Область техники, к которой относится изобретение
Данное изобретение относится к способу сборки ступени статора газотурбинного двигателя. Данное изобретение также относится к установочному штифту для осуществления способа сборки и применению установочного штифта в предлагаемом способе для законтривания сектора направляющей лопатки в центральной секции ступени статора.
УРОВЕНЬ ТЕХНИКИ
Газотурбинный двигатель содержит ступени статора и ступени ротора. Ступени статора находятся рядом со ступенями ротора. Чтобы обеспечить надлежащее уплотнение ступени статора между стороной высокого давления и стороной низкого давления, которые разделены ступенью статора, центральную секцию, в частности - статическую диафрагму ступени статора, следует размещать точно по отношению к вращающимся компонентам, т.е., валу турбины и примыкающим ступеням ротора. Кроме того, несущие элементы центральной секции также должны обеспечивать относительное радиальное расширение с одновременным поддержанием точного окружного местоположения. Помимо этого, следует достичь надлежащей балансировки осевых нагрузок, обуславливаемых разностью давлений на ступени статора. В настоящее время известно применение установки для предварительной сборки, где центральную секцию ступени статора регулируют посредством шпоночных блоков и шпилек, устанавливаемых за счет высверливания и крепящихся к узлу ступени статора. Во время предварительной сборки промежуточное несущее кольцо заменяет корпус статора, и в этом промежуточном несущем кольце располагают секции направляющих лопаток со шпоночным блоком. После этого позиционируют сектора направляющих лопаток с помощью центровочных штифтов корпусе и вручную позиционируют центральную секцию, добиваясь концентричности по отношению к корпусу. После выравнивания сверлят сквозное отверстие через шпоночные блоки на перекрывающихся участках центральной секции и секции направляющей лопатки. После сверления узел разбирают и чистят, а в центральной секции вставляют сектора направляющих лопаток. Затем фиксируют шпильку в сквозном отверстии, чтобы зафиксировать относительное положение между центральной секцией и секцией направляющей лопатки.
Для сборки такого узла требуется трое суток.
Кроме того, сборка, чистка и повторная сборка вносят дополнительный риск повреждения компонентов из-за манипулирования ими. Все это делает процесс дорогостоящим и снижает производительность основной сборки.
Первая задача данного изобретения состоит в том, чтобы разработать способ сборки ступени статора газотурбинного двигателя, могущий смягчить вышеупомянутые недостатки, а в частности - обеспечивающий быстрое законтривание сектора направляющей лопатки в центральной секции и облегчение экономичной сборки, которая также снижает затраты.
Вторая задача изобретения состоит в том, чтобы разработать установочный штифт для простой и быстрой сборки сектора направляющей лопатки и центральной секции, а также надлежащего законтривания центральной секции. Третья задача изобретения состоит в том, чтобы обеспечить применение установочного штифта в предлагаемом способе надлежащего законтривания сектора направляющей лопатки в центральной секции ступени статора.
Эти задачи можно решить посредством способа, установочного штифта и применения установочного штифта с соответствии с объектами изобретения, охарактеризованными в независимых пунктах формулы изобретения.
Сущность изобретения
Соответственно, в данном изобретении предложен способ сборки ступени статора газотурбинного двигателя, содержащей, по меньшей мере, один сектор направляющей лопатки и, по меньшей мере, центральную секцию, причем сектор направляющей лопатки содержит, по меньшей мере, один сегмент стенки и зазор, при этом упомянутый, по меньшей мере, один сегмент стенки ограничивает зазор, по меньшей мере, в одном направлении, при этом центральная секция содержит, по меньшей мере, одну окружную канавку и осевое сквозное отверстие, проходящее в направлении, в основном перпендикулярном окружному направлению канавки, через канавку, при этом способ включает в себя этапы на которых: вставляют установочный штифт в сквозное отверстие, причем установочный штифт содержит две концевые секции и средний участок, простирающийся между концевыми секциями и имеющий, по меньшей мере, одно исполнительное приспособление; вставляют упомянутый, по меньшей мере, один сегмент стенки сектора направляющей лопатки в канавку центральной секции таким образом, что зазор выравнивается в окружном направлении со сквозным отверстием центральной секции; поворачивают установочный штифт в его окружном направлении таким образом, что центральная секция правильно позиционируется в ступени статора и/или по отношению к внутреннему корпусу ступени статора посредством взаимодействия упомянутого, по меньшей мере, одного сегмента стенки с упомянутым, по меньшей мере, одним исполнительным приспособлением установочного штифта.
Предусматривается, что способ включает в себя дополнительные этапы, на которых: деформируют деформируемую часть установочного штифта таким образом, что деформированная теперь часть устанавливается по прессовой посадке, по меньшей мере, на один сегмент соответствующей структуры центральной секции и тем самым контрят установочный штифт, а значит - и центральную секцию в фиксированном положении в ступени статора.
Благодаря предлагаемому способу, сборка упрощается по сравнению с известными способами. Кроме того, способ обеспечивает быстрое законтривание установочного штифта, а значит - и центральной секции и сектора направляющей лопатки. Поскольку этапы сборки, очистки и повторной сборки исключены, риск повреждения частей ступени статора, особенно - направляющих лопаток и их чувствительных покрытий, минимизируется. Кроме того, это также обеспечивает сборку и монтаж ступени статора в условиях чистой комнаты. Более того, раз необходимость шпоночных блоков внутри канавки центральной секции оказывается неактуальной, также сокращается количество частей, а вследствие этого - общий вес и общие затраты.
Помимо этого, время сборки сокращается примерно втрое. Это сокращение времени снижает затраты и повышает производительность основной сборки. Более того, можно с выгодой сэкономить место для хранения.
Даже если термин, подобный таким, как «сектор направляющей лопатки», «центральная секция», «сегмент стенки», «зазор», «канавка», «сквозное отверстие», «концевая секция», «средний участок» или «исполнительное приспособление», «деформируемая часть», «соответствующая структура», «выступ», «паз», «паз привода», «сектор», употребляется в форме единственного или конкретного множественного числа в формуле изобретения и описании, не следует считать объем притязаний этого патента (заявки) ограничиваемым формой единственного или конкретного множественного числа. Также следует считать, что объем притязаний изобретения охватывает более одной вышеупомянутой структуры или множество вышеупомянутых конструкций.
