1
Изобрет-енйю отиосится к о-бласт51 измерительиой техники и автоматики, а именно к устройствам для активного контроля дл.ины рельса при обработке его торцов иа фрезерны.х 1станка.х.
РТзвестио устройство для активного контроля длины рельса при обработке его торцов на фрезерных станках, содержащее преобразователи перемеп1.ения двух фрез в напряжение и выходное реле управления прИводами подачи ЭБИХ фрез. Известное устройство сначала }1змеряет длину рельса и определяет излин)ек длины, а затем поочередно контролирует длину части рельса, отрезаемую каждой фрезой и равную половине указанного излишка длины рельса.
Однако в известном устройстве не учитываются изменения длииы контролируемого рельса, вызванные разностью температуры после обработки торцов.
Предлагаемое устройство отличается от известного тем, что оно снабжено датчиком температуры рельса, стабилизатором тока п резистором, включенными последовательно с датчиком те.мпературы рельса, регулируемым стабилизатором иалряжения, соединенным с датчиком температуры рельса по схеме суммирования напряжений, узлом сравнения двух напряжений, выход которого связан с выходным реле, выходы преобразователей иеремещения фрез соеди-нены между собой по схеме суммирования напряжений, выход которой связан с одним в.ходом узла сравнения, другой вход .которого подключен к выходу схемы суммирования напряжений датчика температуры рельса и регулируемого стабилизатора напряжения.
Такое выпол-нение устро11ства позволяет повысить точность контроля.
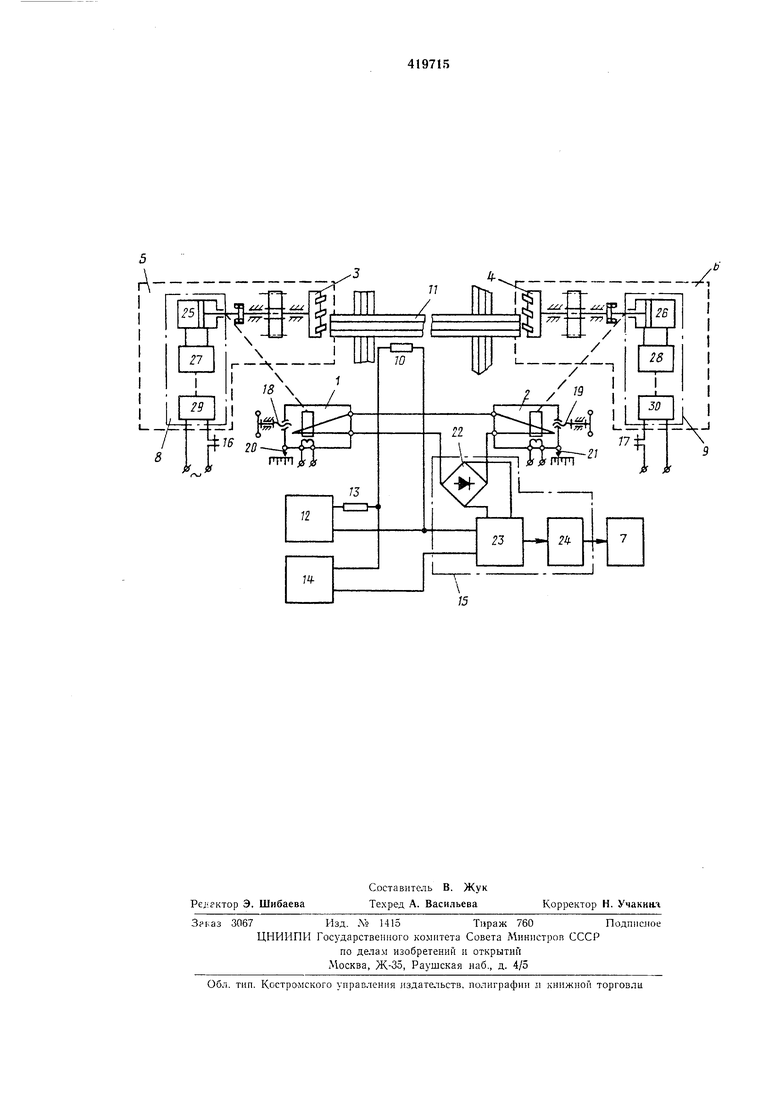
Ма чертеже показана схема предлагаемого устройства.
