Предлагаемый лмногопильный станок предназначается для продольной распиловки лесоматериала, как-то бревен, брусьев и т. п.
Уже известно применение для подобных же целей многопильных устройств, состоящих из ряда последовательно расположенных ленточных пил, могущих устанавливаться в соответствии с плириной пропила; для перемещения же разрезаемых бревен в таких устройствах применяются подающие верхние и нижние ролики, помещенные при входе и выходе. Также применяются для установки отдельных ленточных пил винты для верхнего и нижнего щкивов, связанные зубчатой передачей и снабженные рукоятками по обеим сторонам устройства.
Существующие конструкции подобных станков отличаются своей тихоходностью, вследствие чего наблюдается невозможность получения гладкой и чистой поверхности пропила. По сравнению с обычными лесопильными рамами в новом станке полностью устранены холостые хода.
Распиливание на предлагаемом станке осуществляется при помощи ряда ленточных полотнищ, приводимых в движение каждое от самостоятельного электромотора; кроме того, верхний и нижний шкивы ленточного полотнища укреплены
на ползунах, имеющих одновременное движение по направляющим в целях регулирования установки пил в станке. Для подачи бревна путем надвигания служат ролики, получающие движение при посредстве зубчатой передачи от отдельного электромотора с изменяющимся числом оборотов, благодаря чему может быть достигнута различная скорость посылки.
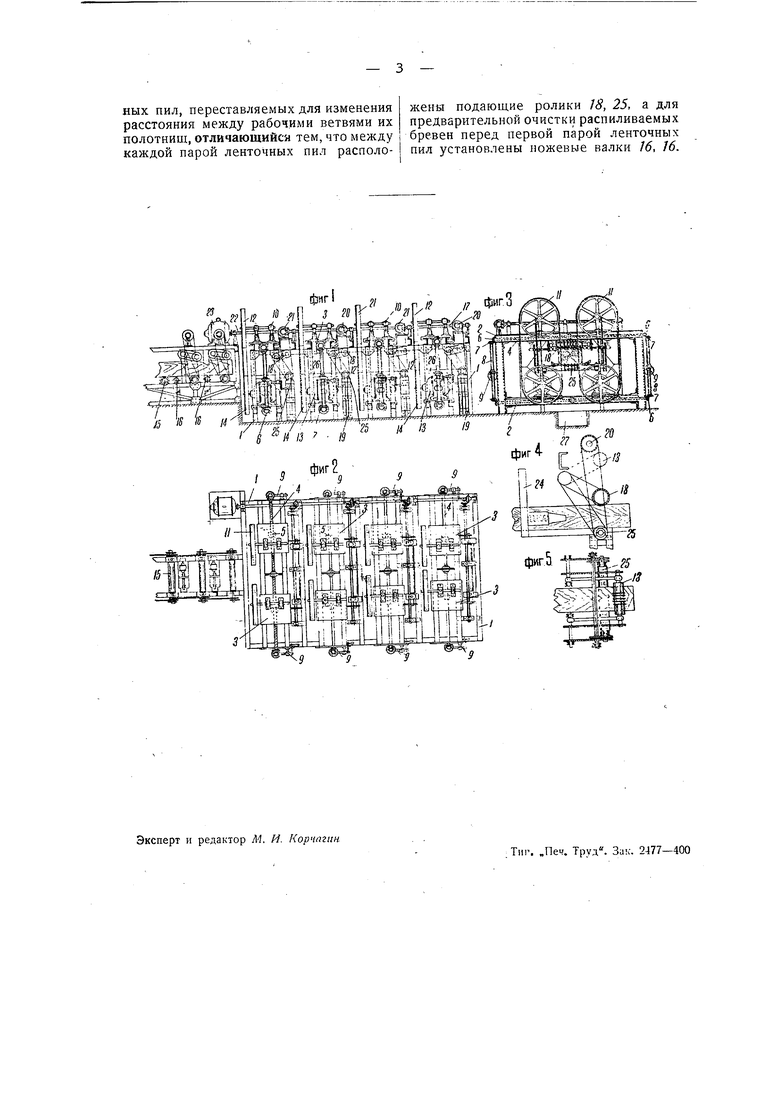
На чертеже фиг. 1 изображает боковой вид предлагаемого станка; фиг. 2- вид его сверху; фиг. 3-поперечный разрез станка; фиг. 4 и 5-схему роликовой подачи в двух проекциях.