Ступень статора может быть любой ступенью в газотурбинном двигателе, пригодной с точки зрения специалиста в данной области техники. В предпочтительном варианте, это ступень секции турбины газотурбинного двигателя, расположенная между двумя ступенями ротора, а также именуемая сопловым аппаратом. Сектор направляющей лопатки - это узел, по меньшей мере, с одним пером, воплощенным в виде направляющей лопатки, и секцией узла, по меньшей мере, с одним сегментом стенки, подобным радиально простирающемуся выступу, предназначенному для взаимодействия с центральной секцией во время сборки. Сектор направляющей лопатки может дополнительно содержать внутреннюю и внешнюю полку или бандаж, при этом внешняя полка используется для соединения ступени статора с кожухом газотурбинного двигателя.
Центральная секция содержит, по меньшей мере, одну канавку для приема собираемой секции сектора направляющей лопатки и сквозное отверстие, предназначенное для приема установочного штифта. Канавка предпочтительно воплощена во внешней окружной поверхности как окружная канавка с некоторой радиальной глубиной для приема собираемой секции сектора направляющей лопатки. Помимо этого, центральная секция содержит центральное отверстие для установки ступени статора на вал турбины газотурбинного двигателя, вследствие чего вал турбины можно вставлять через это центральное отверстие. Радиально внутренняя поверхность центрального отверстия либо находится в скользящем контакте с валом турбины, либо содержит уплотнительные элементы, которые уплотняют зазор между радиально внутренней поверхностью и валом турбины в целях уплотнения. Чтобы обеспечить надлежащее уплотнение, приходится надлежащим образом регулировать центральную секцию по отношению к валу турбины.
Центральная секция опирается на сектор направляющей лопатки и крепится к нему, а он, в свою очередь, крепится к корпусу или кожуху газотурбинного двигателя. В дополнение к этому, центральная секция или внутреннее кольцо переносит охлаждающий воздух, который проходит через направляющие лопатки и сопла, в предварительный завихритель, а затем - на дискообразную полость примыкающего рабочего колеса турбины для обеспечения давления.
Центральная секция предпочтительно выровнена по отношению к валу турбины таким образом, что центральная точка центрального отверстия оказывается соответствующей оси вращения вала турбины. Иными словами, центральную секцию предпочтительно регулируют таким образом, что центральная секция оказывается концентричной с осью вращения вала турбины.
В альтернативном варианте, в зависимости от того, где в секции турбины находится ступень статора, в частности - по отношению к подшипникам ротора, для компенсации любого изгиба ротора турбины, который может возникать во время работы из-за динамики ротора и тем самым минимизировать просвет и утечку между неподвижной и вращающейся частями, может оказаться выгодным положение, соответствующее небольшому смещению, между центральным валом турбины и центральным отверстием.
Порядок или последовательность вставления установочного штифта и сектора направляющей лопатки можно изменить на обратный или обратную. Таким образом, можно сначала вставить сектор направляющей лопатки, а потом установочный штифт. Можно даже проводить вставление одновременно. Возможно также поэтапное или попеременное вставление компонентов, подобных сектору направляющей лопатки или установочному штифту. Иными словами, можно сначала вставить компонент (сектор направляющей лопатки или сегмент его стенки, установочный штифт) частично, потом вставить другую часть (установочный штифт или сектор направляющей лопатки), а в заключение вставить полностью часть (сектор направляющей лопатки или установочный штифт), до сих пор вставленную частично.
В случае вставления сначала установочного штифта, а после этого - сегмента стенки упомянутого, по меньшей мере, одного сектора направляющей лопатки, установочный штифт преимущественно удерживается в нужном положении сектором направляющей лопатки или между его радиальными продолжениями, когда они в осевом направлении являются более узкими, чем концевые секции установочного штифта. Поэтому, сектор направляющей лопатки или его продолжения улавливаются между концевыми секциями установочного штифта, и вследствие этого установочный штифт не может выходить в осевом направлении за пределы люфта узла. Таким образом, за счет вставления упомянутого, по меньшей мере, одного сегмента стенки сектора направляющей лопатки в канавку центральной секции, установочный штифт контрят в осевом направлении в нужное место в центральной секции или ее сквозное отверстие.
После сборки сектора направляющей лопатки (секторов направляющих лопаток), установочного штифта (установочных штифтов) и центральной секции, способ включает в себя дополнительный этап, на котором размещают узел внутри корпуса и/или несущего кольца ступени статора. Помимо этого, способ включает в себя дополнительный этап, на котором позиционируют упомянутый, по меньшей мере, один сектор направляющей лопатки во внутреннем корпусе центровочными штифтами. Таким образом, посредством поворота установочных штифтов и их взаимодействия с сегментом стенки, сектор направляющей лопатки центральной секции можно позиционировать должным образом по отношению к внутреннему корпусу ступени статора.
Деформируемую часть следует понимать как часть, которую можно деформировать или которая выполнена с возможностью обработки, а конкретно - фасонной обработки или обработки с приданием формы. Происходящая деформация вызывает обнаружимое изменение деформируемой части, подобное изменению формы. В этом контексте, деформацией, соответствующей изобретению, не следует считать незначительную деформацию. Деформированная теперь часть устанавливается по прессовой посадке, по меньшей мере, на секцию соответствующей структуры. Устанавливается контакт первой степени, подобный неплотному контакту, между деформируемой частью и упомянутым, по меньшей мере, одним сегментом соответствующей структуры, который упрочнится во время деформации и зафиксируется до второй степени. В альтернативном и предпочтительном варианте, между деформируемой частью и упомянутым, по меньшей мере, одним сегментом соответствующей структуры перед деформацией и контровкой контакта не будет, а установится контакт именно благодаря деформации и контровки. Помимо прессовой посадки, между деформируемой частью и упомянутым, по меньшей мере, одним сегментом соответствующей структуры возможна также посадка с геометрическим замыканием.
Установочный штифт представляет собой, например, шпильку. Деформацию можно осуществить посредством любого механизма, пригодного с точки зрения специалиста в данной области техники и подобного предусматривающему обработку, сопровождаемую нагревом, например - сварку, пайку твердым припоем, спекание или лазерную обработку, либо механическую обработку. Таким образом, можно воспользоваться простым процессом. Кроме того, можно обойтись без дополнительных специальных, сложных и дорогостоящих средств обработки. Выгодно, чтобы, по меньшей мере, одна секция деформируемой части установочного штифта деформировалась. Это сокращает время и снижает интенсивность обработки или силу, необходимую для процесса деформирования. Помимо этого, можно реализовать решение, обуславливающее экономию места. В общем случае, должна оказаться возможной также деформация всей деформируемой части.
В преимущественном варианте осуществления, деформируемая часть воплощена как выступ, по меньшей мере, одной концевой секции установочного штифта. Поэтому деформируемая часть оказывается легко доступной.
