1
Изобретение относится к технологии часового производства и может быть использовано на часовых заводах при сборке часовых механизмов.
Известен способ отладки взаимодействия деталей анкерного спуска часов путем подгонки палет анкерной вилки.
В случаях, когда имеют место погрешности размеров или взаимного расположения звеньев анкерного спуска, возникает необходимость передвигать палеты в пазах анкерной вилки, предварительно вынув ее из часового механизма.
Это одна из самых сложных операций сборки часов, во время которой необходимо отладить ряд взаимозависимых размеров.
Анкерную вилку вынимают из часового механизма, передвигают полеты и вставляют вилку в часовой механизм иногда многократно до тех пор, пока взаимодействие де1алей спуска удается наладить.
Цель изобретения - упрощение технологии отладки и повышение производительности.
Это достигается тем, что часовой механизм без анкерной вилки и баланса устанавливают на проектор, совмеш.ают на экране проекцию опоры анкерной вилки с осью, изображенной на проекторном шаблоне анкерной вилки, выставляют чертеж хвостовой части анкерной вилки по отношению к проекции опоры баланса и определяют требуемое расположение палет относительно оси и хвостовой части шаблонного чертежа анкерной вилки по взаимному расположению проекций опор анкерной
вилки по взаимному расположению проекций опор анкерной вилки и баланса и зуба анкерного колеса в зонах его взаимодействия с палетами, после чего на другом проекторе устанавливают предназначенную для этого механизма анкерную вилку, выставляют требуемое взаимное расположение изобрал