Известны устройства управления приводом летучих ножниц для резки проката, устанозле,«ных после чистовой группы клетей, содержащие датчик Скорости резки, датчик реза, два датчика положения заднего конца прокатываемого и разрезаемого металла, установленные один за другим перед чистовой группой -клетей по направлению движения металла, и вычислительный блок на операционных усилителях, соединенный с этими датчиками.
Предлагаемое устройство отличается от известных тем, что в нем расстояние от одного датчика положения, первого по Направлению движения металла, до второго и расстояние от второго датчика положения до линии реза больше соответствующей каждому из них максимальной эталонной длины металла, позволяющей при минимальной вытяжке получить целое число заготовок номинальной длины. Вычислительный блок устройства содержит узел определения относительного увеличения вытяжки по сравнению с заданной минимальной ее величиной, состоящий из включаемого первым датчиком -положения интегрирующего усилителя с выходным реле фиксации момента прохождения задним концом металла заданной точки между двумя датчиками положения, .находящейся от второго датчика положения на расстоянии, равном эталонной длине металла, двух возвращаемых в исходное
состояние датчиком реза интегрирующих усиЛителей, входы которых подсоединены к двум разным полюсам выхода датчика скорое га резки, один-Контактом реле фиксации, другой - контактом второго датчика положения, подсоединенной к выходам этих усилителей трехвходовой схемы сложения токов с инвертирующим