Рама 7 предлагаемого многопильного станка состоит из верхних и нижних швеллеров 2, соединенных между собой вертикальными стойками, заделанными нижними частями в фундамент и связанными вверху поперечинами, служащими направляющими для ряда ползунов 3 (фиг. 1 и 2). Эти ползуны 3 охватывают верхние полки швеллеров 2 и получают продольные поступательные перемещения вдоль последних при помощи ходовых винтов 4 и гаек 5, расположенных в нижней части ползунов 3. Концы ходовых винтов 4 связаны при посредстве зубчатой передачи б, 7 н вертикального промежуточного валика 8 с приводом 9. На каждом отдельном верхнем ползуне установлены кронщтейны JO с подшипниками, несущими вал со шкивом П для ленточного полотнища 12; устройство кронштейнов предусматривает возможность натягивания ленточных полотнищ. На нижних ползунах установлены электромоторы 13, на валу которых имеются вторые шкивы 14 для ленточного полотнища 12. При вращении привода 5 в правую или левую сторону при помощи ходовых винтов и зубчатых передач приводятся в движение верхний и нижний ползуны, на которых укреплены шкивы //, 14, несущие ленточные полотнища /2 (фиг. 3). При помощи этой .перестановки в станке осуществляется какая угодно установка пил и даже выключение отдельных пил из действия.
Подача распиливаемого материала к станку осуществляется обычным способом, например, вагонетками и лесотасками; подлежащее распиловке бревно поступает на самоцентрирующее приспособление, при помощи которого укладывается в требуемое для распила положение. После этого самоцентрирующее приспособление освобождает бревно и последнее поступает на подающие ролики 15, помещенные впереди станка. Перед станиной многопильного станка между подающими роликами 15 установлены отдельно два строгательных ножевых вала 16, служащих для удаления выступов у бревна до поступления его в станок. Ножевые валки 16 приводятся в движение непосредственно от электромоторов, установленных на общей плите, перемещающейся в вертикальном наг правлении, благодаря чему регулируется высота подъема ножевого вала.
Для сообщения движения бревну в процессе предварительной его отделки подающие ролики 15 (фиг. 1) соединены между собой цепями Галля и связаны с электромотором переменного числа оборотов в целях получения возможности изменять скорости подач. От нижнего подающего ролика при помощи цепной передачи движение передается верхнему валку, который, в свою очередь, также посредством цепной передачи передает движение прижимному ролику (фиг. 1). Этот прижимной ролик имеет свободное качание вокруг своей оси, вследствие чего требуемый прижим для любого размера бревна устанавливаетсяг
автоматически. Кроме того, по ходу бревна благодаря подвижности ролика на валу последний поднимает его и подбрасывает на себя. Ряд зубцов, имеющихся как на .верхнем, так и на нижнем подающих роликах, сцепляется с бревном и не допускает качания бревна в сторону.
Подача же бревна в самом станке между отдельными пилами осуществляется точно таким же образо.м, причем нижние подающие ролики 25 расположены на стойках 19, а верхний вал 20, приводящий в движение ролики при помощи шестерен 2/, приводится в движение от общего вала 22, который соединен непосредственно с электромотором 23 переменного числа оборотов для регулирования скоростей. Верхний вал, сообщающий движение верхнему прижимному ролику 18, установлен на кронштейнах, помещенных на швеллерах станины 7 станка.
На этом же швеллере может быть также установлена площадка для обслу {ивания верхних шкивов ленты /2. Припосылке бревна-бруса не в стык, для смягчения удара, могущего возни; нуть при падении верхнего подающего ролика J8, служит пружинно-воздушный амортизатор 24. Кроме того, нижние подающие ролики 25 служат не только для подачи бревна, но и для транспортировки распиленных досок; по краям же роликового стола устанавливаются щиты, предохраняющие распиленный материал от разбрасывания по сторонам и выхода его за пределы роликового стола. По выходе из станка распиленный материал обычным путем транспортируется к месту назначения. Горизонтальные планки стола 26 прикрепляются к верхней свободной полке второго швеллера рамы, вследствие чего ленточное полотнище может иметь свободное движение вдоль швеллеров. Для приема и отвода опилок в фундаменте имеется углубление 27.
Предмет изобретения.
Многопильный станок для распиловки бревен с применением ряда последовательно расположенных парных ленточных пил, переставляемых для изменения расстояния между рабочими ветвями их полотнищ, отличающийся тем, что между каждой парой ленточных пил расположены подающие ролики 18, 25, а для предварительной очистки распиливаемых бревен перед первой парой ленточных пил установлены ножевые валки /б, /6.
7TJ7,;. , /