Деформируемая часть предпочтительно простирается в осевом направлении установочного штифта и, по меньшей мере, частично - по окружности упомянутой, по меньшей мере, одной концевой секции. Благодаря этому, деформируемая часть является экономящим место, компактным средством. Иными словами, деформируемая часть представляет собой зубчатый круговой элемент или гребень. Осевой выступ или наплыв на радиальной поверхности концевой секции может находиться в диапазоне между 5 миллиметрами (мм) и 0,5 мм, предпочтительно - между 3 мм и 1 мм, наиболее предпочтительно - между 2,25 мм и 1,75 мм, а предпочтительнее - составлять 2 мм. Иными словами, выступ может иметь осевую длину в диапазоне между 5 миллиметрами (мм) и 0,5 мм, предпочтительно - между 3 мм и 1 мм, наиболее предпочтительно - между 2,25 мм и 1,75 мм, а предпочтительнее - составляющую 2 мм.
Более того, при укрупненных габаритах газотурбинных двигателей радиальный выступ или наплыв может быть больше 5 мм или даже составлять от 10 мм до 20 мм. В общем случае, пропорции выступа остаются аналогичными по отношению к диаметру установочного штифта, а осевая длина выступа может находиться в диапазоне между 5 % и 20 % диаметра концевой секции установочного штифта.
Соответствующая структура центральной секции может быть любой структурой, подходящей с точки зрения специалиста в данной области техники и подобной поверхности взаимодействия, выпуклости, горбине, выемке, канавке или пазу. Часть соответствующей структуры представляет собой секцию, которая контактирует с деформируемой частью или ее секцией, и устанавливается таким образом по прессовой посадке.
Следовательно, возможна ситуация, в которой вся соответствующая секция контактирует с деформируемой частью, либо только лишь с ее частью или частями, подобными низу и/или верху и/или стенке. В дополнительном преимущественном варианте осуществления, соответствующая структура центральной секции представляет собой паз, при этом деформированная часть установочного штифта законтрена в пазу центральной секции. Вариант осуществления в качестве паза обеспечивает структуру, эффективную по занимаемому месту. Соответствующая структура проста в изготовлении, когда паз простирается во внешней поверхности центральной секции и в окружном направлении центральной секции. В случае деформирования всей деформируемой части, соответствующая структура может быть круговой канавкой с диаметром, который несколько больше, чем диаметр концевой секции, содержащей деформируемая часть.
Соответствующая структура может обладать дополнительными функциями. В случае варианта осуществления в качестве паза и предусматривающего применение паза как начала отсчета или как места фиксации, например, конца инструмента, устанавливаемого в пазу, для операций измерения и/или ремонта, в частности - в центральном отверстии, связанном, например, с уплотнительными конструктивными элементами.
В предпочтительном, по меньшей мере, две деформированные секции деформированной части создаются во время деформации. Поэтому контровка оказывается, в частности, безопасной. В соответствии с дополнительной реализацией изобретения, центральная секция содержит, по меньшей мере, две окружные канавки во внешней поверхности центральной секции, и при этом каждая деформированная секция законтрена в одной из двух окружных канавок. Это позволяет избежать случайного выравнивания паза привода, предусмотренного для поворота установочного штифта и разделяющего деформируемую часть с помощью отдельной канавки. Такое выравнивание должно предотвращать деформацию благодаря отсутствию материала деформируемой части в концевых областях паза. Обе канавки преимущественно расположены параллельно друг другу в окружном направлении центральной секции. Ширину канавки выбирают таким образом, что обеспечивается достаточное место для взаимоблокировки с деформируемой частью или осевым выступом, соответственно.
Деформируемая часть установочного штифта преимущественно расположена в сквозном отверстии таким образом, что оказывается доступной снаружи ступени статора. Следовательно, посредством инструмента для поворота установочного штифта можно беспрепятственно провести регулировку. Поэтому установочный штифт содержит, по меньшей мере, один паз привода (см. ниже).
Исполнительное приспособление среднего участка установочного штифта может быть любым средством, пригодным с точки зрения специалиста в данной области техники, подобным выемке, бобышке или средству фасонной формы (например, эллиптической или яйцеобразной), и предпочтительно имеющим специально выбранное расположение среднего участка по отношению к концевым секциям. В соответствии с дополнительным вариантом осуществления изобретения, исполнительное приспособление установочного штифта воплощено как эксцентрично расположенный средний участок, и при этом эксцентричный средний участок контактирует с упомянутым, по меньшей мере, один сегментом стенки сектора направляющей лопатки для правильного позиционирования центральной секции в ступени статора и/или по отношению к внутреннему корпусу. Таким образом, сектор направляющей лопатки можно позиционировать достаточно просто - путем поворота установочного штифта.
Можно достичь концентричности центральной секции по отношению к оси вращения вала турбины и/или отрегулировать относительное радиальное и тангенциальное или окружное положение центральной секции путем поворота установочного штифта, потому что концевые секции установочного штифта сочленены с центральной секцией, а эксцентричный средний участок установочного штифта сочленен с секцией узла сектора направляющей лопатки. Таким образом, центральную секцию можно перемещать относительно сектора направляющей лопатки вдоль радиального и/или окружного направления путем регулирования установочного штифта.
В дополнительном преимущественном варианте осуществления изобретения, установочный штифт и/или центральную секцию контрят в соответственном окружном положении в ступени статора. Поэтому контровку осуществляют просто путем поворота установочного штифта.
Данное изобретение также относится к установочному штифту, воплощенному так, чтобы оказалось возможным осуществление предлагаемого способа.
Поэтому предложен установочный штифт с двумя концевыми секциями и со средним участком, простирающимся между двумя концевыми секциями и имеющий исполнительное приспособление.
Предполагается, что установочный штифт содержит деформируемую часть, воплощенную таким образом, что ее устанавливают по прессовой посадке, по меньшей мере, в часть соответствующей структуры центральной секции ступени статора и тем самым контрят установочный штифт, а значит и центральную секцию ступени статора, так что этот штифт попадает в фиксированное положение в ступени статора в собранном состоянии ступени статора.
Благодаря объекту изобретения, сборка упрощается по сравнению с известными способами. Помимо этого, штифт воплощенного таким образом узла обеспечивает быструю контровку посредством поворота. Поскольку этапы сборки, очистки и повторной сборки исключены, риск повреждения частей ступени статора, особенно - направляющих лопаток и их чувствительных покрытий, минимизируется. Кроме того, это также обеспечивает сборку и монтаж ступени статора в условиях чистой комнаты. Более того, раз необходимость шпоночных блоков внутри канавки центральной секции оказывается неактуальной, также сокращается количество частей, а вследствие этого - общий вес и общие затраты.
