Буровые коронки, вооруженные алмазами, до последнего времени изготовлялись путем зачеканки камнем в стальное тело коронки. Еще в довоенное время существовали предложения заливать камни непосредственно в сталь, но этот способ не нашел применения, так как камни теряют свою прочность после их нагрева до температуры плавления стали. В последнее время с связи с необходимостью перейти от крупных камней к мелким появился целый ряд конструкций коронок с мелкими камнями, заделанными в металлы или сплавы, более легкоплавкие, чем сталь. Эти коронки оказались вполне удовлетворительными, но желание усовершенствовать их и тем удешевить расходы на разведочное бурение привело к мысли найти способ изготовления мелко-алмазных коронок с камнями, заделанными в тугоплавкий сплав, по возможности имеющий температурный коэфициент расширения алмазов и обладающий механическими свойствами, удовлетворяющими вполне требованиям работы коронки.
Равенство коэфициентов расширения сплава и алмазов представляется особенно ценным, так как только при заделке в такой сплав камни, будут прочно сидеть а своих гнездах при различных температурах работающих коронок.
Таким сплавом может служить или ферро-никель с содержанием никеля около 40% или ферро-хром, с таким же содержанием хрома, а также нихром и т.п., но эти сплавы имеют температуру плавления порядка 1400° и залить в них алмазы без повреждения не представляется возможным.
Между тем, изготовить коронку, вооруженную алмазами, заделанными в любой тугоплавкий сплав, не подвергая камни действию высокой температуры, можно по предлагаемому способу.
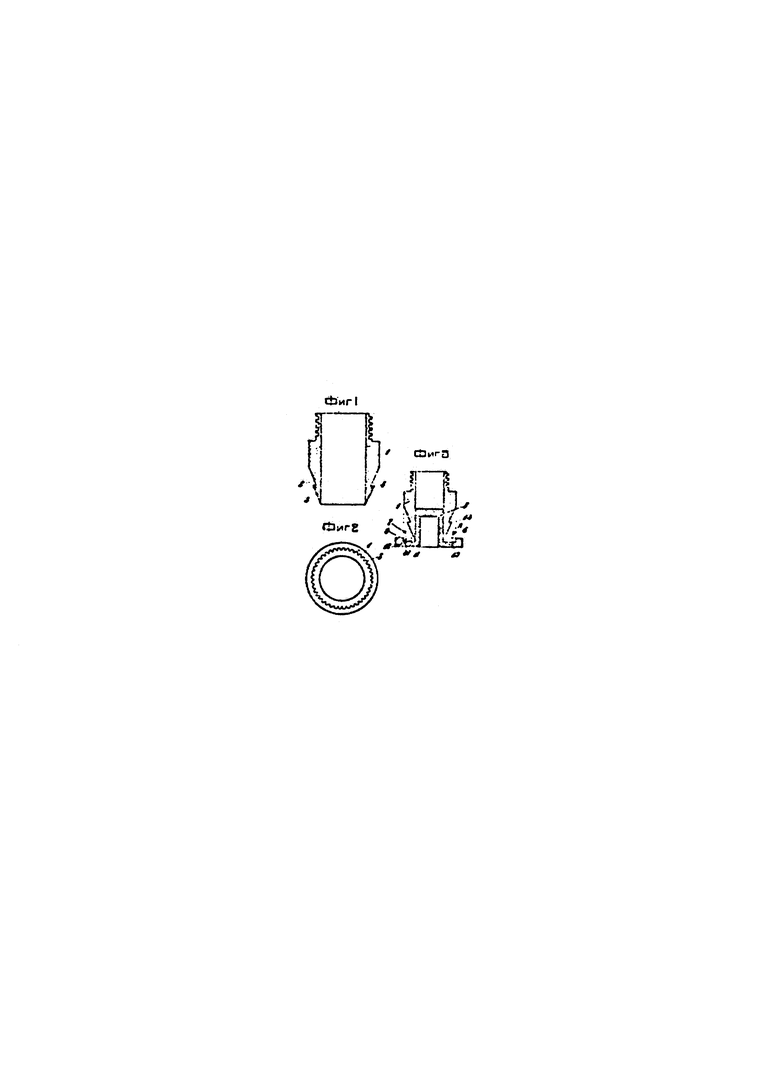
На схематическом чертеже фиг. 1 изображает продольный разрез короночного кольца; фиг. 2 - вид снизу на короночное кольцо; фиг. 3 - продольный разрез короночного кольца, установленного на форме.
