1
Изобретение относится К станкостроению.
Известны устройства для крепления шлифовальных кругов на шлинделе.станка, уста.иовлеаиых на двух взаимно подвижных в осевом направлении элементах.
Предложенное устройство отличается тем, что оно снабжено двзМЯ (кольцевыми ме.мбранами, устаповлеппыми соосно со -ш.пи.нделем, каждая из которых связана с обоими элементами. Этим достигается точная регулировка расстояния между кругам.и.
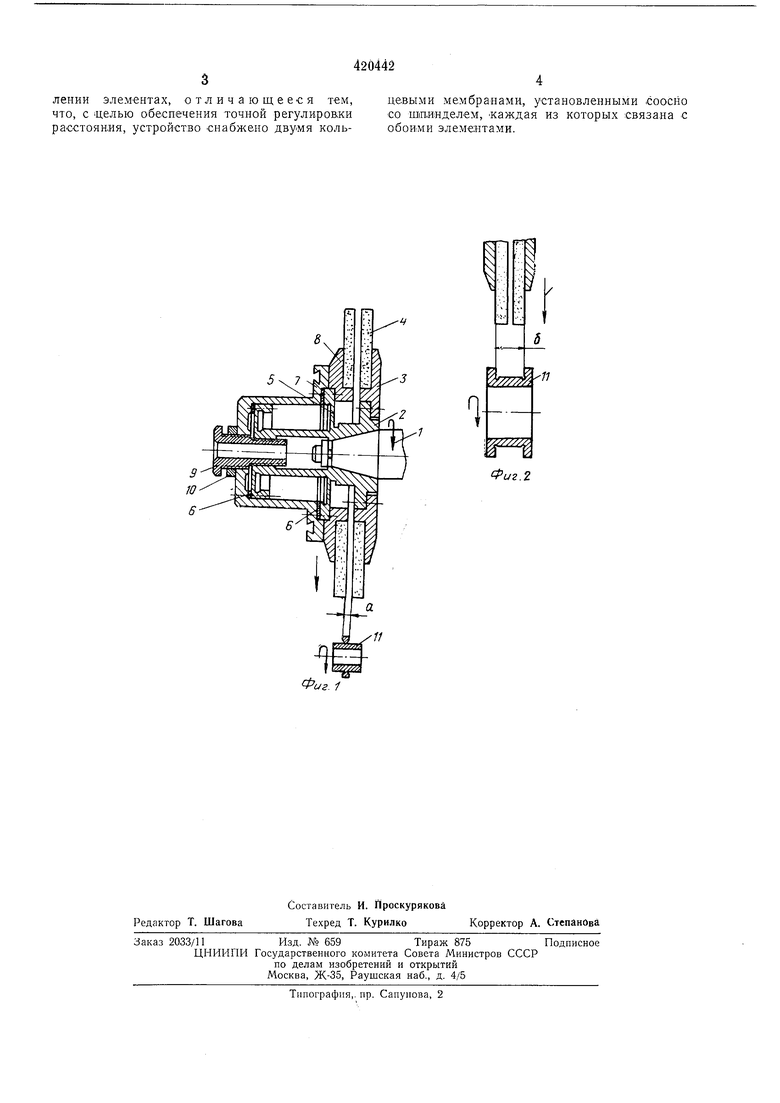
Иа фиг. 1 изображено предложенное устройство, разрез плоскостью, проходящей через оси шлифовального шпинделя и шпинделя изделия; на фиг. 2 - вариант использования устройства для обработки внутренних торцовых поверхностей.
На конце 1 шлифовального шпинделя установлена внутренняя втул,ка 2. К бурту втулки 2 крепится фланец 3 с приклеенным абразивным кругом 4. На втул-ке 2 имеются элементы (мембраны 5), допуокаюшие ограниченную осевую ПОДВИЖНОСТЬ. К мембранам 5 крепится с нрименением сменных компенсаторов 6 наружная втулка 7. К бурту наружной втулки 7 крепится фланец 8 с приклеенным кругов 4. На левых «онцах втуло,к 2 и 7 имеются резьбовые отверстия с резьбой разного шага. В эти отверстия ввернут дифференциальный винт 9 с гайкой 10. Обработку изделия 11,
за,крепляемого на шлинделе бабки изделия, ведут либо внутренними кромками абразивныхкругов, выдерживая размер а (см. фиг. 1), либо - наружными, выдерживая размер б (см. фиг. 2). Расстояние между торцами шлифовальных кругов грубо регулируется набором сменных компенсаторов 6. Затем правят торцы шлифовальных кругОВ, внутренние или наружные в зависимости от вида обработки.
Враш,ением дифференциального винта 9 лроизводят перемешение наружной втулки 7 относительно внутренней втул.ки 2 за счет деформации :мембран 5, точно регулируя расстояние между внутренними (размер а) или
наружными (размер б кромками абразивных кругов 4. Полученный размер фиксируется гай,кой 10. Минимальная ширина а определяется толщиной оправки с алмазом, применяемой для пра.ВКИ внутренних поверхностей
абразивных 1кругов. Минимальная ширина б определяется толщиной абразивных кругов, обеспечивающей их достаточную механическую прочность.
