1
Предлагаемый механизм формовки крючка держателя тела накала может быть применен в электротехнической промышленности на электроламповых заводах при изготовлении собранных ножек коммутаторных ламп, тело накала которых крепится при помощи держателя.
В настоящее время собранные ножки коммутаторных ламп изготовляются на бусинковых автоматах. При этом первичная формовка крючка держателя тела накала производится при помощи нижнего и верхнего формующих клиньев, закрепленных на рамке колонки и совершающих возвратно-поступательное движение в вертикальной плоскости при помощи системы рычагов и толкателя.
Педостаток известного механизма состоит в том, что на нем осуществляется только частичная формовка крючка, а окончательная - производится вручную.
Цель изобретения - обеспечение полной формовки крючка и снижение трудоемкости этой операции - достигается тем, что формующие кромки верхних клиньев снабжены треугольными углублениями, а сами клинья размещены так, чтобы в рабочем положении их формующие кромки располагались ниже центра бусинки. При этом для образования необходимого зазора между клиньями в момент формовки формующая кромка нижнего клина
2
в середине тоньше, чем по краям. Кроме того, для упрощения настройки п ремонта механизма, он выполнен в виде отдельного узла, не связанного с колонкой.
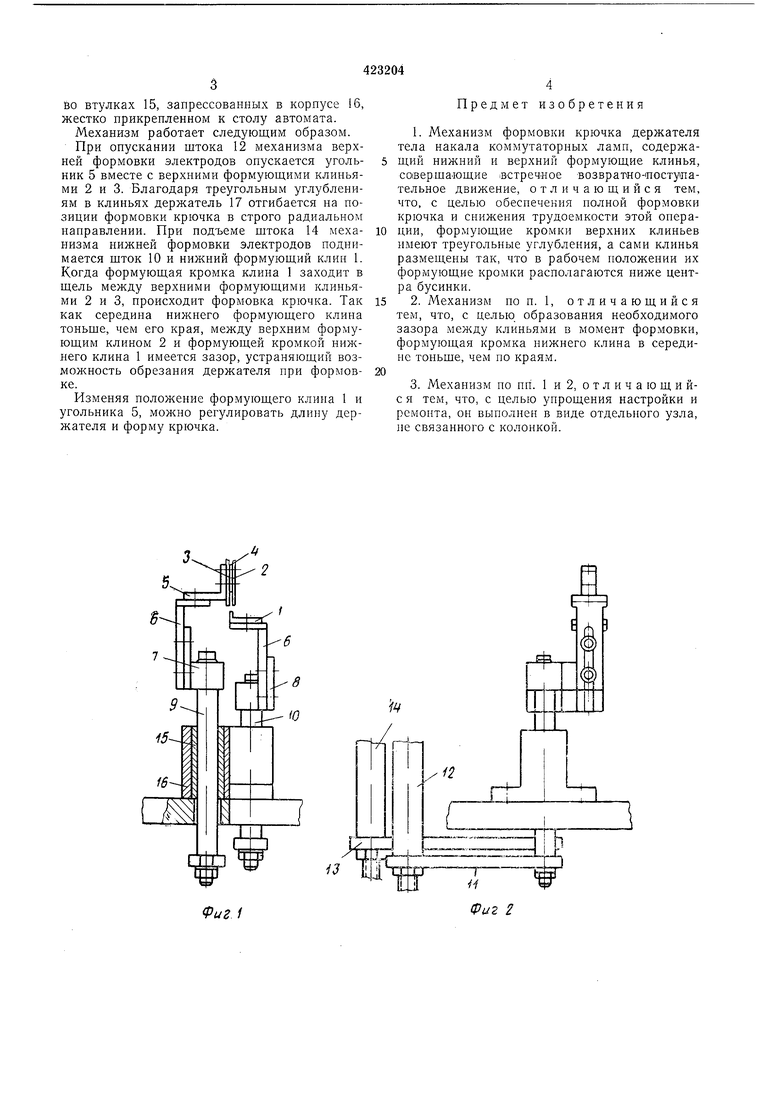
Па фиг. 1-2 изображен предлагаемый механизм в двух проекциях; на фиг. 3 - положение деталей механизма в момент формовки крючка (.верхний формующий клин, вид по
стрелке А, нижний формующий клин, разрез по Б-Б).
Механизм состоит из формующего клина 1 и двух верхних формующих клиньев 2 и 3, между которыми находится прокладка
4. Верхние формующие клинья 2 и 3 крепятся двумя винтами к угольнику 5 и имеют треугольные углубления. Угольник 5 и формующий клин 1 кренятся винтами к соответствующим угольникам 6, которые с помоЩью шайб и винтов прикреплены к кронштейнам 7 и 8. Последние крепятся винтами к штокам 9 и 10. Шток 9 при помощи планки II жестко крепится под столом автомата на штоке 12 механизма верхней формовки электродов, а шток 10 при помощи планки 13 жестко крепится на штоке 14 механизма формовки электродов. При вращении кулачкового распределительного вала и карусели штокн 12 и 14 и скрепленные с ними штоки 9 и 10 совершают возвратно-поступательное движение
во втулках 15, запрессованных в корпусе 16, жестко прикрепленном к столу автомата.