усилителем, с выходным реле для обнаружения отрицательной полярности выходиого сигнала последнего усилителя с дополнительным самоудерживающимся реле, включенным последним выходным реле и служащим для подключения IK одному из входов схемы сложения источника отрицательного
напряжения. Узел задержки, пропорциональной при увеличении вытяжки величине абсолютного уменьшения эталонной длины металла, которая меньше расстояния от линии реза до второго датчика положения, выполнен в
виде включаемого вторым датчиком положения интегрирующего усилителя и выходного реле, обмотка -которого включена между выходами этого усилителя и инвертирующего усилителя схемы сложения. Кроме того, узел
формирования управляющего сигнала на ускорение ножниц, пропорционального длине проката, недостающей на последнюю заготовку, состоит из промежуточного самоудерживающегося реле, включаемого в момент реза
Ле узла задержки, делителя напряжения для подачи управляющего сигнала на иривод ножниц, включаемого выходным реле узла задержки ннтегр 1руюш,его усилителя, вход которого иодсоедннен размыкающим конта:Ктом нромежуточно1-о реле к датчику скорости резки, а выход-размыкающим контактом этого реле к делителю наиряжения. Такая конструкция устройства обесиечивает безотходный раскрой проката на заготовки заданной минимальной длины в нределах донуска.
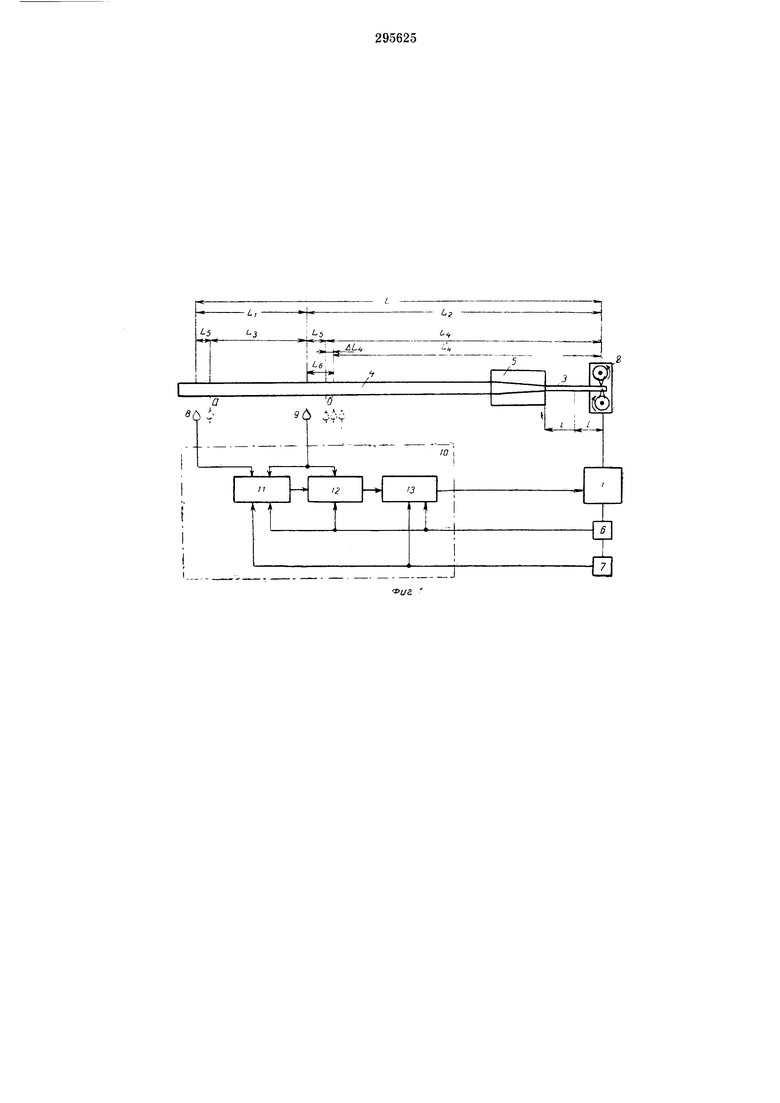
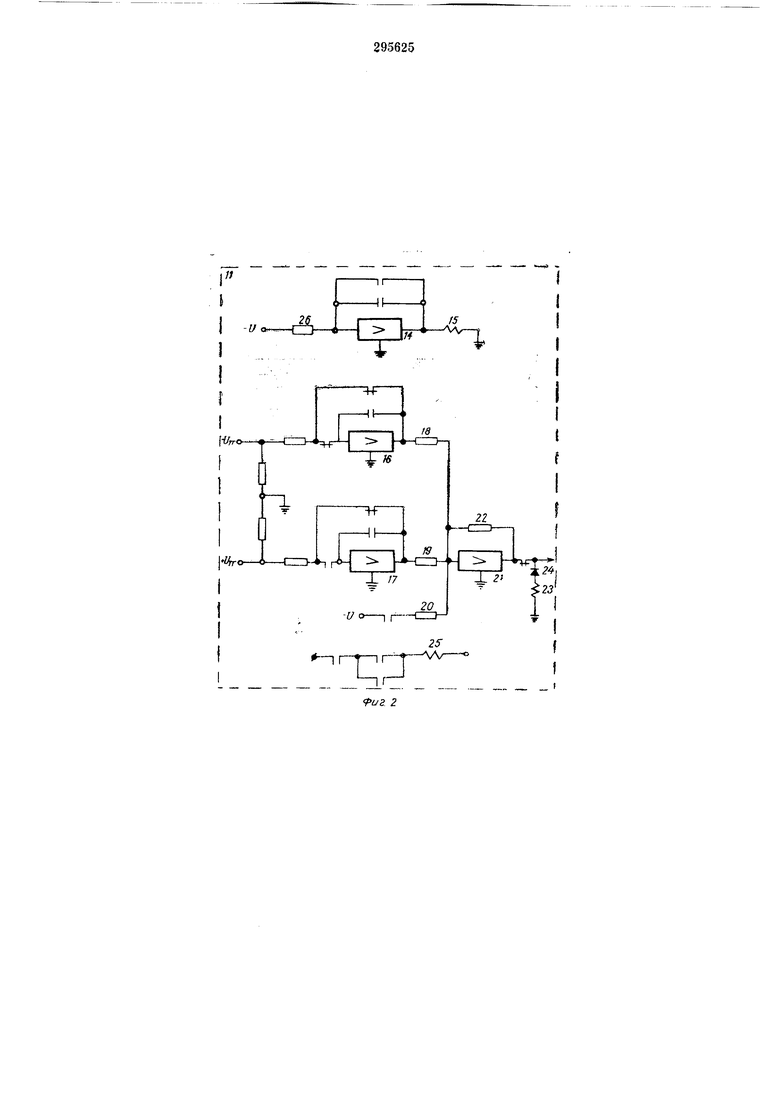
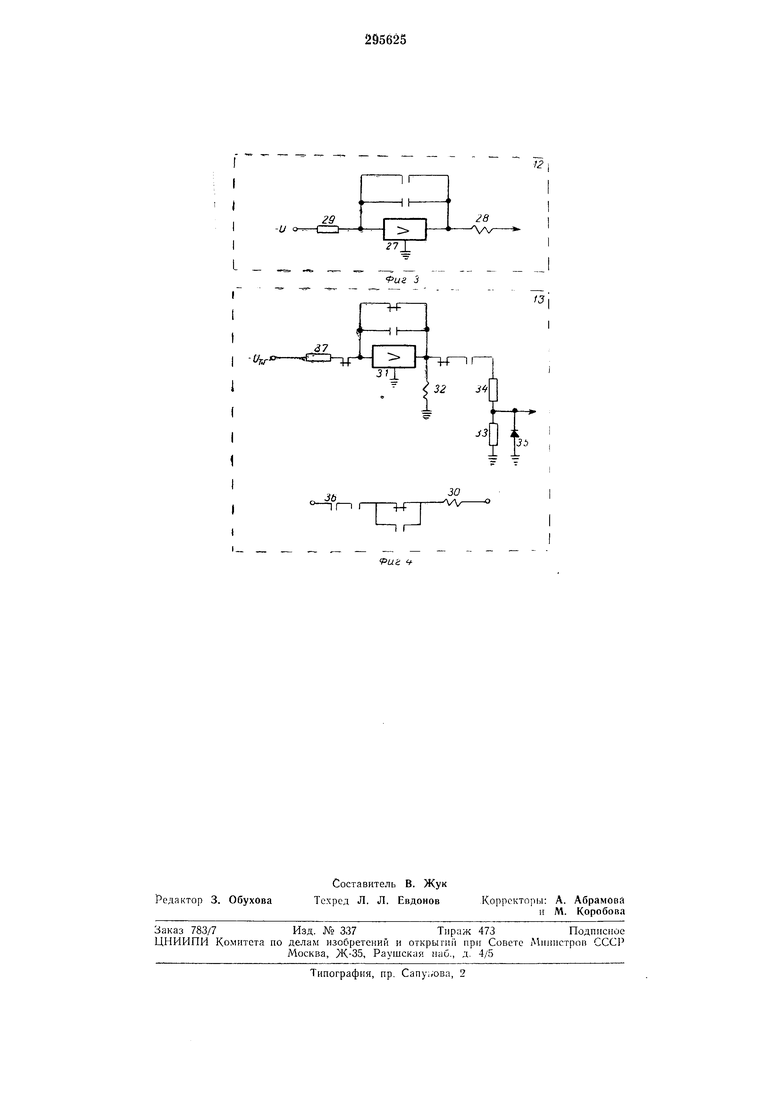