25
П ip е д е т и з о б р е т е н и я
Устройство для крепления шлифовальных
кругов на щпинделе станка, установленных
30 на двух Взаимно подвижных в осевом HanpaiBлении элементах, отличающееся тем, что, с щелью обеспечения точной регулировки расстояния, устройство снабжено двумя кольцевыми мембранами, установленными соосно со шпинделем, каждая из которых связана с обоими элементами.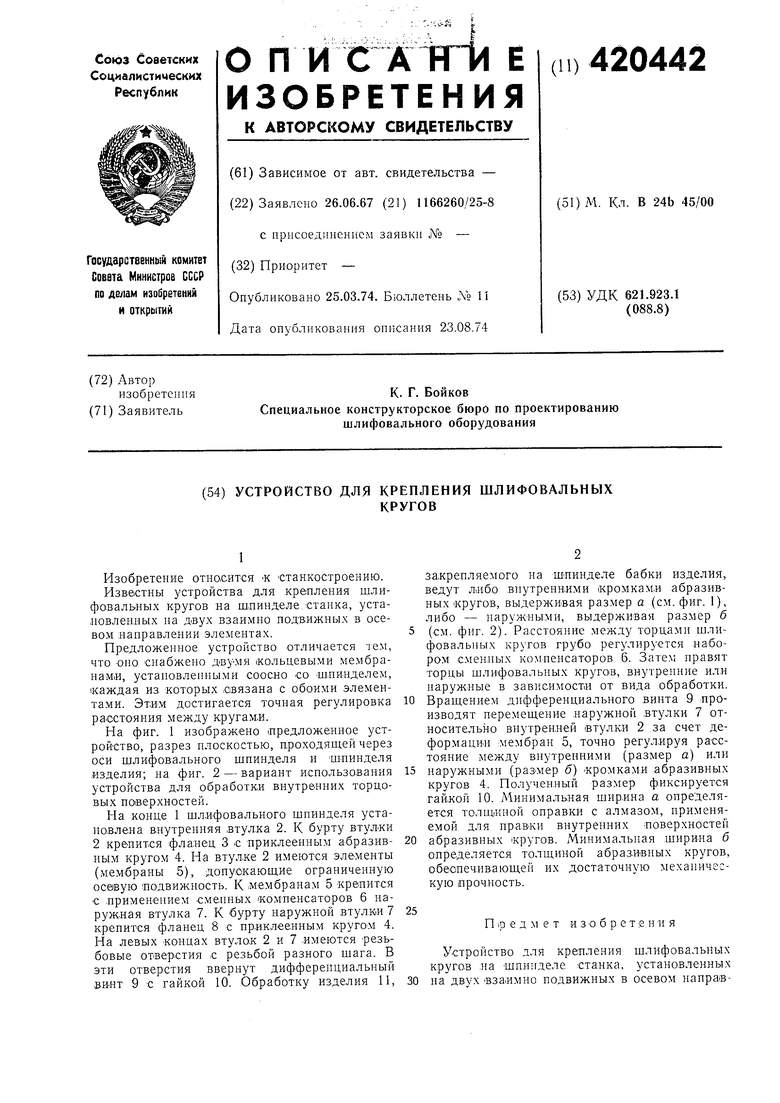
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2107605C1 |
| СПОСОБ ПРЕРЫВИСТОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ КАНАВОК ОТВЕРСТИЙ ВРЕЗАНИЕМ | 2004 |
|
RU2276003C1 |
| СБОРНЫЙ ПРЕРЫВИСТЫЙ АЛМАЗНО-АБРАЗИВНЫЙ КРУГ ДЛЯ ВНУТРЕННЕЙ ОБРАБОТКИ КАНАВОК ВРЕЗАНИЕМ | 2004 |
|
RU2275296C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2188118C1 |
| УНИВЕРСАЛЬНЫЙ УЗЕЛ КРЕПЛЕНИЯ АБРАЗИВНЫХ КРУГОВ | 2008 |
|
RU2400345C2 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
| Устройство для измерения траектории перемещения оси вращения шпинделя | 1985 |
|
SU1301646A1 |
| Шлифовальный круг для скоростного шлифования | 1989 |
|
SU1741604A3 |
| ЗАЖИМНОЕ УСТРОЙСТВО ДЛЯ РОТОРА ШЛИФОВАЛЬНОГО ШПИНДЕЛЯ И ДЕТАЛЬ В ВИДЕ ТЕЛА ВРАЩЕНИЯ ДЛЯ ЗАЖИМНОГО УСТРОЙСТВА | 2005 |
|
RU2371302C2 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ЛЕПЕСТКОВЫМИ КРУГАМИ | 2003 |
|
RU2241588C1 |
Фиг. 1
Ш
N
77
TTTZm
п
fu2.2