Механизм работает следующим образом.
При опускании штока 12 механизма верхней формовки электродов опускается угольник 5 вместе с верхними формующими клиньями 2 и 3. Благодаря треугольным углублениям в клиньях держатель 17 отгибается на позиции формовки крючка в строго радиальном направлении. При подъеме штока 14 механизма нижней формовки электродов поднимается шток 10 и нижний формуюший клин 1. Когда формующая кромка клина 1 заходит в щель между верхними формующими клиньями 2 и 3, происходит формовка крючка. Так как середина нижнего формующего клина тоньше, чем его края, между верхним формующим клином 2 и формующей кромкой нижнего клина 1 имеется зазор, устраняющий возможность обрезания держателя при формовке.
Изменяя положение формующего клина 1 и угольника 5, можно регулировать длину держателя и форму крючка.
Предмет изобретения
1.Механизм формовки крючка держателя тела накала коммутаторных ламп, содержащий нижний и верхний формующие клинья, совершающие 1встреч:ное возвратно-постуатательное движение, отличающийся тем, что, с целью обеспечения полной формовки крючка и снижения трудоемкости этой онерации, формующие кромки верхних клиньев имеют треугольные углубления, а сами клинья размещены так, что в рабочем положении их формующие кромки располагаются ниже центра бусинки.
2.Механизм но п. 1, отличающийся тем, что, с целью образования необходимого зазора между клиньями в момент формовки, формующая кромка нижнего клина в середине тоньше, чем по краям.
3.Механизм по пп. 1и2, отличаю щи йс я тем, что, с целью упрощения настройки и ремонта, он выполнен в виде отдельного узла, не связанного с колонкой.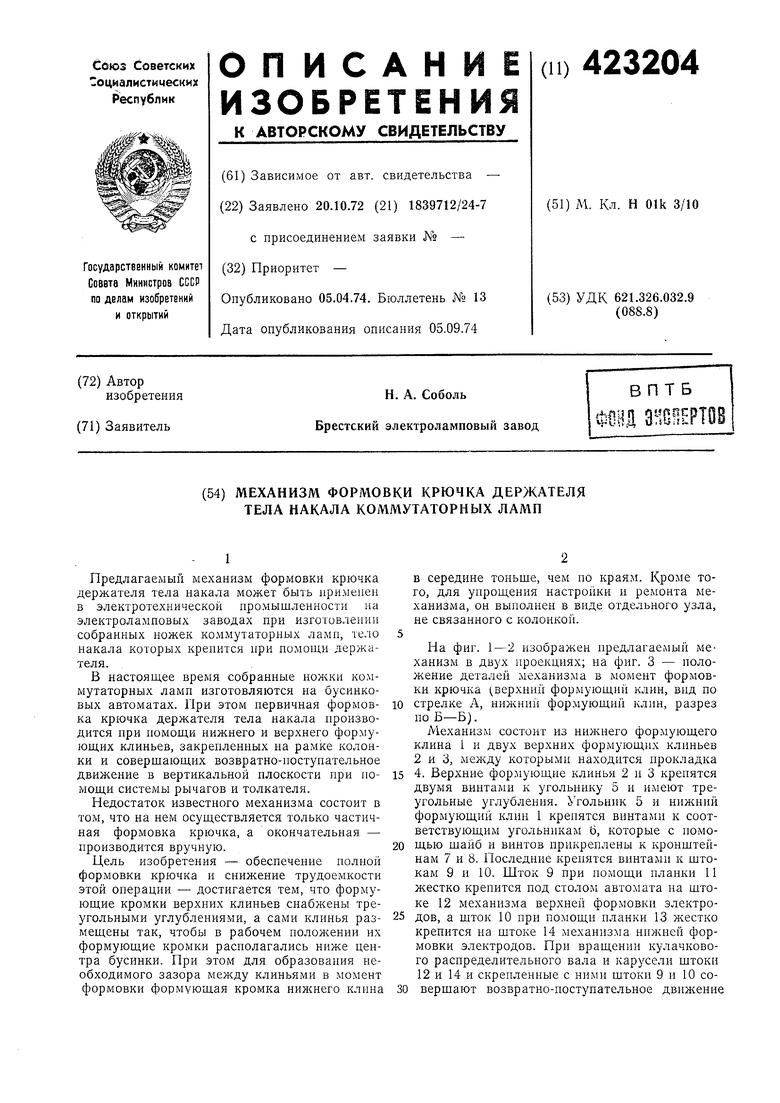
Фиг f
Б- б
i -
Фиг.З