Помимо этого, время сборки сокращается примерно втрое. Это сокращение времени снижает затраты и повышает производительность основной сборки. Более того, можно с выгодой сэкономить место для хранения.
Как говорилось выше, установочный штифт содержит деформируемую часть, которая воплощена как выступ, по меньшей мере, одной концевой секции установочного штифта. Поэтому доступ к деформируемой части оказывается легким. Деформируемая часть преимущественно простирается в осевом направлении установочного штифта и, по меньшей мере, частично - по окружности упомянутой, по меньшей мере, одной концевой секции. Благодаря этому, деформируемая часть является экономящим место, компактным средством. Иными словами, деформируемая часть представляет собой зубчатый круг или гребень.
В дополнительной реализации изобретения предусматривается, что установочный штифт содержит паз привода, простирающийся в основном перпендикулярно осевому направлению установочного штифта. В результате, установочный штифт можно легко привести в действие, например, отверткой. Паз привода преимущественно расположен в одной из концевых секций установочного штифта, обеспечивающая приемлемый доступ для приведения установочного штифта в действие. Паз привода предпочтительно делит деформируемую часть на два сектора. Поэтому установочный штифт можно легко вставить в паз привода.
Как говорилось выше, вариант осуществления с двумя канавками, вводимыми в зацепление с двумя секциями деформируемой части, необходим во избежание проблемы отсутствия материала для деформации в областях, где паз привода разделяет деформируемую часть или окружной гребень. Эту проблему можно решить с помощью более короткого паза, который позволяет избежать разделения или не разделяет деформируемую часть. В соответствии с альтернативным вариантом осуществления, паз привода воплощен как паз под шестигранное жало, обеспечивающий средство для взаимодействия с инструментом, отличающимся от обычной отвертки. В дополнительном альтернативном варианте осуществления, паз привода воплощен как паз под крестообразное жало, обеспечивающий еще одну возможность для приведения в действие. Тем не менее, вариант осуществления паза привода как прямоугольного паза имеет преимущество, заключающееся в том, что он представляет и демонстрирует ориентацию установочного штифта. Это особенно выгодно, когда исполнительное приспособление представляет собой приспособление среднего участка, эксцентричное по отношению к концевой секции.
Как говорилось выше, установочный штифт содержит первую концевую секцию и вторую концевую секцию. В дополнительном альтернативном варианте осуществления предусматривается, что паз привода расположен в первой концевой секции, а деформируемая часть расположена во второй концевой секции. Таким образом, можно предотвратить возможный конфликт во время механической обработки, приведения в действие или очистки деформируемой части и паза привода.
Данное изобретение также относится к применению предлагаемого установочного штифта в предлагаемом способе для контровки центральной секции в ступени статора и/или по отношению к внутреннему корпусу ступени статора.
Благодаря предлагаемому применению, сборка упрощается по сравнению с известными способами. Такое применение допускает быструю контровку при повороте установочного штифта. Поскольку этапы сборки, очистки и повторной сборки исключены, риск повреждения частей ступени статора, а особенно - направляющих лопаток и их чувствительных покрытий, минимизируется. Кроме того, это также обеспечивает сборку и монтаж ступени статора в условиях чистой комнаты. Более того, раз необходимость шпоночных блоков внутри канавки центральной секции оказывается неактуальной, также сокращается количество частей, а вследствие этого - общий вес и общие затраты.
Помимо этого, время сборки сокращается примерно втрое. Это сокращение времени снижает затраты и повышает производительность основной сборки. Более того, можно с выгодой сэкономить место для хранения.
Вышеописанные характеристики, признаки и преимущества этого изобретения и способ их достижения прояснятся и станут безусловно понятными в связи с нижеследующим описанием возможных вариантов осуществления, которые поясняются в связи с чертежами.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Данное изобретение будет описано со ссылками на чертежи, при этом:
На фиг.1 показано схематическое сечение газотурбинного двигателя, содержащего ступень статора, собранную в соответствии с предлагаемым способом;
На фиг.2 показан вид спереди ступени статора согласно фиг.1;
на фиг.3 показаны сектор направляющей лопатки, центральная секция и установочный штифт из ступени статора согласно фиг.1 во время сборки;
на фиг.4 показано перспективное изображение установочного штифта с деформируемой частью согласно фиг.3;
на фиг.5 показано сечение через установочный штифт в сборе в сквозном отверстии ступени статора согласно фиг.3;
на фиг.6 схематически показан на виде спереди установочный штифт согласно фиг.4 после деформации и его контровки в соответствующих пазах;
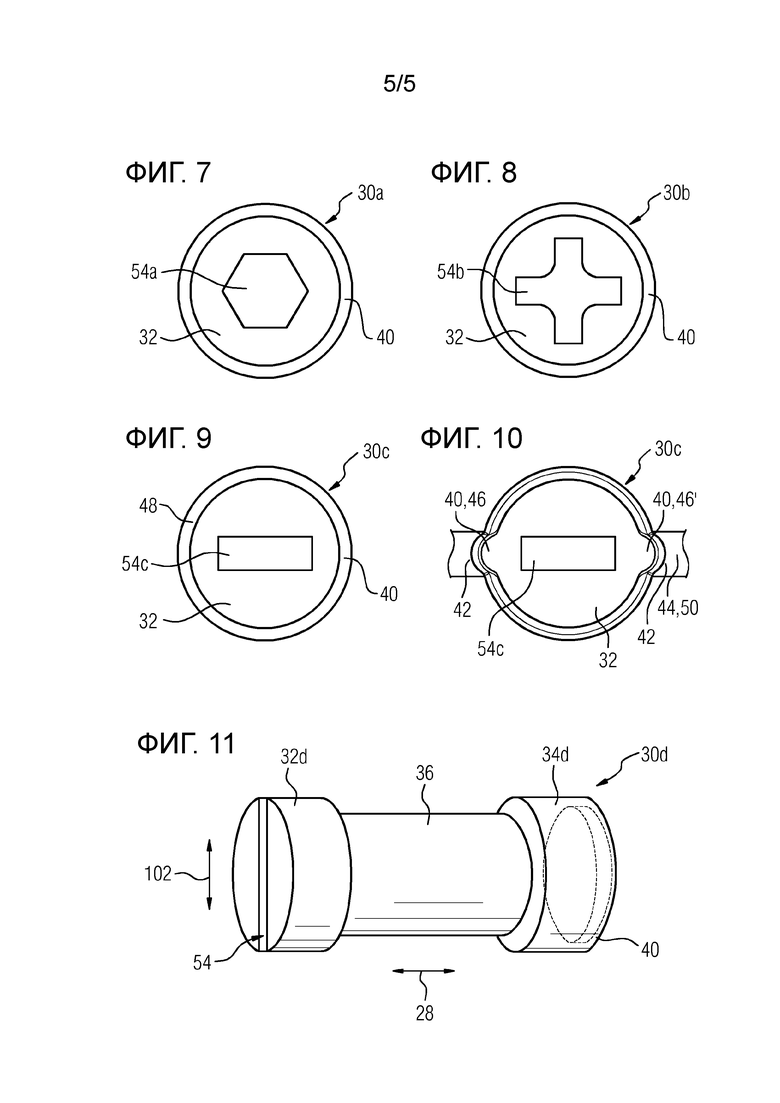
на фиг.7 схематически показан первый альтернативный вариант осуществления паза привода установочного штифта;
на фиг.8 схематически показан второй альтернативный вариант осуществления паза привода установочного штифта;
на фиг.9 схематически показан третий альтернативный вариант осуществления паза привода установочного штифта;
на фиг.10 схематически показана деформированная часть установочного штифта согласно фиг.9 после деформации и контровки в соответствующем пазу; и
на фиг.11 схематически показан альтернативный вариант осуществления установочного штифта.