На фиг. 1 ноказана блок-схема иредлагаемого устройства; на фиг. 2--нринципиальная электрическая схема узла онределения относительного увеличения вытяжки; на фиг. 3- нринцилиальная электрическая схема узла задержки; на фиг. 4 - нриициииальиая электрическая схема узла формнроваиия уиравллющего сигиала на ускорение иожннц.
Устройство управления приводом У летучих ножниц 2 для резки нроката S, являющегося ирокатанной частью металла 4, установленных носле чистовой груниы 5 клетей, содержит датчик б скорости резки, нанример тахогенератор, датчик 7 реза, два датчика 8 и 9 положения заднего конца металла 4, нанример фотореле, установленные один за другим неред чистовой груипой 5 клетей но и аира влеиию движения металла 4, вычислительиый блок 10 на онерационных усилителях, соединенный с этнми датчиками. Расстояние L от датчика 8, иервого но нанравлению двнжеиия металла 4, до лишний реза меньше .мииимальной длины металла 4. Расстояние L от датчика 8 до датчика 5 и расстояние L от датчика 9 до линии реза больще соответствующей каждому из них .максимальной эталонной длины (3 и L.I) металла 4, позволяющей при минимальиой вытяжке иолучить целое число заготовок номинальной длины, то есть Lj LS и La LH.
Вычислительный блок 10 содержит узел // онределения отиоснтельного увеличення вытяжки /. но сравненню с заданной миинмальной ее величиной /тип, узел /2 задержки, еоответствующей нри увеличении вытяжки Л велнчине Д L,, абсолютного уменьщения эталонной длины L, металла, и узел 13 формирования управляющего сигнала на ускорение ножниц 2, нропорционального длнне нроката S, недостающей на носледнюю заготовку.
