и установить рейсмус по центру. По этой причине « .получались перекосы проходов в диск-е, что вызывало излишнюю механическую работу по обрубке перекосов; -невозможность выверки точного положения секторов приводило к .значительному количеству брака. Т1о новому способу установки шишек с лопатками применяется особое приспособление для сборки шишек к направтяющему диску.
Заготовляется строганая чугунная плита 1 (фиг. .5 и 6); на ней устанавливается поворотный стерженек 2, в котором зажимается линейка 4 при поыо
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления шишек с внутренней нарезкой | 1934 |
|
SU41130A1 |
| МАШИНА ДЛЯ ФОРМОВКИ ШИШЕК | 1933 |
|
SU38746A1 |
| Машина набора в рамки растительных ворсовальных шишек | 1959 |
|
SU123935A1 |
| СЕКТОР НАПРАВЛЯЮЩЕГО СОПЛОВОГО АППАРАТА ТУРБИНЫ, СПОСОБ ИЗГОТОВЛЕНИЯ СЕКТОРА НАПРАВЛЯЮЩЕГО СОПЛОВОГО АППАРАТА ТУРБИНЫ, ГАЗОТУРБИННЫЙ ДВИГАТЕЛЬ | 2008 |
|
RU2476680C2 |
| Станок для ремонта и проверки рогулек ровничных машин | 1949 |
|
SU80991A1 |
| НАПРАВЛЯЮЩИЙ АППАРАТ ГАЗОВОЙ ТУРБИНЫ | 2007 |
|
RU2375590C2 |
| СПОСОБ СБОРКИ СТУПЕНИ СТАТОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2015 |
|
RU2666836C2 |
| Прибор для заливки дышловых паровозных подшипников баббитом | 1937 |
|
SU53834A1 |
| КОМБИНИРОВАННЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2044627C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО КОЛЕСА ЦЕНТРОБЕЖНОГО КОМПРЕССОРА ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2015 |
|
RU2652252C2 |