ПОДРОБНОЕ ОПИСАНИЕ ИЛЛЮСТРИРУЕМЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Термины «выше по течению» и «ниже по течению» относятся к направлению течения потока воздуха и/или потока рабочего газа через газотурбинный двигатель 12, если не указано иное. В случае их употребления и если не указано иное, термины «осевое», «радиальное» и «окружное» употребляются по отношению к направлению оси 66 вращения газотурбинного двигателя 12.
На фиг.1 показан возможный газотурбинный двигатель 12 в сечении. Газотурбинный двигатель 12 содержит - в последовательности протекания - заборник 58, секцию 60 компрессора, секцию 62 сгорания и секцию 64 турбины, которые обычно расположены в направлении протекания и обычно в направлении продольной оси или оси 66 вращения. Газотурбинный двигатель 12 также содержит вал 68, который вращается вокруг оси 66 вращения и который простирается продольно через газотурбинный двигатель 12. Вал 68 соединяет с возможностью привода секцию 64 турбины с секцией 60 компрессора.
При эксплуатации газотурбинного двигателя 12, воздух 70, забор которого происходит через воздухозаборник 58, сжимается секцией 60 компрессора и подается в секцию сгорания или секцию форсунок, обозначенную позицией 62. Секция 62 форсунок содержит приточную полость 72 форсунок, одну или несколько камер 74 сгорания, ограниченных двустенной жаровой трубой 76, и, по меньшей мере, одну форсунку 78, прикрепленную к каждой камере 74 сгорания. Камера (камеры) 74 сгорания и форсунка (форсунки) 78 находятся внутри приточной полости 72. Сжатый воздух, проходящий через секцию 60 компрессора, попадает в диффузор 80 и выпускается из диффузора в приточную полость 72, откуда порция воздуха попадает в форсунку 78 и смешивается с газообразным или жидким топливом. Топливовоздушная смесь затем сжигается, а образованный продуктами сгорания газ 82 или рабочий газ, являющийся результатом сгорания, направляется по переходному каналу 84 к секции 64 турбины.
Секция 64 турбины содержит некоторое количество несущих рабочих лопатки технологических дисков 86 или рабочих колес турбины, прикрепленных к валу 68. В данном примере секция 64 турбины содержит два диска 86, каждый из которых несет кольцевую решетку рабочих лопаток 88 турбины. Однако количество технологических дисков 86, несущих рабочие лопатки, может быть другим, т.е., может быть лишь один технологический диск 86 или больше двух технологических дисков 86. В дополнение к этому, между рабочими лопатками 88 турбины располагаются ступени 10 статора или каскады турбины. Каждая ступень 10 статора несет кольцевую решетку направляющих лопаток 90, которые прикреплены к статору 92 газотурбинного двигателя 12. Между выходом камеры 74 сгорания и передними рабочими лопатками 88 турбины предусмотрены входные направляющие лопатки или сопловые направляющие лопатки 94.
Образованный продуктами сгорания газ 82 из камеры 74 сгорания попадает в секцию 64 турбины и приводит в движение рабочие лопатки 88 турбины, которые, в свою очередь, вращают вал 68. Направляющие лопатки 90, 94 служат для оптимизации угла, под которым образованный продуктами сгорания или рабочий газ 82 направляется на рабочие лопатки 88 турбины. Секция 60 компрессора содержит осевой ряд ступеней 86 направляющих лопаток и ступеней 98 рабочих лопаток ротора с рабочими лопатками 88 турбины или направляющими лопатками 90, соответственно.
На фиг.2 показан вид спереди ступени 10 статора. Ступень 10 статора содержит центральную секцию 16 с центральным отверстием 100 через которое направляется вал 70 турбины.
Помимо этого, ступень 10 статора содержит несколько секторов 14 направляющих лопаток, которые скомпонованы кольцом и все простираются в окружном направлении 22 вокруг центральной секции 16. Помимо этого, сектора 14 направляющих лопаток могут содержать одно (одну), два (две) или множество перьев или направляющих лопаток 90, а несколько секторов 14 направляющих лопаток вместе образуют кольцевой сектор 14 направляющих лопаток.
В общем случае, ступень 10 статора может быть сформирована из верхней половины и нижней половины, либо может представлять собой одиночную деталь в виде полного круга - 360° (не показан). В случае варианта осуществления с двумя половинами, каждая половина содержит три установочных штифта 30 для соединения секторов 14 направляющих лопаток с центральной секцией 16. За счет применения, по меньшей мере, трех установочных штифтов 30 для каждой половины сегмента 16 статора, каждая половина является регулируемой по требуемым степеням свободы (как показано стрелками). Например, каждую половину ступени 10 статора можно отрегулировать, например, в радиальном направлении 102 и окружном направлении 22, т.е., в вертикальном и горизонтальном направлениях, как указано стрелками.
После регулирования (подробности которого см. ниже) относительного положения центральной секции 16 относительно секторов 14 направляющих лопаток, можно вставить множество концентрических штифтов 104, чтобы зафиксировать и опереть центральную секцию 16 на сектора 14 направляющих лопаток.
В нижеследующем тексте, со ссылками на фиг.3 будет описан способ сборки, предназначенный для сборки ступени 10 статора газотурбинного двигателя 1.
Сектор 14 направляющей лопатки содержит внутреннюю полку 106, два радиальных продолжения 108, 108ʹ и зазор 20, разделяющий продолжения 108, 108ʹ в окружном направлении 22. Для взаимодействия с продолжением 108, 108ʹ, центральная секция 16 содержит окружную канавку 24 с радиальной глубиной, согласованной с радиальной длиной продолжений 108, 108ʹ. Более того, центральная секция 16 содержит осевое сквозное отверстие 26, проходящее в направлении 28, в основном перпендикулярном окружному направлению 22, а также в радиальном направлении 102 канавки 24 и, в частности, в осевом направлении 28 по канавке 24.
