1
Изобретение относится к области технологии часового производства и может быть использовано при сборке узла анкерной вилки.
Известны пинцеты для захвата и установки различных часовых деталей, в том числе и налет, имеющие две пружинящие губки, внутренняя поверхность рабочей части которых в закрытом состоянии образует лаз с фиксирующим элементом по форме устанавливаемой детали 1.
Однако с помощью такого пинцета для установки палеты в пазу анкерной вилки на определенный размер с точностью ±0,02 мм приходится вначале задвигать налету до упора в стенку паза, а затем выдвигать ее, устанавливая с помощью проектора на необходимый установочный размер.
Цель изобретения - снижение трудоемкости операций вставки и предварительной установки палет в анкерной вилке.
Для достижения указанной цели фиксирующий элемент пинцета выполнен в виде уступа под импульсную плоскость палеты, а наружная поверхность рабочей части пинцета образована двумя пересекающимися взаимно перпендикулярными поверхностями, одна из которых - опорная составляет с осью симметрии пинцета угол 40- 50° и перпендикулярна к плоскости уступа,
глубина которого равна вылету палеты от контура анкерной вилки.
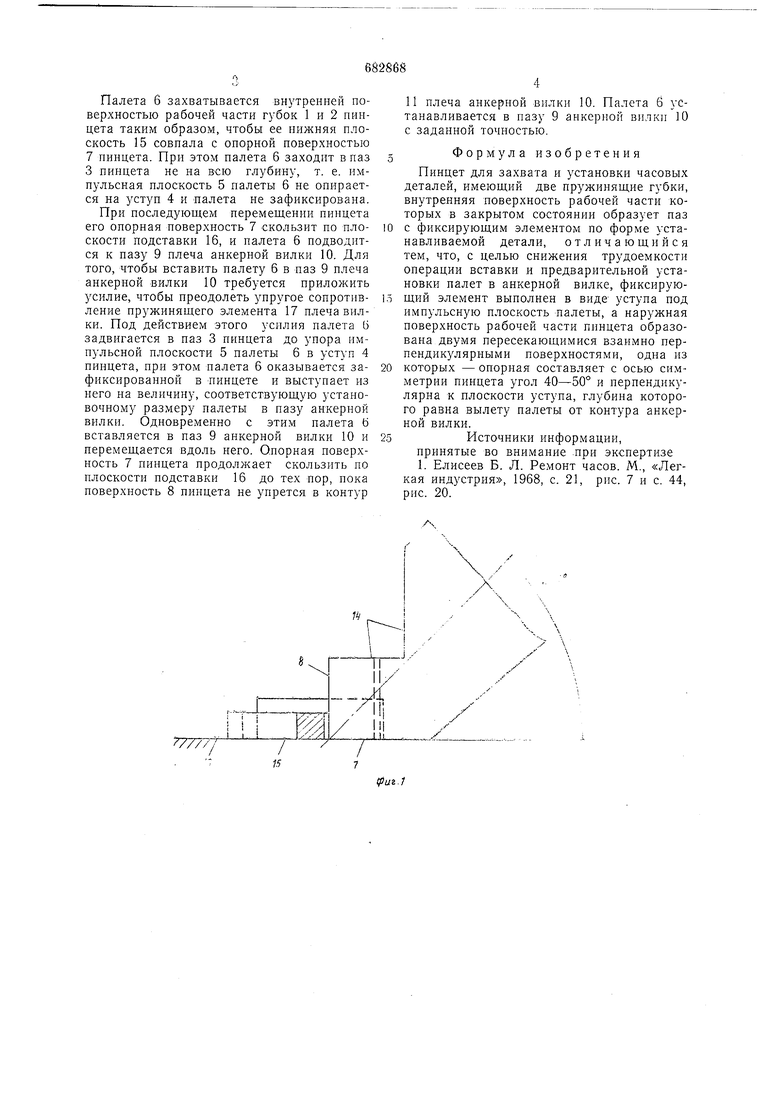
На фиг. 1 показана рабочая часть пинцета в процессе установки палеты; на фиг. 2 - то же, вид сверху.