Короночное кольцо 1 (фиг. 1), обычно стальное, а лобовой части стачивается на конус с двумя уступами 2 и 3. На ребре 4 делаются насечки, согласно фиг. 2. Эта обработка торца коронки имеет целью более прочное укрепление наносимого в дальнейшем сплава С телом короночного кольца.
Короночное кольцо 1 помещается в форму 5, выточенную из дерева, камня или выштампованную из пластмассы (фиг. 3).
Камни 9, 10, 11 размещаются на дне формы (фиг. 3) и на боковой поверхности 3. Камни, называемые наружными подрезными 7 и 8, предварительно прикрепляются к шпилькам 12, вставляемым в отверстия в дне формы. Камни, расположенные на дне формы и на боковой поверхности ее, могут быть закреплены приклеиванием или привязыванием к форме через отверстия, высверленные в ней.
Перед сборкой коронки короночное кольцо обрабатывается пескоструйной машиной, затем кольцо 1 устанавливается в форму с размещенными и закрепленными камнями, и в кольцевое пространство, ограниченное заточенным концом короночного кольца 1, формой 5 и пунктирной линией 13, наносится металл при помощи распылителя (металлизатора) системы Шоопа. После этого форма 5 удаляется; избыток нанесенного металла, оказавшийся вне пунктирной линии 13, удаляется опиливанием или обточкой, и коронка готова к употреблению.
В случае применения металла большой твердости, при которой можно ожидать растрескивания камней при случайных ударах коронки по забою, после размещения камней в форме, но до сборки ее, на камни и на дно формы накосится тонкий слой более мягкого металла, например меди, которая и служит буфером при ударах коронки.
Предлагаемый способ может бить применен для изготовления не только алмазных коронок, но также и коронок, вооруженных суррогатами алмазов в виде осколков, шариков или любой другой формы, в том числе и тонких пластинок. В этих случаях процедура изготовления коронки остается та же самая.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления буровых коронок | 1935 |
|
SU50194A1 |
| Способ изготовления буровых коронок | 1935 |
|
SU47275A1 |
| АЛМАЗНАЯ БУРОВАЯ КОРОНКА | 1991 |
|
RU2024727C1 |
| Способ изготовления буровых коронок | 1934 |
|
SU48033A1 |
| Алмазная буровая коронка | 1990 |
|
SU1776752A1 |
| АЛМАЗНАЯ БУРОВАЯ КОРОНКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2298078C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОЙ БУРОВОЙ КОРОНКИ | 2013 |
|
RU2534164C1 |
| Алмазная буровая коронка | 1975 |
|
SU585271A1 |
| БУРОВОЙ ИНСТРУМЕНТ | 1997 |
|
RU2193644C2 |
| БУРОВОЕ ДОЛОТО ДЛЯ РОТОРНОГО БУРЕНИЯ, ИМЕЮЩЕЕ КОРПУС С ЧАСТИЦАМИ КАРБИДА БОРА В МАТРИЧНЫХ МАТЕРИАЛАХ ИЗ АЛЮМИНИЯ ИЛИ СПЛАВОВ АЛЮМИНИЯ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2464403C2 |
Способ изготовления буровых коронок, отличающийся тем, что, с целью заделывания алмазов или суррогатов в тугоплавкий металл, короночное кольцо 1 обтачивают в виде усеченного конуса с выступами, устанавливают в форму 5, прикрепляют алмазы или суррогаты в определенном положении и затем пространство, ограниченное короночным кольцом и формой, заполняют заподлицо с оставшейся незаточенной цилиндрической поверхностью при помощи металлизатора системы Шоопа тугоплавким и вязким металлом с коэфициентом расширения, равным впаиваемому суррогату или алмазу.