Для сборки ступени 10 статора, установочный штифт 30 вставляют в сквозное отверстие 26 (см. стрелку) таким образом, что продолжения 108, 108ʹ накрывают средний участок 36 установочного штифта 30. Как следствие, радиальные продолжения 108, 108ʹ сектора 14 направляющей лопатки вставляются в канавку 24 центральной секции 16 (см. стрелку) таким образом, что зазор 20 между продолжениями 108, 108ʹ выравнивается в окружном направлении со сквозным отверстием 26 центральной секции 16. Поскольку радиальные продолжения 108, 108ʹ уже, чем концевые секции 32, 34 установочного штифта 30, установочный штифт 30 удерживается в нужном положении вдоль оси сектором 14 направляющей лопатки. Причина заключается в том, что радиальные продолжения 108 и 108ʹ улавливаются между концевыми секциями 32, 34, т.е., установочный штифт 30 не может совершать вдоль оси движение за пределы люфта узла.
Как только все сектора 14 направляющих лопаток и установочные штифты 30 оказываются в центральной секции 16, весь узел поднимают в несущем кольце или внутреннем корпусе газотурбинного двигателя 12, а сектор 14 направляющих лопаток позиционируют центровочными штифтами во внутреннем корпусе (что подробно не показано).
Для правильного позиционирования центральной секции 16 в ступени 10 статора и по отношению к внутреннему корпусу, установочный штифт 30 теперь поворачивают в окружном направлении 22. Это делается за счет взаимодействия сегмента 18 стенки или поверхности продолжения 108 с исполнительным приспособлением 38 установочного штифта 30 (подробности см. ниже).
Установочный штифт 30 показан подробнее на фиг.4 и 5, где демонстрируются перспективное изображение установочного штифта 30, а также сечение через установочный штифт 12 в сборе в сквозном отверстии 26 ступени 10 статора. Установочный штифт 26 содержит две концевые секции 32, 34, а именно первую концевую секцию 32 и вторую концевую секцию 34, и средний участок 36, простирающийся между концевыми секциями 32, 34. Средний участок 36 имеет исполнительное приспособление 38, способствующее повороту установочного штифта 30 к секцией 14 направляющих лопаток (см. ниже). Исполнительное приспособление 38 воплощено как эксцентрично расположенный средний участок 36.
Первая концевая секция 32 и вторая концевая секция 34 имеют общую центральную ось 110 (ось симметрии). Эксцентричный средний участок 36, в свою очередь, имеет дополнительную центральную ось 112 (ось симметрии), которая параллельна центральной оси 110 первой и второй концевых секций 32, 34, при этом дополнительная центральная ось 112 отстоит на заданное расстояние от центральной оси 110. Следовательно, поскольку центральная секция 16 благодаря тугой посадке между концевыми секциями 32, 34 и сквозным отверстием 26 сочленена с концевыми секциями 32, 34, а сектор 14 направляющей лопатки сочленен с эксцентричным средним участком 36 посредством контакта сегмента 18 стенки с эксцентричным средним участком 36, поворот установочного штифта 30 приводит к регулированию относительного положения между центральной секцией 16 и сектором 14 направляющих лопаток.
Помимо этого, как показано на фиг.4, установочный штифт 30 выполнен в форме гантели, т.е., диаметры первой концевой секции 32 и второй концевой секции 34 больше, чем диаметр эксцентричного среднего участка 36. Установочный штифт 30 дополнительно содержит в своей концевой секции 32 паз 54 привода, простирающийся в основном перпендикулярно осевому направлению 28 установочного штифта 30. Поворот установочного штифта 30 осуществляется инструментом, подобным отвертке, вставляемым в паз 54 привода.
Сразу же по достижении требуемой концентричности, нужно законтрить установочный штифт 30 по месту во избежание перемещения центральной секции 16. Поэтому установочный штифт 30 содержит деформируемую часть 40, воплощенную как выступ 40 или корончатый гребень 40 первой концевой секции 32. Выступ 40 простирается примерно на 2 мм в осевом направлении 28 установочного штифта 30 и, по меньшей мере, частично по окружной поверхности 52 первой концевой секции 32. Деформируемая часть 40 разделена пазом 54 привода на два сектора 56, 56ʹ.
Для правильного позиционирования сектора 14 направляющей лопатки и центральной секции 16 деформируемая часть 40 установочного штифта 30 деформируется таким образом, что деформированная теперь часть 40 устанавливается по прессовой посадке на сегмент 42 соответствующей структуры 44 центральной секции 10 и тем самым контрит установочный штифт 30, а значит - и центральную секцию 16 в фиксированном положении в ступени 10 статора.
Деформацию деформируемой части 40 установочного штифта 30 осуществляют посредством наволакивания. Это можно сделать легко, поскольку деформируемая часть 40 располагается в сквозном отверстии 26 таким образом, что доступна снаружи ступени 10 статора (см. фиг.5). Деформированную часть 40 можно рассмотреть на фиг.6, где показан вид спереди установочного штифта 30 после деформации и контровки в соответствующей структуре 44. Как можно заметить на фиг.6, вместо цельного гребня 40 во время деформации деформируются или создаются только секции 46, 46ʹ, в частности, две диаметрально противоположно расположенные секции 46, 46ʹ деформируемой части 40. Помимо этого, деформируются и контрятся только секции 46, 46ʹ, располагающиеся вдоль оси поверх соответствующей структуры 44. В общем случае, можно было бы дополнительно деформировать только одну секцию 46, 46, или деформировать все четыре секции, перекрывающиеся с соответствующей структурой 44.
Соответствующая структура 44 центральной секции 16 воплощена для каждой секция 46, 46ʹ как канавка 50, простирающаяся во внешней поверхности 52 центральной секции 16 и в окружном направлении 22 центральной секции 16. Таким образом, каждая деформированная секция 46, 46ʹ законтрена в одной из двух окружных канавок 50.
Словом, описано применение установочного штифта 30 в способе сборки для контровки центральной секции 16 в ступени 10 статора. А в частности - применение сочетания эксцентричного установочного штифта 30 с зубчатым окружным гребнем 40 для деформации, особенно - посредством наволакивания.