Узел 11 состоит из включаемого датчиком 8 интегрирующего усилителя 14 с выходным реле 15 фиксации момента прохождения задним концом металла 4 заданной точки а .дшжду двумя датчиками 8 и 9, находящейся от датчика 9 на расстоянии, равном эталонной длине Ьз металла 4, двух возвращаемых в исходное состояние датчиком 7 реза иите1рнрующих усилителей 16 и П, трехвходовой схемы сложения токов на резисторах VS - 20, инвертирующего усилителя 21 с резистором 22 обратной связи с выходным реле 23 и диодом 24 для обнаружения отрицательной иэляриости выходиого сигнала усилителя 21, донолнительного самоудерживающегося реле 25, включаемого реле 22 и служащего для нодключения к входу схемы сложения, соответствующему сопротивлению 20 источника отрицательного напряжения - U. Вход уснлнтеля 16 раз.мыкающим контактом реле 15 иодключен к отрицательному нолюсу - 6„ датчика 6 скорости резки, а вход усилителя /7 замыкающим контактом датчика 9 иоложеиия подключен к ноложительно.му нолюсу датчика 6. Выход усилителя 21 размыкающим контактом датчика 9 подключен к катоду диода 24. Вход усилителя 14 через резистор 26 подключеи к источнику постоянного нанряжепия -V.
Узел 12 состоит из включаемого датчиком .9 интегрирующего усилителя 27 н выходного реле 28, обмотка которого включена между выходом усил1ггеля 27 и выходом усилителя
21.Выход усилителя 27 через резистор 29 нодключеи к источнику постоянного ианряжеиия V.
Узел 13 содержит нромежуточное еамоудерживающее реле 30, включаемое в момент реза датчиком 7 при включенном реле 28, иитегр1ирук)щий усилитель 31, реле 32 защиты и делитель нанряжепия для подачи управляющего снгнала на привод I.
Делнтель нанряжения состоит из резисторов 33, 34 и диода 35. Замыкающий контакт реле 56, обмотка которого (на чертеже не ноказана) установлена в схеме привода У, служит для отключения реле 25 и 30 после норезки калчдого раската металла 4. Для включения усилителя 31 служит размгмкаюнгнй контакт реле 28. Вход уеилнтеля 31 через резистор 37 подключен к отрицательному полюсу -f/Tr датчика 6 размыкающим контактом реле 30, а выход усилителя 31 нодключеи к резистору 34 делителя напряжения последовательно соединенными замыкающим контактом реле 30 н размыкающим контактом реле 32.
Постоянные времени интегрирования усилителей 14, 27, 31 и коэффициент усилення усилителя 21 могут быть изменены в завнеимоетн от технологических параметров, нанример в зависимости от скорости прокатки и заданной номинальной длины заготовки путем изменения величин сопротивлений резнсторов
22,26, 29, 37 при помощи схемы коммутации (на чертеже не показана).
Устройство работает следующим образом.
Металл 4 подается в чистовую группу 5 клетей, где производится его нрокатка. Прокатанная часть металла 4 иоетунает в летучие ножницы 2, которые нроизводят резку нроката 3 на заготовки номинальной длины. В нрнводе 1 осуществлена синхронизация скорости резки ео скоростью нодачи проката 3, вследствие чего датчик 6 вырабатывает нанряжение U., пропорциональное скорости подачи нроката 3. Датпж 7 в момент реза замыкает свой размыкающий контакт. В промежутке времени между резами этот контакт разомкнут.
При вхождении проката 3 в но/кницы 2 металл 4 расноложен неред датчиками 8 и 9, вследствие чего замыкаюш,ие контакты последних замкнуты, а размыкающий контакт датчика 9 разомкнут. Поэтому, начина : от момента поступления проката 3, в ножницы 2 в промежутках между резами усилители 16 и 17 интегрируют выходное напряжение датчика 6.
При прохождении заднего конпа металла 4 мимо датчика 8 последний размыкает свой замыкающий контакт и включает усилитель 14. С этого момента усилитель 14 иитегрирует входное напряжение -f/ во времени и включает реле 15 с задержкой, равпой времени перемещения заднего конца металла 4 от датчика 8 в точку а на расстояние LI. Время этой задержки и соответствующее ему расстояние выбираются такими, чтобы при заданпых технологических параметрах, например скорости металла 4 и номинальной длине заготовки, обеспечить требуемую эталонную длину La.
