Изобретение относится к металлообработке и может быть использовано для крепления как прямых, так и наклонных кругов при абразивной обработке плоских поверхностей периферией круга, в частности трудношлифуемых материалов, например титановых сплавов.
На примере шлифования изделий из титана можно выделить следующие особенности связанных с обработкой трудношлифуемых изделий:
- высокий износ шлифовального круга, вызывающий нарушение контакта между кругом и обрабатываемой деталью;
- высокие температуры, приводящие к снижению стойкости шлифовального круга и прижогу поверхности;
- налипание титана на шлифовальный круг и снижение его абразивного действия.
Специфика технологии обработки данных изделий, как правило, решается последовательными операциями с использованием различного шлифовального инструмента, имеющего различную геометрическую форму и требования по закреплению и балансировки системы узел крепления - инструмент (шлифовальный круг). Замена системы узел крепления - инструмент вместо перестановки одного инструмента приводит к росту вспомогательного времени, которое может сравниваться с машинным временем, что значительно снижает производительность.
Известен способ шлифования, при котором круг устанавливают под углом к плоскости, перпендикулярной оси вращения круга, кругу сообщают продольные возвратно-поступательные перемещения за счет продольной составляющей силы резания, попеременно возникающей с торцов круга при их набегании на обрабатываемую поверхность заготовки, для чего круг крепят на шпинделе с помощью упругого гофрированного элемента (Патент РФ №2146586, МПК В24В 1/00, публ. 20.02 2000).
Способ позволяет повысить стойкость шлифовальных кругов в 2 и более раз, практически исключает прижоги поверхности, снижает остаточные напряжения в верхних слоях материала на 15-20%.
Недостатком данного способа является то, что конструкция применяемого узла крепления позволяет использовать только специальные жесткие наклонные круги. Узел не долговечен и сложен в изготовлении. При шлифовании данными кругами на поверхности обрабатываемых изделий образуются риски, для удаления которых используется, например, мягкое шлифование радиальными лепестковыми кругами, установка которых требует замены узла крепления.
Известен способ крепления и уравновешивания наклонного к плоскости вращения диска (абразивного круга), включающий элементы установки и фиксации диска на шпинделе станка, уравновешивающий элемент из пары косых шайб с прямыми наружными торцами, прилегающих к наклонному диску с противоположных сторон, и определение значений геометрических параметров уравновешивающего элемента расчетным методом, при этом каждая косая шайба уравновешивающего элемента снабжена внутренним кольцевым выступом, имеющим наружную цилиндрическую поверхность, ось которой наклонена к оси шпинделя под углом, равным углу наклона диска к плоскости вращения, а наклонный диск своим посадочным отверстием, ось которого перпендикулярна его торцевым плоскостям, установлен и закреплен на наружных цилиндрических поверхностях обоих кольцевых выступов косых шайб, образуя тем самым заданный угол наклона к плоскости вращения (Патент РФ №2288455, MПК G01M 1/38, публ. 27.11.2005).
Способ сложен в изготовлении оснастки, для каждого типа размера шлифовального круга требуется изготовление индивидуального узла крепления, который требует замены при смене инструмента. Косые шайбы не имеют жесткой угловой фиксации, что создает предпосылки для их смещения относительно друг друга, а также инструмента и возникновения недопустимого дисбаланса в системе узел крепления - инструмент. Установка шлифовального круга трудоемка и требует соответствующей квалификации производственного персонала.
Техническим результатом данного изобретения является повышение производительности и качества шлифования плоских поверхностей за счет использования универсального узла крепления абразивных кругов, обеспечивающего надежное крепление как прямых, так и наклонных кругов с минимальным дисбалансом, позволяющего быстро производить переустановку типов кругов без дополнительной регулировки и настройки системы узел крепления - инструмент.
Технический результат заключается в том, что приспособление значительно увеличивает функциональные возможности шлифовальных станков и позволяет использовать ассортимент абразивных кругов, удовлетворяющих любым технологическим требованиям: мягкому, супермягкому или жесткому шлифованию, при этом в процессе установки наклонного круга системы узел крепления - инструмент не требуются регулировки для устранения дисбаланса, так положение уравновешивающих деталей имеет жесткую угловую фиксацию относительно оси вращения абразивного круга.
