(54) АВТОМАТ ДЛЯ МОНТАЖА НОЖЕК ЭЛЕКТРИЧЕСКИХ
ЛАМП

1
Изобретение относится к оборудованию для производства электрических ламп, а именно к автоматам карусельного типа для монтажа ножек мощных ламп накаливания.
Известен автомат для монтажа ножек ламп накаливания, содержащий карусель с опускающимися гнездами, позиции с механизмами формования электродов, подачи и закрепления тела накала на концах электродов, завивания концов держателей вокруг тела накала, привод механизмов и периодического поворота карусели.
На указанном автомате держатели тела накала в виде отрезков молибденовой проволоки заформовываются в разогретую линзу стеклянного щтабика ножки, их закрепление происходит за счет застывания стекла 1.
Этот автомат не предусматривает возможности изготовления ножек мощных ламп накаливания, имеющих металлические теплоотражательные экраны с приваренными к ним электроизолирующими держателями тела накала.
Наиболее близким к предлагаемо.му является автомат для монтажа ножек электрических ламп, содержащий карусель с опускающимися гнездами, позиции с механизмами формования электродов, приварки держателей, тела накала и подачи и закрепления тела накала на концах электродов, завивания концов держателей вокруг тела 5 накала, привод механизмов и периодического поворота карусели 2.
Указанный автомат не обеспечивает возможность изготовления ножек мощных ламп с приваркой металлического теплоотражательного экрана к