Реле }5 при своем включении разрывает входную цепь усилителя 16, па выходе которого запоминается положительное напряжение, соответствующее длине проката 3, нрощедщего из ножниц 2 от последнего реза до момента прохождения задним концом металла 4 точки а. Далее, при прохождении задним концом металла 4 мимо точки, фиксируемой датчиком Я последний .своим замыкающим контактом разрывает входную цепь усилителя 15, а своим размыкающим контактом соединяет выход усилителя 21 с диодом 24 и обмоткой реле 20. Па выходе усилителя 17 запоминается отрицательное напряжение, соответствующее длине проката 3, про цедшего через ножницы 2 от последпего реза до момента нрохождепия задним концом металла 4 точки, фиксируемой датчиком 9. Если вытяжка проката 3 в чистовой группе 5 клетей равна заданной минимальной величине .ми1ь то за время прохождения металлом 4 эталонного расстояния LZ будет произведено число Р резов, при котором .из металла 4 длиной LZ получается заданное число п заготовок, причем Р га. В этом случае напряжения на выходах усилителей 16 и 17 будут равны по абсолютной величиие, а входное и выходное напряжения усилителя 2/ будут равны по абсолютной величиие и всегда противоположны по знаку. Папряжение на выходе усилителя 2/ будет У„ых2, /(, (f/i6-f/i7) 0, где Ki - константа, i/ie и Un соответстве пю напряжения усилителей 16 и 17.
Если вытяжка Я будет больнле /-.пт, но при этом не превысит некоторой допустимой величины (практически ь не изменяется более, чем на 5%), то за время прохождения металлом 4 эталонного расстояния LS будет произведено /С резов.
Если Р п, то ( -1/17) (f/ie), t/nx2i О п па выходе усилителя 21 получится положительное )1апряжеппе пронорциопальное относительному увеличению вытяжки проката 3:
о.
L-B.IX21 - А
где К- константа.
Если Р д-г1, то (-/7,7)(У,„), L/BX21 0 п па выходе усилителя 21 получится отрицательное напряжение tyTji,ix2i 0. Вследствие этого включится реле 23, которое включит реле 25 с самоудерживапием. Реле 25 через резистор 20 подключит ко входу усилителя 21 источник напряжеппя -U, вследствие чего на выходе усилителя 2/ получптся положитс.чьное нанряженне, соответствующее относительному увеличению вытял ки, при котором Р п. После этого реле 17 отпадает.
С момента отпадения замыкающего контакта датчика 9 пачпнает работать блок 12 задержки. Если А АМИН, то (7вых2) -- 0. При этом усилитель 27 обеспечивает включение реле 25 с задержкой, равиой времени перемеи 1,епия заднего конца металла 4 от датчика 5 до точки б на расстояние Lr,. Расстояние LS выбирается тaки, чтобы при заданных технологических параметрах обеспечить требуемую эталонную длппу LJ. Если л Лмик, то Ьпых21 О и прп этом усилитель 27 обеспечивает вклЕоченне реле 28 с задержкой, равной временп перемещения заднего конца металла 4 от датчика 9 до точки б иа расстояние Lfi LS -I- AL.,.
Смещение точки б иа расстояние Л1.4 пропорционально величине абсолюгного уменьщення эталонной длнны L-, при увеличении
вытяжки А АМ,Г„.
Реле 28, включнвщись, включает усилитель 31 и подготавливает к включеиню реле 30, которое включается с самоудерживанием в момент реза датчиком 7. В момент включепня реле 28 длина L.i металла неред ножницами 2 точно соответствует п заготовкам номинально длииы /. При этом - A.(..t. Если рез нроизводится одновремеино с включением реле 28, то реле 30 разрывает входную цепь усилителя 31 и с делителя на резисторах 33, 34 снимается унравляющий сигнал, равный нулю.