енных на шаблоне чертежей оси баланса и анкерного колеса по отношению к проекции оси и хвостовой части анкерной вилки и перемещают
палеты до требуемого расположения их проекций по отношению к шаблонному чертежу анкерного колеса, а затем устанавливают анкерную вилку в свой часовой механизм.
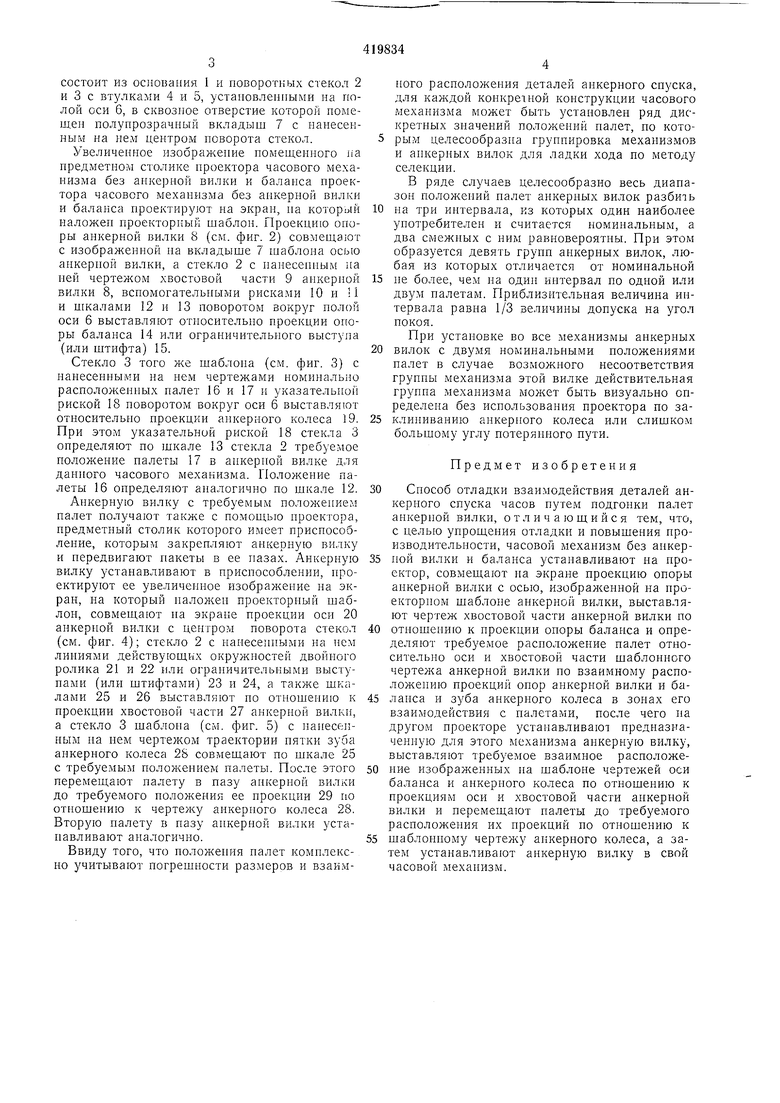
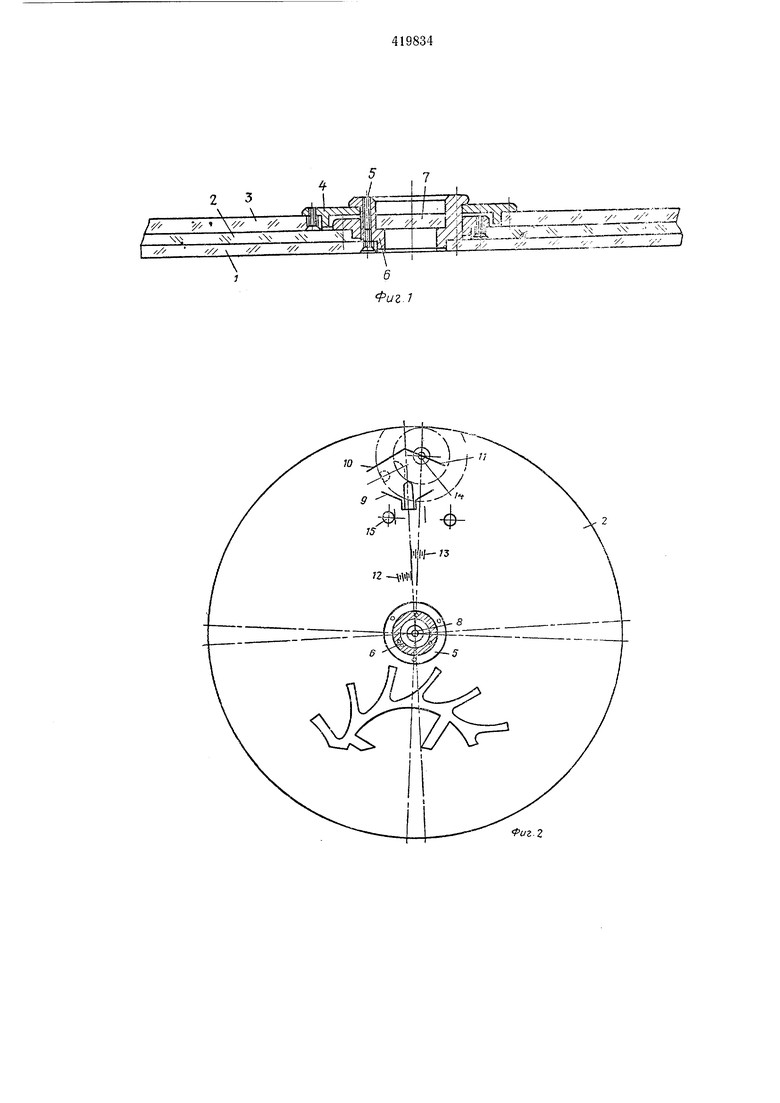
На фиг. 1 изображена конструкция проекторного шаблона с соосноповоротными стеклами, предназначенного для реализации предлагаемого способа; на фиг. 2 и 3 - стекла проекторного шаблона, предназначенного для определения требуемого расположения палет;
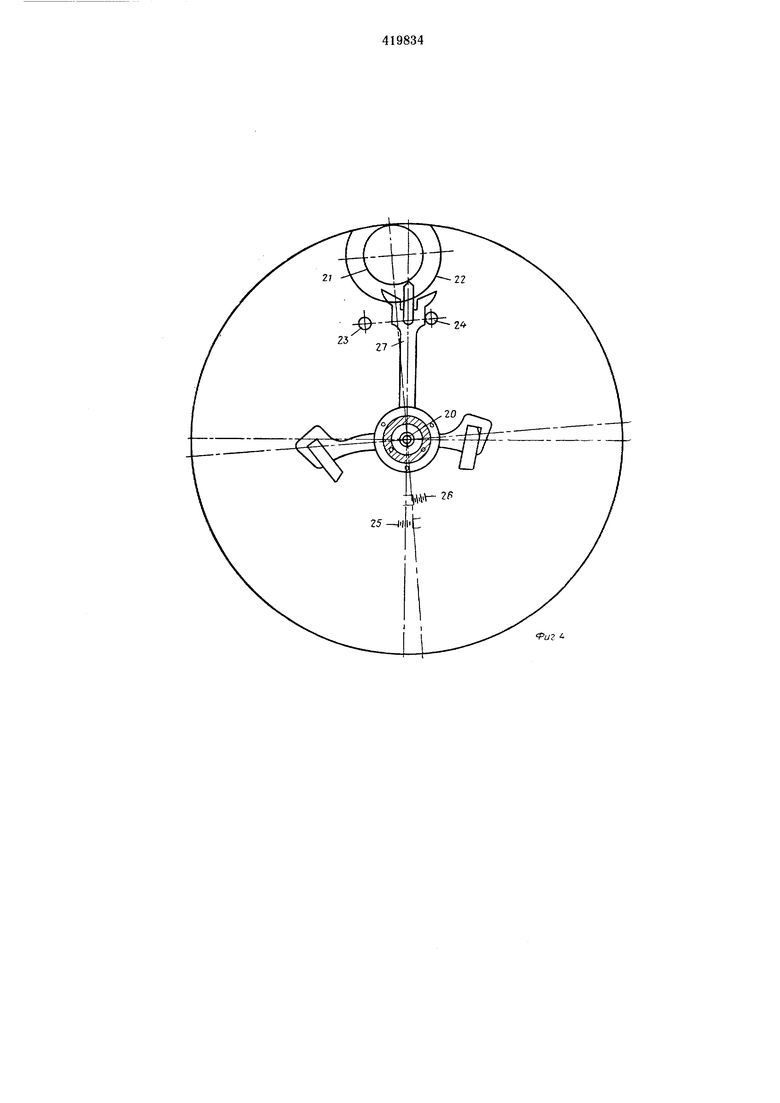
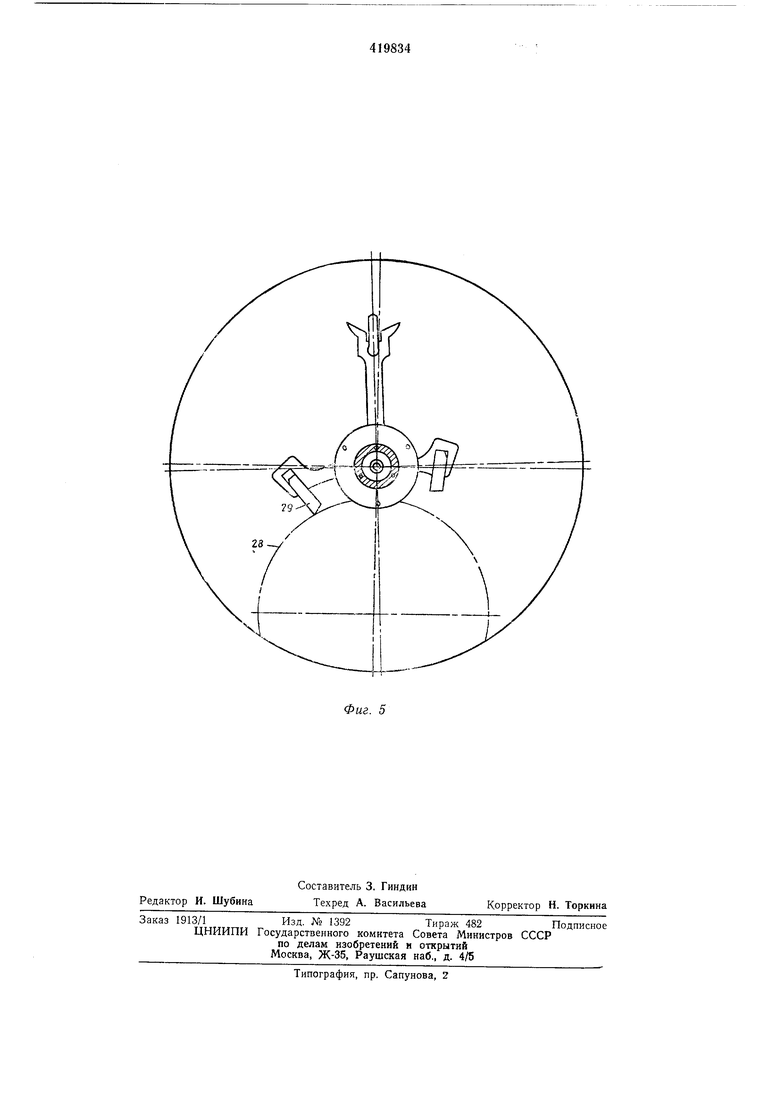
на фиг. 4 и 5 - то же для установки требуемого расположения палет в пазах анкерной вилки.