На фиг.7-11 показаны альтернативные варианты осуществления установочного штифта 30 и соответствующей структуры 44. Компоненты, признаки и функции, которые остаются идентичными, принципиально обозначены, по существу, такими же позициями. Вместе с тем, чтобы подчеркнуть различия между вариантами осуществления, к разным позициям согласно варианту осуществления, показанному на фиг. 1-6 добавлены буквы от «a» до «d». Нижеследующее описание, по существу, посвящено отличиям от варианта осуществления, показанного на фиг. 1-6, при этом в отношении компонентов, признаков и функций, которые остаются идентичными, можно сослаться на описание варианта осуществления, показанного на фиг. 1-6.
На фиг.7 схематически показан первый альтернативный вариант осуществления паза 54а привода установочного штифта 30а. Вариант осуществления согласно фиг.7 отличается от варианта осуществления согласно фиг. 1-6 тем, что паз 54а привода воплощен как паз под шестигранное жало.
На фиг.8 схематически показан второй альтернативный вариант осуществления паза 54b привода установочного штифта 30b. Вариант осуществления согласно фиг.8 отличается от варианта осуществления согласно фиг. 1-6 тем, что паз 54b воплощен как паз под крестообразное жало.
На фиг.9 и 10 схематически показан третий альтернативный вариант осуществления паза 54c привода установочного штифта 30c. Вариант осуществления согласно фиг.9 и 10 отличается от варианта осуществления согласно фиг. 1-6 тем, что паз 54с привода воплощен как укороченный прямоугольный паз 54c. Таким образом, деформируемая часть 40 простирается по всей окружности 48 первой концевой секции 32. С помощью воплощенного таким образом паза 54с привода можно контрить установочный штифт 30c с двумя деформируемыми секциями 46, 46ʹ в двух сегментах 42 лишь одной соответствующей структуры 44 или канавки 50.
На фиг.11 схематически показан третий альтернативный вариант осуществления установочного штифта 30d. Установочный штифт 30d содержит первую концевую секцию 32d и вторую концевую секцию 34d. В первой концевой секции 32d расположен паз 54d привода, а во второй концевой секции 34d расположена деформируемая часть 40.
Следует отметить, что термин «содержащий (-ая, -ее, -ие)» не исключает другие элементы и этапы, а признак единственного числа не исключает множество. Кроме того, элементы, описанные в связи с разными вариантами осуществления, можно объединять. Нужно также отметить, что позиции в формуле изобретения не следует считать ограничивающими объем притязаний формулы изобретения.
Хотя изобретение проиллюстрировано и подробно описано посредством предпочтительных вариантов осуществления, изобретение не ограничивается приведенными примерами, и специалист в данной области техники сможет вывести из них другие варианты в рамках объема притязаний изобретения.




Данное изобретение относится к способу сборки ступени (10) статора газотурбинного двигателя (12), заключающемуся в том, что вставляют установочный штифт (30, 30a, 30b, 30c, 30d) в сквозное отверстие (26), причем установочный штифт (30, 30a, 30b, 30c, 30d) содержит две концевые секции (32, 32d; 34, 34d) и средний участок (36), простирающийся между концевыми секциями (32, 34) и имеющий по меньшей мере одно исполнительное приспособление (38); вставляют упомянутый по меньшей мере один сегмент (18) стенки сектора (14) направляющей лопатки в канавку (24) центральной секции (16) таким образом, что зазор (20) выравнивается в окружном направлении со сквозным отверстием (26) центральной секции (16); поворачивают установочный штифт (30, 30a, 30b, 30c, 30d) в его окружном направлении (22) таким образом, что центральная секция (16) правильно позиционируется в ступени (10) статора посредством взаимодействия упомянутого по меньшей мере одного сегмента (18) стенки с упомянутым по меньшей мере одним исполнительным приспособлением (38) установочного штифта(30, 30a, 30b, 30c, 30d); деформируют деформируемую часть (40) установочного штифта (30, 30a, 30b, 30c, 30d) таким образом, что деформированная теперь часть (40) устанавливается по прессовой посадке по меньшей мере на один сегмент (42) соответствующей структуры (44) центральной секции (16) и тем самым контрят установочный штифт (30, 30a, 30b, 30c, 30d), а значит и центральную секцию (16) в фиксированном положении в ступени статора (10). Достигается быстрое законтривание сектора направляющей лопатки в центральной секции и облегчение сборки. 3 н. и 12 з.п. ф-лы, 11 ил.
1. Способ сборки ступени (10) статора газотурбинного двигателя (12), содержащей по меньшей мере один сектор (14) направляющей лопатки и по меньшей мере одну центральную секцию (16),
причем сектор (14) направляющей лопатки содержит по меньшей мере один сегмент (18) стенки и зазор, при этом упомянутый по меньшей мере один сегмент (18) стенки ограничивает зазор (20) по меньшей мере в одном направлении (22), при этом центральная секция (16) содержит по меньшей мере одну окружную канавку (24) и осевое сквозное отверстие (26), проходящее в направлении (28), в основном перпендикулярном окружному направлению (22) канавки (24), через канавку (24), при этом способ включает в себя этапы, на которых
вставляют установочный штифт (30, 30a, 30b, 30c, 30d) в сквозное отверстие (26), причем установочный штифт (30, 30a, 30b, 30c, 30d) содержит две концевые секции (32, 32d; 34, 34d) и средний участок (36), проходящий между концевыми секциями (32, 34) и имеющий по меньшей мере одно исполнительное приспособление (38);
вставляют упомянутый по меньшей мере один сегмент (18) стенки сектора (14) направляющей лопатки в канавку (24) центральной секции (16) таким образом, что зазор (20) выравнивается в окружном направлении со сквозным отверстием (26) центральной секции (16);
поворачивают установочный штифт (30, 30a, 30b, 30c, 30d) в его окружном направлении (22) таким образом, что центральная секция (16) правильно позиционируется в ступени (10) статора посредством взаимодействия упомянутого по меньшей мере одного сегмента (18) стенки с упомянутым по меньшей мере одним исполнительным приспособлением (38) установочного штифта (30, 30a, 30b, 30c, 30d), отличающийся тем, что
деформируют деформируемую часть (40) установочного штифта (30, 30a, 30b, 30c, 30d) таким образом, что деформированная теперь часть (40) устанавливается по прессовой посадке по меньшей мере на один сегмент (42) соответствующей структуры (44) центральной секции (16) и тем самым
контрят установочный штифт (30, 30a, 30b, 30c, 30d), а значит и центральную секцию (16) в фиксированном положении в ступени статора (10).
2. Способ по п.1, отличающийся тем, что деформируют по меньшей мере одну секцию (46, 46') деформируемой части (40) установочного штифта (30, 30a, 30b, 30c, 30d).