Указанный технический результат достигается применением универсального узла крепления прямых или наклонных абразивных кругов, выполненного в виде сборного модуля, содержащего крепежные элементы, базовую втулку, имеющую внутреннюю коническую поверхность для сопряжения с базовой поверхностью шпинделя станка и наружную цилиндрическую базовую и фланцевую поверхности, подвижную фланцевую втулку, коаксиально установленную на базовой втулке с возможностью фиксации углового положения относительно нее посредством штифта и имеющую наружную цилиндрическую поверхность, а также сменные косые уравновешивающие шайбы, размещенные на базовой и подвижной втулках с возможностью жесткой угловой фиксации посредством штифтов относительно соответствующего фланца, причем наружные цилиндрические поверхности базовой и подвижной втулок предназначены для установки абразивного круга, их фланцевые поверхности - для крепления прямых кругов, а косые уравновешивающие шайбы - для крепления наклонных кругов.
Так как узел крепления с установленным абразивным кругом представляет собранную модульную конструкцию, то возможно проверку балансировки узла крепления с установленным на нем абразивным кругом выполнять на стенде.
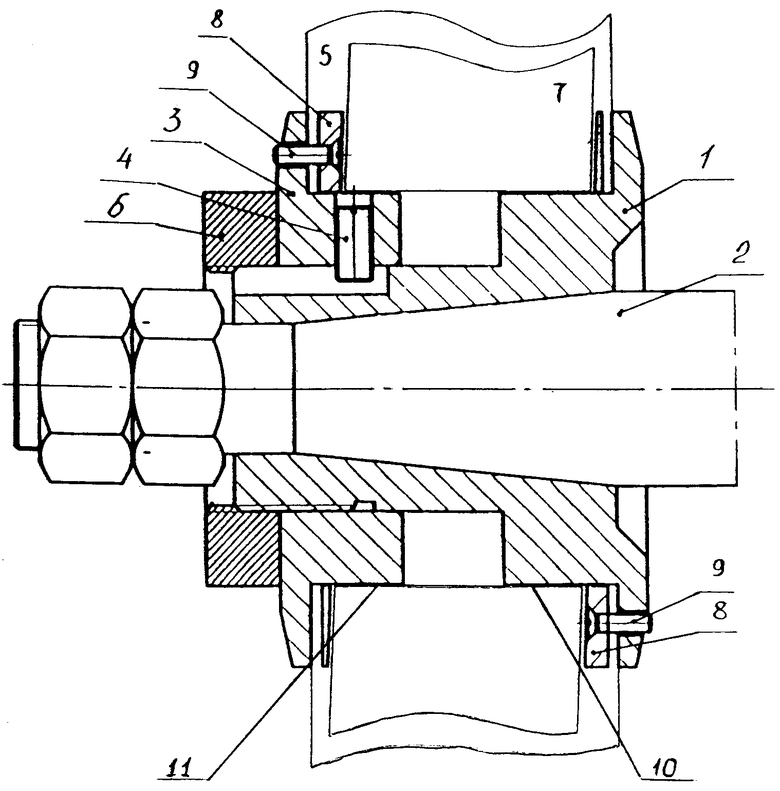
На чертеже изображена предлагаемая конструкция универсального узла крепления шлифовальных кругов.
Конструкция узла крепления представляет собой сборный модуль, который смонтирован на базовой фланцевой втулке 1, которая в свою очередь сопрягается конусной поверхностью со шпинделем 2 шлифовального станка и крепится на нем штатными крепежными элементами. Для удобства выполнения работ модуль разборный и может собираться непосредственно на станке при смене типа инструмента или отдельно с целью проверки балансировки системы узел крепления - инструмент на стандартных приспособлениях. На базовую втулку коаксиально установлена подвижная в осевом направлении фланцевая втулка 3, угловое положение которой относительно базовой втулки фиксируется штифтом 4. Абразивный прямой круг 5 крепится фланцами основной и подвижных втулок посредством гайки 6. Для установки наклонного круга 7 на основной и подвижной втулке размешают косые уравновешивающие шайбы 8, угловое позиционирование которых относительно узла крепления обеспечивается штифтами 9. Абразивный круг установлен на наружную цилиндрическою поверхность 10 базовой втулки и на наружную цилиндрическую поверхность 11 подвижной втулки.
Пример конкретного выполнения.
На машине сплошной абразивной зачистки (МСАЗ) производили двухстороннее шлифование партии плит в количестве 8 штук из титанового сплава марки ВТ6 размерами 80×1300×3000 мм. Каждая сторона обрабатывалась с одного установа двумя типами абразивных кругов:
- наклонным абразивным кругом (угол наклона - 2°, наружный диаметр - ⌀400 мм, высота круга - 80 мм, внутренний диаметр - ⌀127 мм);
- лепестковым кругом (наружный диаметр - ⌀400 мм, высота круга - 100 мм, внутренний диаметр - ⌀127 мм).
Машинное время обработки одной плиты составило порядка 6 часов.