Отладку взаимодействия деталей анкерного спуска производят на проекторе с помощью
специального проекторного шаб.юна, который
состоит из основания 1 и поворотных стекол 2 и 3 с BTyvTKaMH 4 и 5, установленными на полой оси 6, в сквозное отверстие которой помещен полупрозрачный вкладыш 7 с нанесенным на нем центром поворота стекол.
Увеличенное изображение номещенного на предметном столике нроектора часового механизма без анкерной вилки и балаиса проектора часового механизма без анкерной вилки и баланса проектируют на экран, на котори1Й наложен проекторный нтаблон. Проекцню оноры анкерной вилки 8 (см. фиг. 2) совмещают с изображенной на вкладыще 7 шаблона осью анкерной вилкп, а стекло 2 с нанесеппым на пей чертежом хвостовой частн 9 анкерной вилки 8, всномогательными рисками 10 и ;1 и щкалами 12 и 13 поворотом вокруг полой оси 6 выставляют относительно проекции опоры баланса 14 или ограничительиого выступа (или штифта) 15.
Стекло 3 того же шаблона (см. фиг. 3) с нанесенными на нем чертежами номинально расположеииых палет 16 и 17 и указательной риской 18 поворотом вокруг оси 6 выставляют относительно проекции анкерного колеса 19. При этол1 указательной риской 18 стекла 3 определяют по щкале 13 стекла 2 требуемое положение налеты 17 в анкерной вилке для данного часового механизма. Положение палеты 16 определяют аналогично по шкале 12.
Анкерную вилку с требуемым положением палет получают также с помоп1,ью проектора, предметный столик которого имеет приспособление, которым закрепляют анкерную внлку и передвигают пакеты в ее пазах. Анкерную вилку устанавливают в приспособлении, проектируют ее увеличенное изображение на экран, на который наложен проекторный шаблон, совмещают на экране проекции оси 20 анкерной вилки с центром поворота стекол (см. фиг. 4); стекло 2 с нанесенными на нем линиями действующих окружностей двойного ролика 21 и 22 пли ограничительными выступами (или штифтами) 23 и 24, а также щкалами 25 и 26 выставляют по отношению к проекции хвостовой части 27 анкерной вилки, а стекло 3 шаблона (см. фиг. 5) с нанесенным на нем чертежом траектории пятки зуба анкерного колеса 28 совмещают по шкале 25 с требуемым положением палеты. После этого перемещают налету в пазу анкерной вилки до требуемого положения ее проекции 29 по отношению к чертежу анкерного колеса 28. Вторую налету в пазу апкерпой вилки устапавливают аналогично.
Ввиду того, что положепия палет комплексно учитывают погрещности размеров и взаимного расположения деталей анкерного спуска, для каждой конкретной конструкции часового механизма может быть установлен ряд дискретных значений положений палет, по которы. целесообразна групнировка механиз.мов и анкерных вилок для ладки хода по методу селекции.
В ряде случаев целесообразно весь диапазон положений палет анкерных вилок разбить
на три интервала, из которых один наиболее унотребителен и считается номинальным, а два смежных с ним равновероятны. При этом образуется девять групп анкерных вилок, любая из которых отличается от номинальной
не более, че.м иа один интервал по одной или двум палетам. Приблизительная величина интервала равна 1/3 величины допуска на угол покоя.
При устаиовке во все механизмы анкерных
вилок с двумя номинальными положениями палет в случае возможпого несоответствия группы механизма этой вилке действительная грунна механизма может быть визуально определена без использования проектора по заклипиванию анкерного колеса или слишком больщому углу потерянного пути.