Пинцет имеет две пружинящие губки 1 и 2. На внутренней поверхности рабочей части губки 1 выполнен паз 3 с фиксирующим уступом 4, который соответствует имиульсной плоскости 5 захватываемой палеты Ь. Наружная поверхность рабочей части губок 1 и 2 образована двумя пересекающимися взаимно перпендикулярными поверхностями 7 и 8. Одна из них - опорная поверхность 7 расположена под углом 40- 50 к оси симметрии пинцета, что соответствует углу наклона иинцета в руке при вставке палеты в паз 9 плеча анкерной вилки 10 и перпендикулярна к плоскости
уступа 4. Глубина / уступа 4 равна вылету палеты 6 от контура 11 анкерной вилки 10, а ширина b /з ширины палеты 6. Для уменьшения износа губки 1 и 2 пинцета оснащены твердосплавными вставками 12 и
13. Вырез 14 на губках 1 и 2 пинцета облегчает визуальное наблюдение за захватываемой палетой 6.
Вставка и установка палеты в анкерной вилке с помощью пинцета осуществляется
следующим образом.
Палета 6 захватывается внутренней поверхностью рабочей части губок 1 и 2 пинцета таким образом, чтобы ее нижняя нлоскость 15 совпала с опорной поверхностью 7 пинцета. При этом палета 6 заходит в паз 3 пинцета не на всю глубину, т. е. импульсная плоскость 5 палеты 6 не опирается на устуи 4 и палета не зафиксирована.
При последующем перемещении пинцета его опорная поверхность 7 скользит по плоскости подставки 16, и палета 6 подводится к пазу 9 плеча анкерной вилки 10. Для того, чтобы вставить налету 6 в паз 9 плеча анкерной вилки 10 требуется приложить усилие, чтобы преодолеть упругое сопротивление пружинящего элемента 17 плеча вилки. Под действием этого усилия палета (3 задвигается в паз 3 пинцета до упора импзльсной плоскости 5 палеты 6 в уступ 4 пинцета, при этом палета 6 оказывается зафиксированной в пинцете и выступает из него на величину, соответствующую установочному размеру палеты в пазу анкерной вилки. Одновременно с этим палета b вставляется в паз 9 анкерной вилки 10 и перемещается вдоль него. Опорная поверхность 7 пинцета продолжает скользить по плоскости подставки 16 до тех пор, пока поверхность 8 пинцета не упрется в контур
II плеча анкерной вилки 10. Палета 6 устанавливается в пазу 9 анкерной вилки 10 с заданной точностью.
Формула изобретения
Пинцет для захвата и установки часовых деталей, имеющий две пружинящие губки, внутренняя поверхность рабочей части которых в закрытом состоянии образует паз
с фиксирующим элементом по форме устанавливаемой детали, отличающийся тем, что, с целью снижения трудоемкости операции вставки и предварительной установки налет в анкерной вилке, фиксирующий элемент выполнен в виде уступа под импульсную плоскость палеты, а наружная поверхность рабочей части пинцета образована двумя пересекающимися взаимно перпендикулярными поверхностями, одна из
которых - опорная составляет с осью симметрии пинцета угол 40-50° и перпендикулярна к плоскости уступа, глубина которого равна вылету палеты от контура анкерной вилки.
Источники информации,
иринятые во внимание при экспертизе 1. Елисеев Б. Л. Ремонт часов. М., «Легкая индустрия, 1968, с. 21, рис. 7 и с. 44, рис. 20.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вставки палет в анкерную вилку | 1975 |
|
SU543917A1 |
| УСТРОЙСТВО для УСТАНОВКИ ПАЛЕТ В АНКЕРНОЙ ВИЛКЕ | 1971 |
|
SU305452A1 |
| Устройство для сверления отверстий в бумажных блоках | 1974 |
|
SU536958A1 |
| СПОСОБ УСТАНОВКИ ПАЛЕТ В АНКЕРНОЙ ВИЛКЕ | 1971 |
|
SU299821A1 |
| Устройство для установки палет в анкерной виле | 1976 |
|
SU601654A1 |
| Устройство для установки палет в анкерной вилке | 1975 |
|
SU563665A1 |
| Электромагнитный часовой ход | 1956 |
|
SU114353A1 |
| ПЛАТФОРМА СПУСКА ДЛЯ ЧАСОВ | 2012 |
|
RU2589637C2 |
| СПОСОБ ОТЛАДКИ ВЗАИМОДЕЙСТВИЯ ДЕТАЛЕЙ АНКЕРНОГО СПУСКА ЧАСОВf?sni'О' !\у U'^:^;! ;< ^ | 1972 |
|
SU419834A1 |
| Устройство смены палет в гибком производственном модуле | 1986 |
|
SU1425049A1 |

./
/
10 S -п g ;7
/ / / /
п