3. Способ по п.1 или 2, отличающийся тем, что воплощают деформируемую часть (40) как выступ (40) по меньшей мере одной концевой секции (32, 34d) установочного штифта (30, 30a, 30b, 30c, 30d) и делают ее проходящей в осевом направлении (28) установочного штифта (30, 30a, 30b, 30c, 30d) и по меньшей мере частично по окружности (48) упомянутой по меньшей мере одной концевой секции (32, 34d).
4. Способ по любому из предыдущих пунктов, отличающийся тем, что соответствующая структура (44) центральной секции (16) представляет собой канавку (50), тем, что деформированную часть (40) установочного штифта (30, 30a, 30b, 30c, 30d) контрят в канавке (50) центральной секции (16), и/или тем, что соответствующая структура (44) представляет собой канавку (50), проходящую во внешней поверхности (52) центральной секции (16) и в окружном направлении (22) центральной секции (16).
5. Способ по любому из предыдущих пунктов, отличающийся тем, что создают по меньшей мере две деформированные секции (46, 46') деформированной части (40) во время деформации, и/или тем, что центральная секция (16) содержит по меньшей мере две окружные канавки (50) во внешней поверхности (52) центральной секции (16) и в окружном направлении (22) центральной секции (16), и тем, что каждую деформированную секцию (46, 46') контрят в одной из двух окружных канавок (50).
6. Способ по любому из предыдущих пунктов, отличающийся тем, что располагают деформированную часть (40) установочного штифта (30, 30a, 30b, 30c, 30d) в сквозном отверстии (26) таким образом, что она оказывается доступной снаружи ступени (10) статора.
7. Способ по любому из предыдущих пунктов, отличающийся тем, что воплощают исполнительное приспособление (38) установочного штифта (30, 30a, 30b, 30c, 30d) как эксцентрично расположенный средний участок (36), и тем, что вводят эксцентричный средний участок (36) в контакт с упомянутым по меньшей мере одним сегментом (18) стенки сектора (14) направляющей лопатки для правильного позиционирования центральной секции (16) в ступени (10) статора.
8. Способ по любому из предыдущих пунктов, отличающийся тем, что контрят установочный штифт (30, 30a, 30b, 30c, 30d) и/или центральную секцию (16) в ее окружном направлении в ступени (10) статора.
9. Способ по любому из предыдущих пунктов, отличающийся тем, что деформируемую часть (40) установочного штифта (30, 30a, 30b, 30c, 30d) деформируют наклепом.
10. Ступень (10) статора газотурбинного двигателя (12), содержащая по меньшей мере один сегмент (14) направляющей лопатки и по меньшей мере одну центральную секцию (16),
при этом сектор (14) направляющей лопатки содержит по меньшей мере один сегмент (18) стенки и зазор, причем упомянутый по меньшей мере один сегмент (18) ограничивает зазор (20) по меньшей мере в одном направлении (22),
при этом центральная секция (16) содержит по меньшей мере одну окружную канавку (24) и сквозное отверстие (26), проходящее в направлении (28), в основном перпендикулярно окружному направлению (22) канавки (24), через канавку (24);
установочный штифт (30, 30a, 30b, 30c, 30d), вставленный в сквозное отверстие (26), причем установочный штифт (30, 30a, 30b, 30c, 30d) содержит две концевые секции (32, 32d; 34, 34d) и средний участок (36), проходящий между концевыми секциями (32, 34) и имеющий по меньшей мере одно исполнительное приспособление (38);
по меньшей мере один сегмент (18) стенки сектора (14) направляющей лопатки, вставленный в канавку (24) центральной секции (16) таким образом, что зазор (20) выравнивается в окружном направлении со сквозным отверстием (26) центральной секции (16),
причем установочный штифт (30, 30a, 30b, 30c, 30d) расположен в его окружном направлении (22) таким образом, что центральная секция (16) правильно позиционируется в ступени (10) статора посредством взаимодействия упомянутого по меньшей мере одного сегмента (18) стенки с упомянутым по меньшей мере одним исполнительным приспособлением (38) установочного штифта (30, 30a, 30b, 30c, 30d), отличающаяся тем, что содержит:
деформируемую часть (40) установочного штифта (30, 30a, 30b, 30c, 30d), деформируемую таким образом, что деформированная теперь часть (40) устанавливается по прессовой посадке по меньшей мере на один сегмент (42) соответствующей структуры (44) центральной секции (16) и тем самым
установочный штифт (30, 30a, 30b, 30c, 30d), а значит и центральная секция (16) оказываются законтренными в фиксированном положении в ступени статора (10).
11. Ступень (10) статора по п.10, отличающаяся тем, что деформируемая часть (40) воплощена как выступ (40) по меньшей мере одной концевой секции (32, 34d) установочного штифта (30, 30a, 30b, 30c, 30d) и проходит в осевом направлении (28) установочного штифта (30, 30a, 30b, 30c, 30d) и по меньшей мере частично по окружности (48) упомянутой по меньшей мере одной концевой секции (32, 34d).
12. Ступень (10) статора по п.10 или 11, отличающаяся тем, что имеет шлиц (54, 54a, 54b, 54c), проходящий в основном перпендикулярно осевому направлению (28) установочного штифта (30, 30a, 30b, 30c, 30d), и/или тем, что шлиц (54) разделяет деформируемую часть (40) на два сектора (56, 56').
13. Ступень (10) статора по п.12, отличающаяся тем, что шлиц (54) воплощен как шлиц под шестигранную головку или шлиц (54) воплощен как шлиц под крестообразную головку.
14. Ступень (10) статора по п.12, отличающаяся тем, что имеет первую и вторую концевые секции (32d, 34d), причем шлиц (54) расположен в первой концевой секции (32d), а деформируемая часть (40) расположена во второй концевой секции (34d).
15. Применение установочного штифта (30, 30a, 30b, 30c, 30d) ступени (10) статора по любому из пп.10-14 в способе по любому из пп.1-9 для контровки центральной секции (16) в ступени (10) статора.
| ЯЧЕИСТЫЙ ПОЛИЭСТЕР, ПОЛУЧЕННЫЙ ИЗ ВТОРИЧНЫХ ПЛАСТИНОК, И ИСПОЛЬЗОВАНИЕ ПРОДУКТОВ, ПОЛУЧЕННЫХ ИЗ НИХ | 2011 |
|
RU2594743C2 |
| РАБОЧЕЕ КОЛЕСО ТУРБОМАШИНЫ | 1982 |
|
RU1077380C |
| WO 2011150025 A1, 01.12.2011 | |||
| US 5271714 A, 21.12.1993 | |||
| Станок для шлифования бочкообразных и иных роликов | 1937 |
|
SU55443A1 |