Предмет изобретения
Способ отладки взаимодействия деталей анкерного спуска часов путем подгонки палет анкерной вилки, отличающийся тем, что, с целью упрощепия отладки и повыщения производительности, часовой механизм без апкерной вилки и баланса устапавливают на проектор, совмещают на экране проекцию опоры анкерной вилки с осью, изобралсенной на проекторном шаблоне анкерной вилки, выставляют чертеж хвостовой части анкерной вилки по
отнощению к проекции опоры баланса и определяют требуемое расположение палет относительно оси и хвостовой части шаблонного чертежа анкерной вилки по взаимному расположению проекций опор анкерной вилки и баланса и зуба анкерного колеса в зонах его взаимодействия с налетами, после чего на другом проекторе устапавливают предназначенную для этого механизма анкерную вилку, выставляют требуемое взаимное расположение изображенных на шаблоне чертежей оси баланса и анкерного колеса по отношению к проекциям оси и хвостовой части анкерной вилки и перемещают палеты до требуемого расположения их нроекций по отпошению к
шаблонному чертежу анкерного колеса, а затем устанавливают анкерную вилку в свой часовой механизм.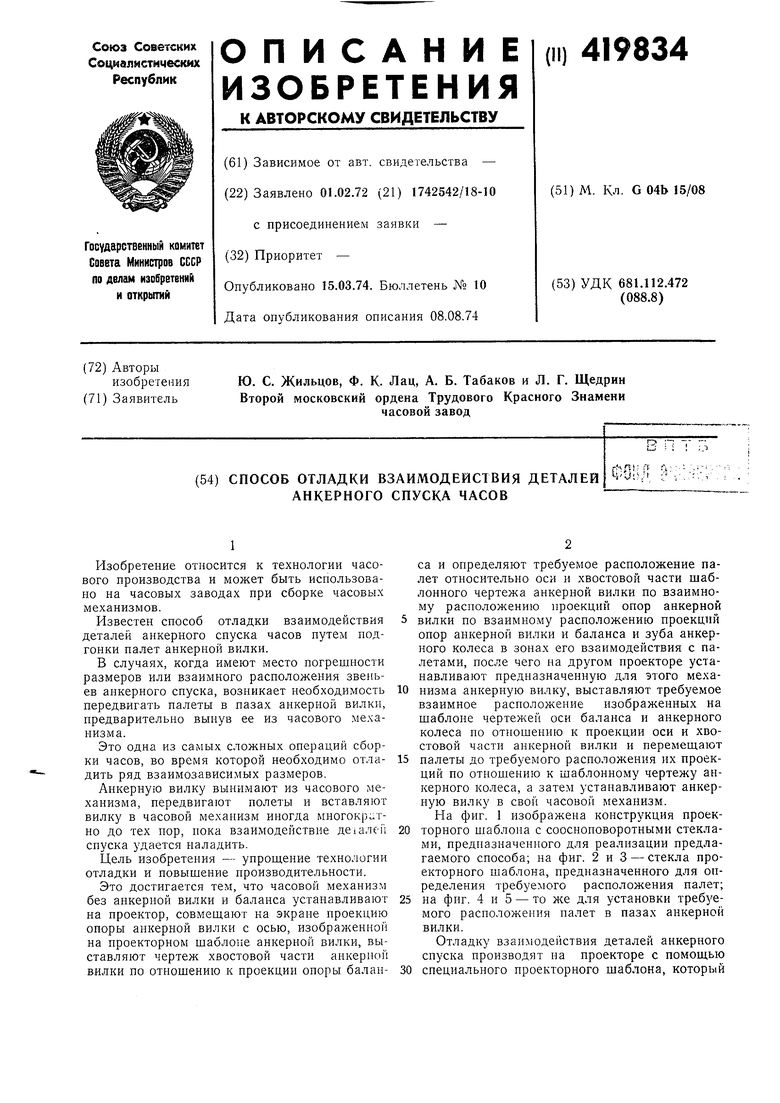
| название | год | авторы | номер документа |
|---|---|---|---|
| Проектор для контроля и регулировки анкерного спуска | 1958 |
|
SU123326A1 |
| СПОСОБ УСТАНОВКИ ПАЛЕТ В АНКЕРНОЙ ВИЛКЕ | 1971 |
|
SU299821A1 |
| УСТРОЙСТВО для УСТАНОВКИ ПАЛЕТ В АНКЕРНОЙ ВИЛКЕ | 1971 |
|
SU305452A1 |
| ПЛАТФОРМА СПУСКА ДЛЯ ЧАСОВ | 2012 |
|
RU2589637C2 |
| Спусковой механизм для тонких часов | 2024 |
|
RU2826795C1 |
| Устройство для установки палет в анкерной вилке | 1975 |
|
SU563665A1 |
| СТОПОРНЫЙ СПУСК ДЛЯ ЧАСОВ | 2006 |
|
RU2408042C2 |
| Устройство для установки палет в анкерной виле | 1976 |
|
SU601654A1 |
| Электромагнитный часовой ход | 1956 |
|
SU114353A1 |
| Пинцет для захвата и установки часовых деталей | 1978 |
|
SU682868A1 |
Риг. 2
i/г.;
Pu
Фиг. 5