Устройство содерл ;ит преобразователи 1 2 перемещения двух фрез 3 и 4, установленных в станках 5 и 6, в напряжение, выходное реле 7 управления приводами 8 п 9 перемещения фрез 3 и 4, датчик W температуры рельса 11, ста:билизатор 12 тока и резистор J3, включенные последовательно с 10, регулируемый стабилизатор 14 напряжения, соединенный с датчиком 10 по схеме суммирования напряжений, узел 15 сравнения двух на.пряжеиий, выход которого связан с реле 7, контакты 16 и 17 реле 7 включены в цепи управления при-водамн 8 и 9.
Выходы преобразователей 1 и 2 соедиисны между собой по схеме су ммирования иапряженнй, выход KOTopoii связан с одним из входов узла /5. Другой вход узла 15 подключен к выходу схемы суммирова-ния напряжений датчика 10 и стабилизатора 14. Датчик 10 температуры выполнен, например, в виде терморезистора, помещенного в медный корпус, прикладываемый к подошве рельса автоматически при поступлении последпего на операцию фрезерования его торцов. Преобразователи 1 и 2 могут быть выполнены, например, в виде трансформаторных преобразав ателей перемещеашя, в которых обеспечена возможность перемещения вторичных об мотокС помощью (ВИНТОВ/5И 19 для коррекции величины перемещения фрез В связи с изменением их параметров после очередной заточки. Для контроля начальной установки вторичных обмоток преобразователей служат указатели 20, 21. Магнитопровод трансформаторных пр.еобразователей / и 2 связан механически € приводами подачи фр.ез. Узел 15 сравнения двух напряжений выполнен, например, в виде выпрямителя 22 элемента 23 сравнения и выходного усилителя 24. Приводы 8 и 9 подачи фрез 3 и 4 содержат, например, гидроцилиндры 25, 26, гидравлические кла паны 27, 28 и электромагниты 29 и 30. Устройство работает следующим образом. При поступлении рельса 11 на фрезерные станки 5 и 6, па подошву рельса автоматически накладывается датчик 10. Через несколько секунд включают приводы подачи фрез к торцам рельса. Па электромагниты 29 и 30 приводов подается питамие через ра1змыкающие контакты 16 и 17 реле 7. Электромагниты включают гидравлические клапаны 27 и 28, вследствие чего штоки пидроцилиндров 25 и 26 перемещают фрезы в направлении их оси до упора с тО(рца.ми рельса. Фрезы, вращаясь срезают металл на торцах рельса. Папряжепие, соответствующее длине рельса, задается в стабилизаторе 14. Папряжение на датчике 10, например, на терморезисторе, в установившемся режиме соответствует температуре рельса и зависит от значений тока стабилизатора 12 и сопротивления резистора 13. Напряжение установки, равное сумме папряжений датчика 10 и стабилизатора 14, успевает сформироваться за вр.емя, в течение которого срезается часть торца рельса, имеющая заусеницы и дефекты пореза. При перемещепии фрез на выходе преобразователей формируются напряжения, пропорциональные величинам перемещения этих фрез. Контролируемое напряжение, равное сумме выходных напряжений преобразователей, подается на вход узла сравнения, где сравнивается с «атряжением уставки и при достижении их равенства включается реле 7, которое контактами 16, 17 включает приводы фрез 3 и 4. Предмет изобретения Устройство для активного контроля длины рельса при обработке его торцов на фрезерных ставках, содержащее преобразовате,ти перемещения двух фрез в напряжение и выходное реле управления приводами подачи этих фрез, отличающееся тем, что, с целью повышения точности контроля, оно снабжено датчиком температуры рельса, стабилизатором тока и резистором, включенными последовательно с датчиком температуры рельса, регулируемым стабилизатором напряжения, соединенным с датчиком температуры ре.1ьса по схеме суммирования напряжений, узлом сравнения двух напряжений, выход которого связан с выходным реле, выходы преобразователей перемещения фрез соединены между собой по схеме суммирования напряжений, выход которой связан с одним входом узла сравнения, другой вход которого подключен к выходу схемы суммирования напряжений датчика температуры рельса и регулируемого стабилизатора напряжения.