Если рез производится позже включения реле 28, то на носледнюю заготовку не хваТИТ проката 3, выщедщего из ножпиц 2 с момента включения реле 28 до реза. Эта недостаюнтая длина нзмеряется усилителем 31 путем интегрирования напряжения U-r,- датчика 6. В момент реза включается реле 30, которое
разрывает входную цепь усилителя 5/ и соединяет его выход с делителем. С этого делителя енимаетея управляющий сигнал, пропорциональный недостающей длине заготовки, который подается в привод / иа ускорение
та 3, полученного из металла 4, отпадает реле 36, которое отключает реле 25 и 30.
Предмет изобретения
Устройство управления приводом летучих ножниц для резки проката после чистовой группы клетей, содержащее датч:ик скорости резки, датчик реза, два датчика положения заднего конца прокатываемого и разрезаемого металла, установленные один за другим перед чистовой группой клетей по направлению движения металла, и вычислительный блок на операционных усилителях, соединенный с этими датчиками, отличающееся тем, что, с целью обеспечения безотходного раскроя проката на заготовки заданной номинальной длины в пределах допуска, в нем расстояние от одного датчика положения. Первого по направлению движения металла, до второго и расстояние от второго датчика положения до линии реза больше соответствующей каждому из них максимальной эталонной длины Металла, позволяющей при минимальной вытяжке получить целое число заготовок номинальной длины; вычислительный блок содержит узел определения относительного увеличения вытяжки по сравнению с заданной минимальной ее величиной, состоящий из включаемого первым датчиком положения интегрирующего усилителя с выходным реле фиксации момента прохождения задним концом металла заданной точки между двумя датчиками положения, находящейся от второго датчика положения на расстоянии, равном эталонной длине металла, двух возвращаемых в исходное состояние датчиком реза интегрирующих усилителей, входы
которых подсоединены к двум разным полюсам выхода датчика скорости резки, один- контактом реле фиксации, другой - контактом второго датчика положения, подсоединенной к выходам этих усилителей трехвходовой схемы сложения токов с инвертирующим усилителем, с выходным реле для обнаружения отрицательной полярности выходного сигнала последнего усилителя с дополнительным самоудерживающимся реле, включенным последним выходным реле и служащим для подключения к одному из входов схемы сложения источника отрицательного напряжения; узел задержки, пропорциональной при увеличении вытяжки величине абсолютного уменьшения эталонной длины металла, которая меньше расстояния от линии реза до второго датчика положения, выполненный в виде включаемого вторым датчиком положения интегрирующего усилителя и выходного реле, обмотка которого включена между выходами этого усилителя и инвертирующего усилителя схемы сложения; узел формирования управляющего сигнала на ускорение ножниц, пропорционального длине проката, недостающей на последнюю заготовку, состоящий из промежуточного самоудерживающегося реле, включаемого в момент реза датчиком реза при включенном выходном реле узла задержки, делителя напряжения для подачи управляющего сигнала на привод ножниц, включаемого выходным реле узла задержки интегрирующего усилителя, вход которого подсоединен размыкающим контактом промежуточного реле к датчику скорости резки, а выход- размыкающим контактом этого реле к делителю напряжения.
21
J 1
1 I1
j-i-{± -4 r
7JL
:2j

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО к ПРОКАТНОМУ СТАНУ для БЕЗОТХОДНОЙ РЕЗКИ ПРОКАТА НА ЗАГОТОВКИ ЛЕТУЧИМИ НОЖНИЦАМИ | 1972 |
|
SU336100A1 |
| УСТРОЙСТВО К НОЖНИЦАМ ПРОКАТНОГО СТАНА ДЛЯ ОПТИМАЛЬНОГО РАСКРОЯ ПРОКАТА | 2004 |
|
RU2278768C2 |
| УСТРОЙСТВО к ПРОКАТНОМУ СТАНУ для БЕЗОТХОДНОЙ РЕЗКИ ПРОКАТА . НА ЗАГОТОВКИ ЛЕТУЧИМИ НОЖНИЦАМИ | 1972 |
|
SU327009A1 |
| Устройство автоматического управления летучими ножницами для резки передних торцов проката | 1982 |
|
SU1228978A1 |
| Устройство к прокатному стану для раскроя проката летучими ножницами | 1973 |
|
SU489596A1 |
| Устройство для безотходного раскроя проката | 1987 |
|
SU1493397A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| Устройство для безотходного раскроя металла | 1970 |
|
SU382484A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОЙ РЕЗКИ МЕТАЛЛА | 1960 |
|
SU133320A1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |