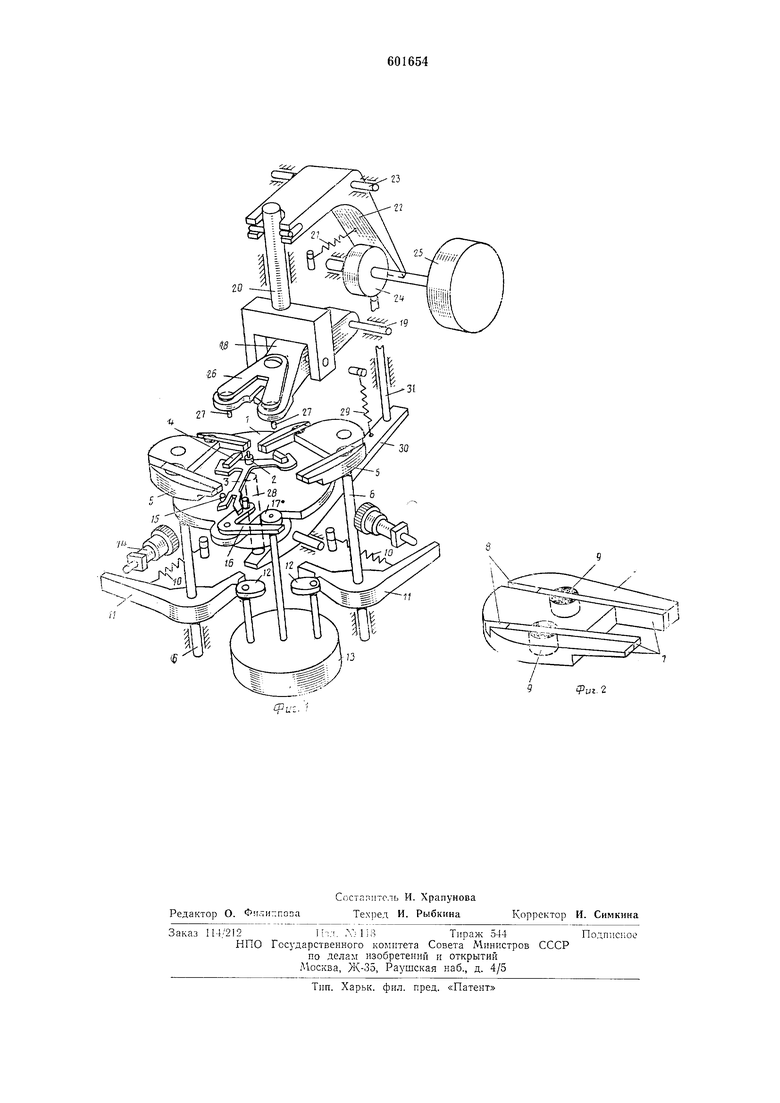
11 и рычагов 5 ври точной установке палет 4. Механизм фиксация хвостовика ан|керной вилки 3 состоит из неподвижного 15 и подпружиненного подвижного 16 ограничителей. Последний кулачкОМ 17 связан с тем же приводом
13.Верхний лрижим 18 плеч анкерной вил1ки 3 (Поворотно закреплен на горизонтальной оси 19 и посредствоим вертикального штока 20, подпружиненного .пружиной 21 вильчатого рычага 22, поворотно закрепленного на горизонтальной оси 23, и кулачка 24 связан с приводом 25. Верхний прижим /5 снабжен подпружиненными (разрезная плоская пружина 26) штифтами 27 для выравнивания палет по плоскости.
Устройство снабжено съемником 28, входящим в базовое отверстие с нижней стороны рабочего стол-ика / и выполненным с возможностью вертикальных возвратно-поступательных перемещений посредством подпружиненного пружиной 29 корО)мысла 30 и вертикального штока 31, взаимодействующего с кулачком 24. Приводы 13 и 25 выполнены таким образом, что движения прижи1ма 18, съемника 28, рычагов 5 и подвижного ограничителя 16 хвостовика анкерной вилки 3 строго согласованы по времени.
Устройство работает в полуавтоматичеаком режиме следующим образом.
С помощью винтов 14 устройство настраивают но эталонному образцу на проекторе (на чертеже не показан). Анкерную вилку 3 с установленными произвольно налетами 4 размещают на рабочем столике / таким образо)М, чтобы нижняя цапфа оси 2 анкерной вилки 3 попала в базовое отверстие столика /. Включают приводы 13 и 25. Подвижный ограничитель 16, поворачиваясь от привода 13, прижимает хвостовик вилки 3 .к неподвижному ограничителю 15. Верхний прижим 18, поворачизаясь от привода 25 вокруг оси 19 против часовой стрелки, воздействует на плечи анкерной вилки 3, а подпружиненные штифты 27 прижимают и выравнивают-по плоскости налеты 4. Таким образом,анкерная вилка оказывается зафиксированной на столике /. Съемник 28 опускается в крайнее нижнее положение. Подпружиненные рычаги 5, находящиеся в нейтральном положении, одновременно поворачиваются, выдвигая палеты 4 из пазов на величину, заведомо большую необходимой. Затем под действием пружин 10 рычаги 5 одновременно поворачиваются в противоположную сторону до момента контакта двуплечих рычагов 11с микрометрическими винтами
14,задвигая палеты 4 до заданной установочной позиции. Далее рычаги 5 снова отходят в
исходную позицию. Верхний прижим 18, поворачиваясь вокруг оси 19 по часовой стрелке, освобождает плечи и палеты 4 анкерной вилки 3. Подвижный ограничитель 16 освобождает хвостовик анкерной вилки 5. Съемник 28. поднимаясь в крайнее верхнее положение, выталкивает ось 2 анкерной вилки из базового отверстия рабочего столика. Вилку 3 с установленными палатами 4 снимают с рабочего
столика и укладывают в тару.
Устройство смонтировано на проекторе с увеличением , что обеспечивает удобство при наладке устройства, позволяет производить выборочный контроль в процессе работы
и выявлять дефекты палет.
Формула изобретения
Устройство для установки палет в анкерной вилке, содержащее рабочий столик с базовым отверстием под ось анкерной вилки, двухрож ковые рычаги для передвижения палет, верхний нрижим, ненодвижный и подпружИНенный подвижный, ограничители
хвостОВика анкереой вилки, отличающееся тем. что, с целью поБышения производительности и точности установки налет, двухрожковые рычаги в рабочих участках снабжены твердосплавными
пластинами и жестко закреплены на вертикальных валах, выполненных с возможностью .колебательных движений вокруг собственных осей под действием пружин и кулачкового механизма привода, с которым связан и подвижный ограничитель хвостовика анкерной вилки, а верхний прижим снабжен подпружиненными штифтами для выравнивания налет до плоскости, поворотно закреплен на горизонтальной оси и с помощью штока и шарнирного рычага связан с кулачковым механизмом привода, причем устройство снабжено установленны.м под рабочим столиком соосно базовому отверстию съемником, выполненным с возможностью вертикальных возвратно-постунательных перемещений посредством коромысла и штока, связанного с кулачковым механиз.мом привода.
Источники информации, нринятые во внимаяие при экснертизе:
1.Тагиров С. М., «Конструкция и технология сборки механических часов, М., 1960, с. 155-156.
2.Попова В. Д. и Гольдберг Н. В. «Устройство и технология сборки часов, М., 1973,
с. 268-270.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для УСТАНОВКИ ПАЛЕТ В АНКЕРНОЙ ВИЛКЕ | 1971 |
|
SU305452A1 |
| СПОСОБ ОТЛАДКИ ВЗАИМОДЕЙСТВИЯ ДЕТАЛЕЙ АНКЕРНОГО СПУСКА ЧАСОВf?sni'О' !\у U'^:^;! ;< ^ | 1972 |
|
SU419834A1 |
| Устройство для установки палет в анкерной вилке | 1973 |
|
SU464886A1 |
| Устройство для установки палет в анкерной вилке | 1975 |
|
SU563665A1 |
| Устройство для обработки деталей в ленте | 1973 |
|
SU484491A1 |
| Штамп для обработки полосового материала | 1989 |
|
SU1632569A1 |
| Резьбонакатной полуавтомат | 1988 |
|
SU1625568A1 |
| Ротационно-обжимное устройство | 1977 |
|
SU742024A1 |
| Приспособление для установки плоских малогабаритных деталей | 1990 |
|
SU1774908A3 |
| Устройство для монтажа ленточных перемычек по торцу платы | 1987 |
|
SU1505726A1 |