Время переустановки инструмента с использованием предложенного приспособления - 0,2 часа. Для сравнения, применяемые ранее индивидуальные узлы крепления для каждого типа абразивного инструмента требовали 2-2,5 часа на переустановку инструмента при обработке 1 плиты.
Фактически применение предлагаемого приспособления на операции шлифования плит позволило повысить производительность труда на 20-25%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УСТАНОВКИ, ВЗАИМНОЙ ФИКСАЦИИ И УРАВНОВЕШИВАНИЯ ЭЛЕМЕНТОВ УЗЛА КРЕПЛЕНИЯ НАКЛОННОГО К ПЛОСКОСТИ ВРАЩЕНИЯ ДИСКА | 2007 |
|
RU2330253C1 |
| УСТРОЙСТВО УСТАНОВКИ И КОМПЕНСАЦИИ МОМЕНТНОЙ НЕУРАВНОВЕШЕННОСТИ НАКЛОННОГО К ПЛОСКОСТИ ВРАЩЕНИЯ ДИСКА | 2007 |
|
RU2345342C1 |
| СПОСОБ КРЕПЛЕНИЯ И УРАВНОВЕШИВАНИЯ ДИСКА, НАКЛОННОГО К ПЛОСКОСТИ ВРАЩЕНИЯ | 2006 |
|
RU2325266C2 |
| СПОСОБ КРЕПЛЕНИЯ И УРАВНОВЕШИВАНИЯ НАКЛОННОГО К ПЛОСКОСТИ ВРАЩЕНИЯ ДИСКА | 2005 |
|
RU2288455C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ИГЛО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2003 |
|
RU2233737C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2188116C1 |
| ИГЛО-АБРАЗИВНО-АЛМАЗНЫЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2236934C1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2123925C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1998 |
|
RU2146600C1 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
Изобретение относится к области абразивной обработки и может быть использовано для крепления прямых или наклонных абразивных кругов. Узел выполнен в виде сборного модуля, содержащего крепежные элементы, базовую втулку, подвижную фланцевую втулку и сменные косые уравновешивающие шайбы. Базовая втулка имеет внутреннюю коническую поверхность для сопряжения с базовой поверхностью шпинделя станка и наружную цилиндрическую базовую и фланцевую поверхности. Подвижная фланцевая втулка коаксиально установлена на базовой втулке с возможностью фиксации углового положения относительно нее посредством штифта и имеет наружную цилиндрическую поверхность. Сменные косые уравновешивающие шайбы размещены на базовой и подвижной втулках с возможностью жесткой угловой фиксации посредством штифтов относительно соответствующего фланца. Наружные цилиндрические поверхности базовой и подвижной втулок предназначены для установки абразивного круга, их фланцевые поверхности - для крепления прямых кругов, а косые уравновешивающие шайбы - для крепления наклонных кругов. В результате повышаются производительность и качество шлифования за счет обеспечения быстрой переустановки типов кругов с минимальным дисбалансом без дополнительной регулировки и настройки узла. 1 ил.
Универсальный узел крепления прямых или наклонных абразивных кругов, выполненный в виде сборного модуля, содержащего крепежные элементы, базовую втулку, имеющую внутреннюю коническую поверхность для сопряжения с базовой поверхностью шпинделя станка и наружную цилиндрическую базовую и фланцевую поверхности, подвижную фланцевую втулку, коаксиально установленную на базовой втулке с возможностью фиксации углового положения относительно нее посредством штифта и имеющую наружную цилиндрическую поверхность, а также сменные косые уравновешивающие шайбы, размещенные на базовой и подвижной втулках с возможностью жесткой угловой фиксации посредством штифтов относительно соответствующего фланца, причем наружные цилиндрические поверхности базовой и подвижной втулок предназначены для установки абразивного круга, их фланцевые поверхности - для крепления прямых кругов, а косые уравновешивающие шайбы - для крепления наклонных кругов.
| СПОСОБ КРЕПЛЕНИЯ И УРАВНОВЕШИВАНИЯ НАКЛОННОГО К ПЛОСКОСТИ ВРАЩЕНИЯ ДИСКА | 2005 |
|
RU2288455C1 |
| УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2082600C1 |
| УСТРОЙСТВО КРЕПЛЕНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ | 1997 |
|
RU2129948C1 |
| ВЫСОКОТЕМПЕРАТУРНЫЙ СТЕНД ДЛЯ ПРОВЕРКИ КАЧЕСТВА И ПРОЧНОСТИ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ И ПОЛЫХИЗДЕЛИЙ | 0 |
|
SU296027A1 |
| DE 3211370 A1, 06.10.1983. | |||