электроизолированной проволочной поддержке ножки и приварки держателей к экранам.
Цель изобретения - обеспечение автоматизации сборки ножек мощных ламп накаливания с теплоотражательными экранами 15 и электроизолированной поддержкой.
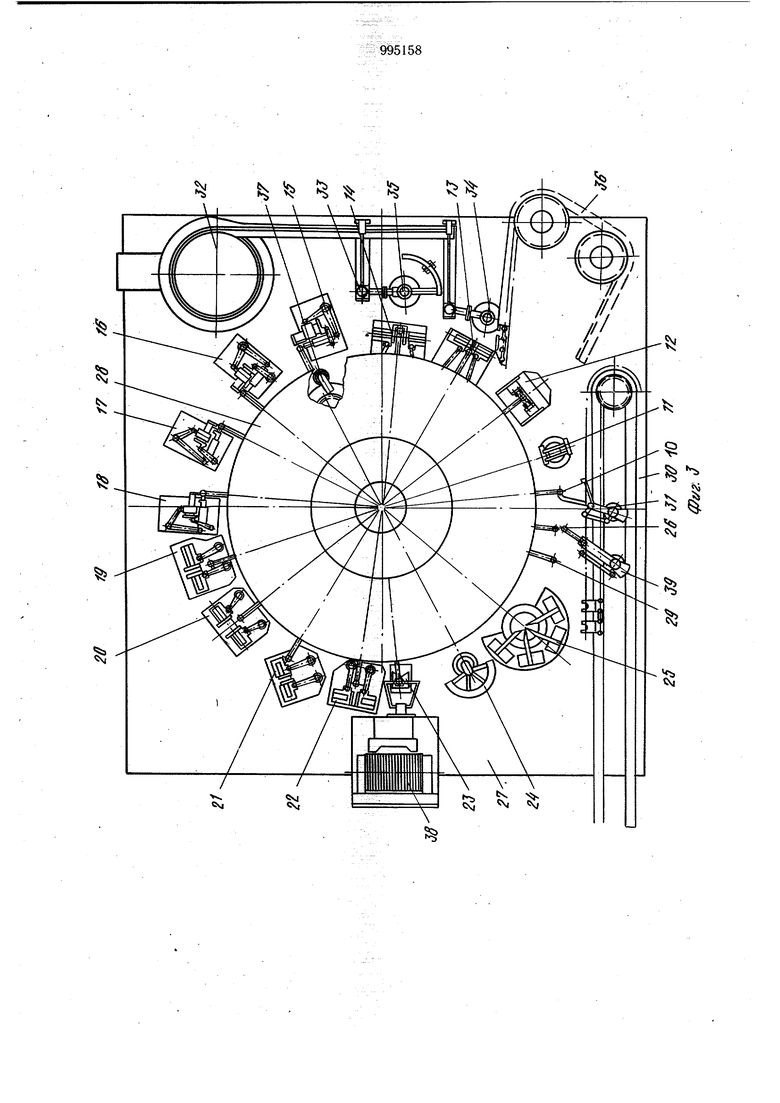
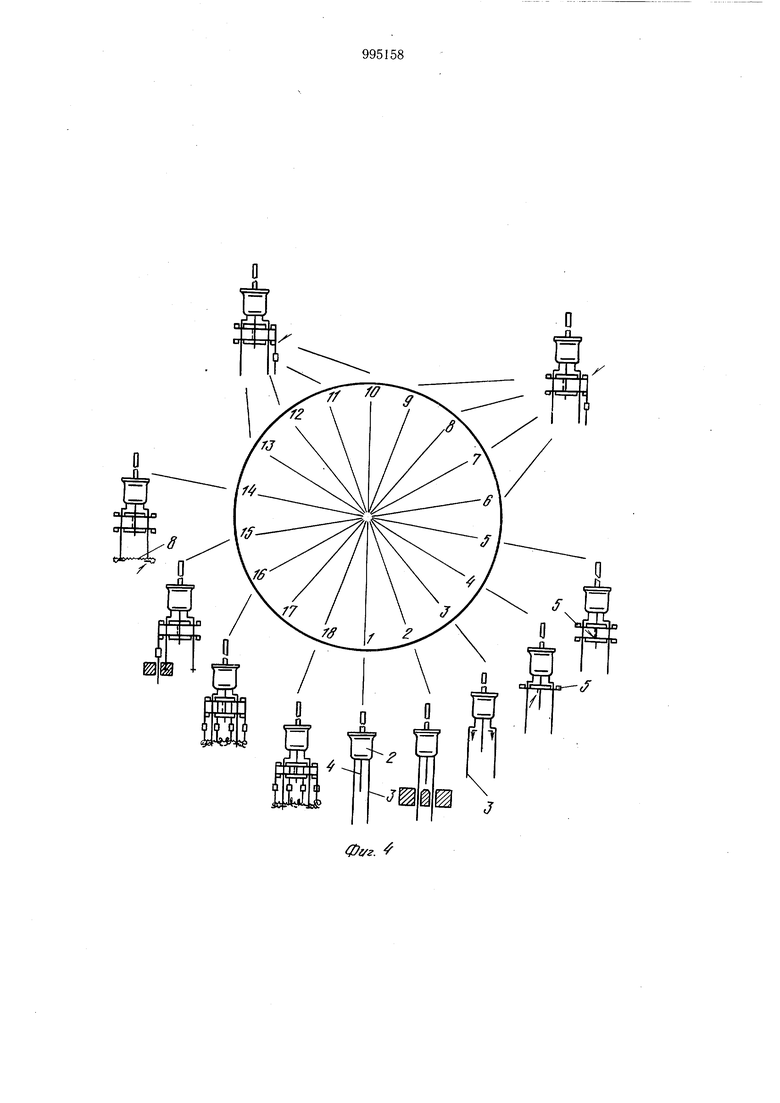
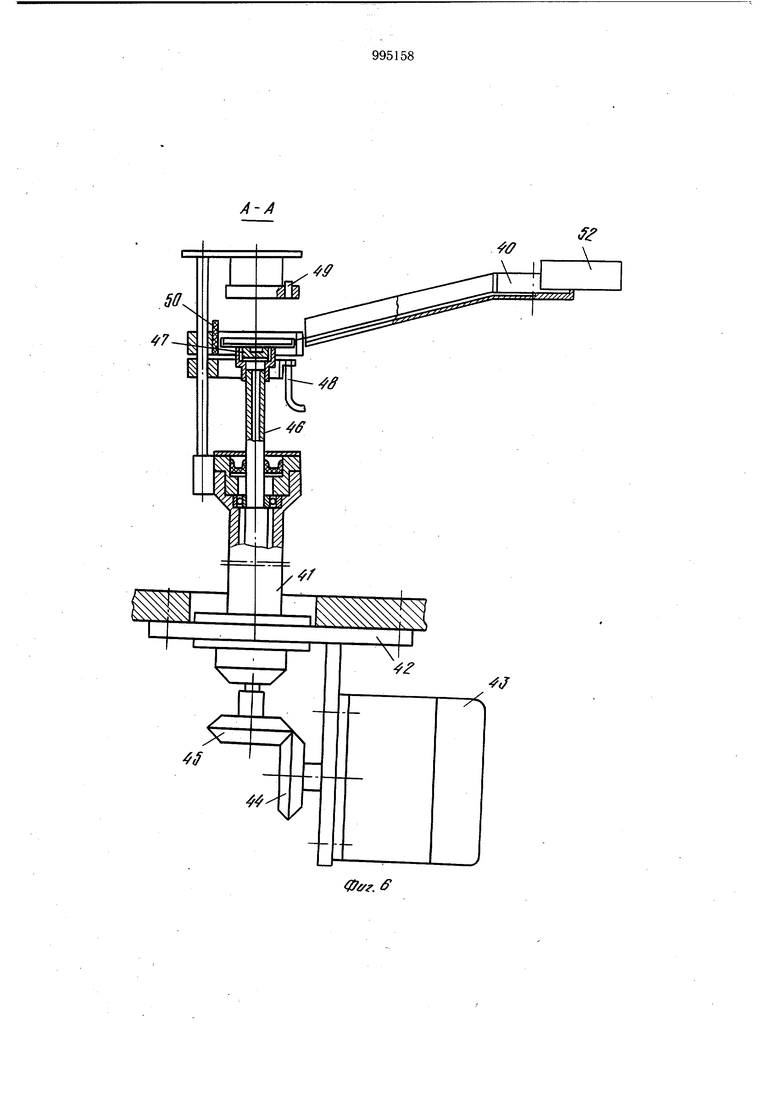
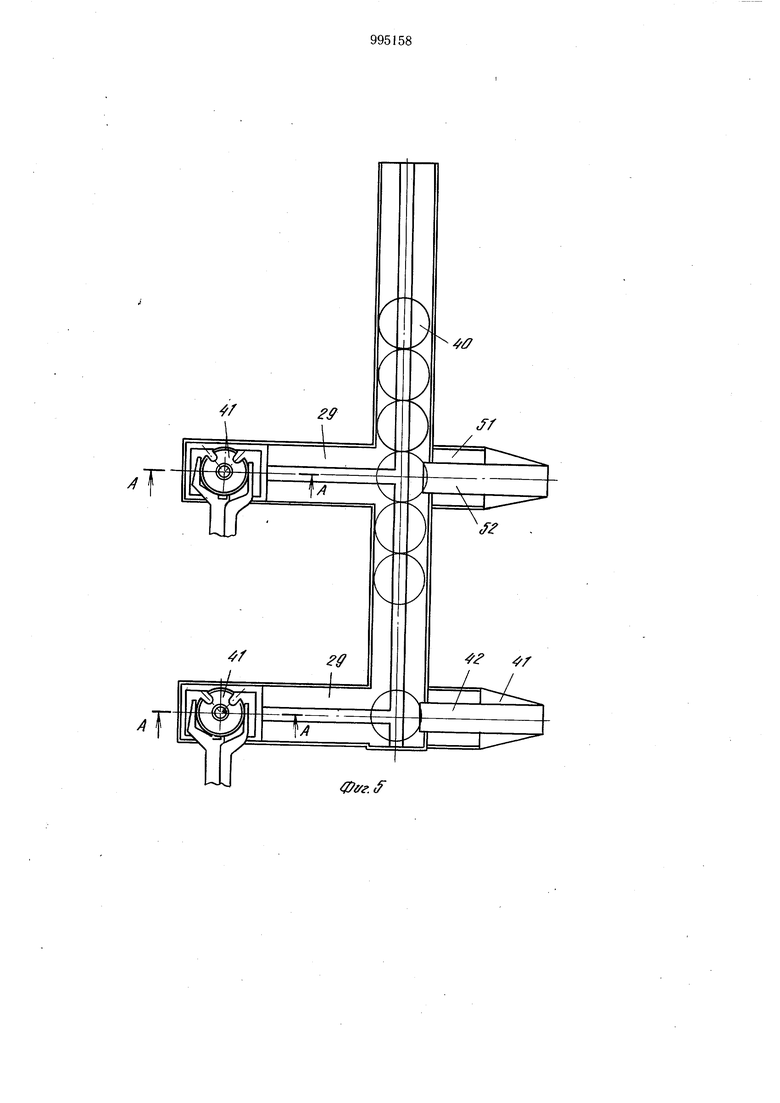
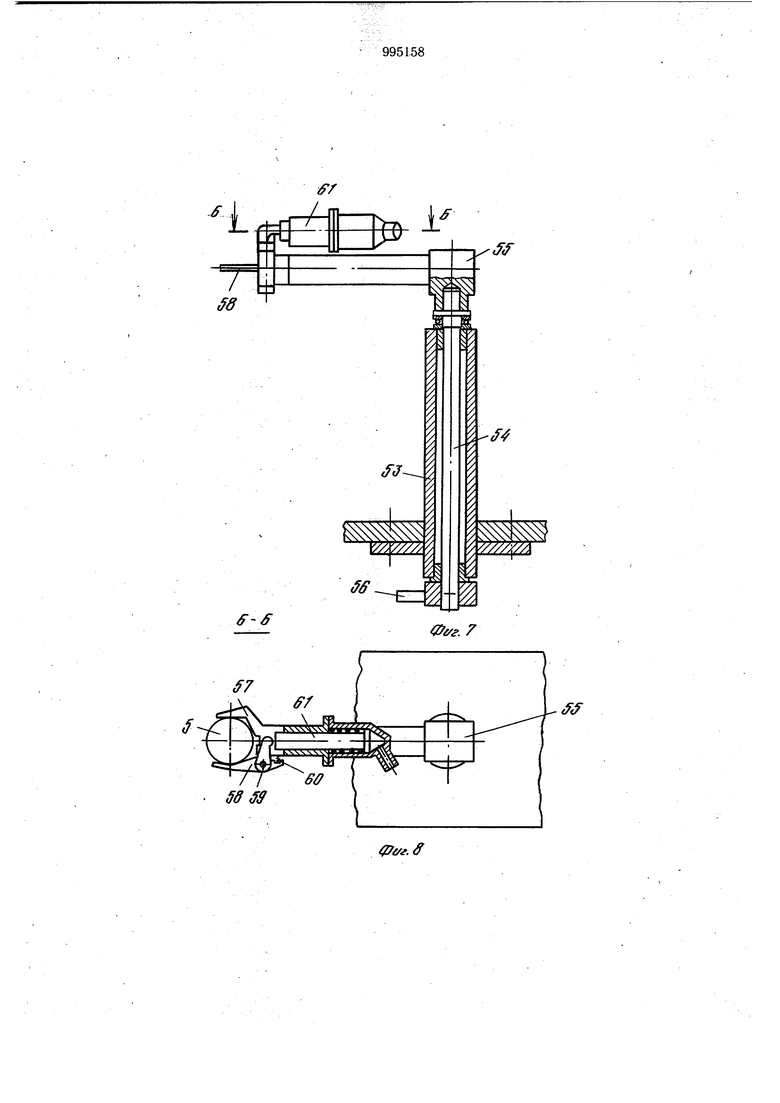
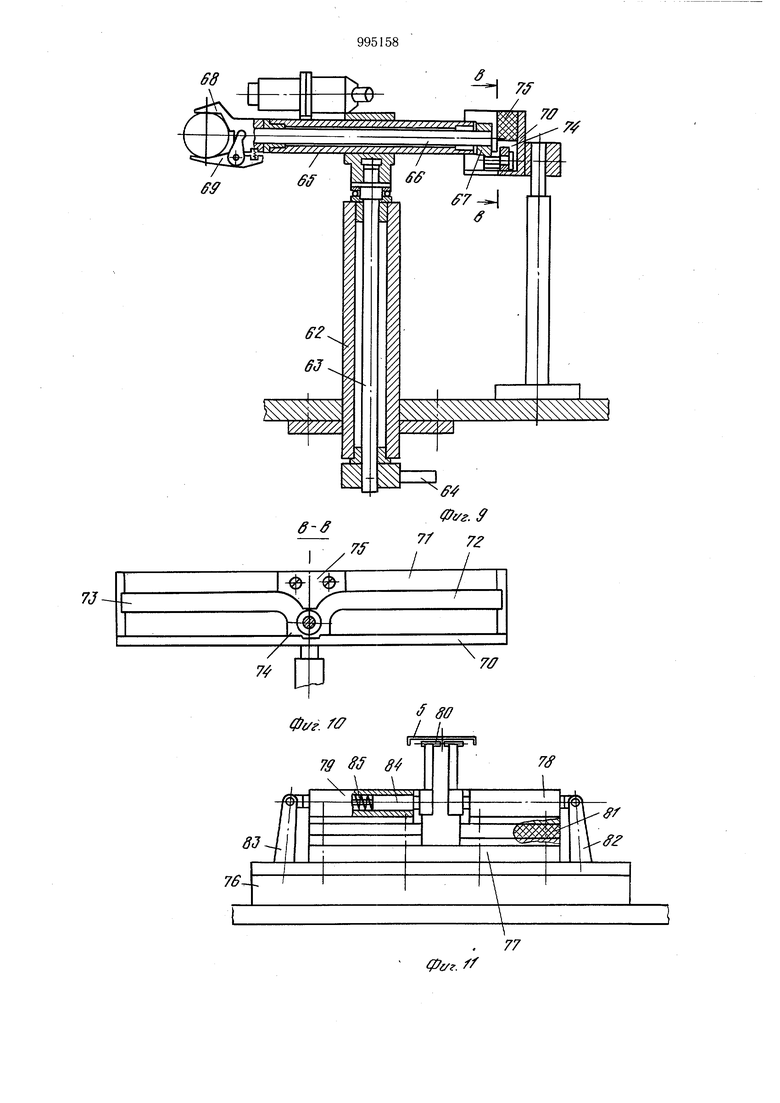
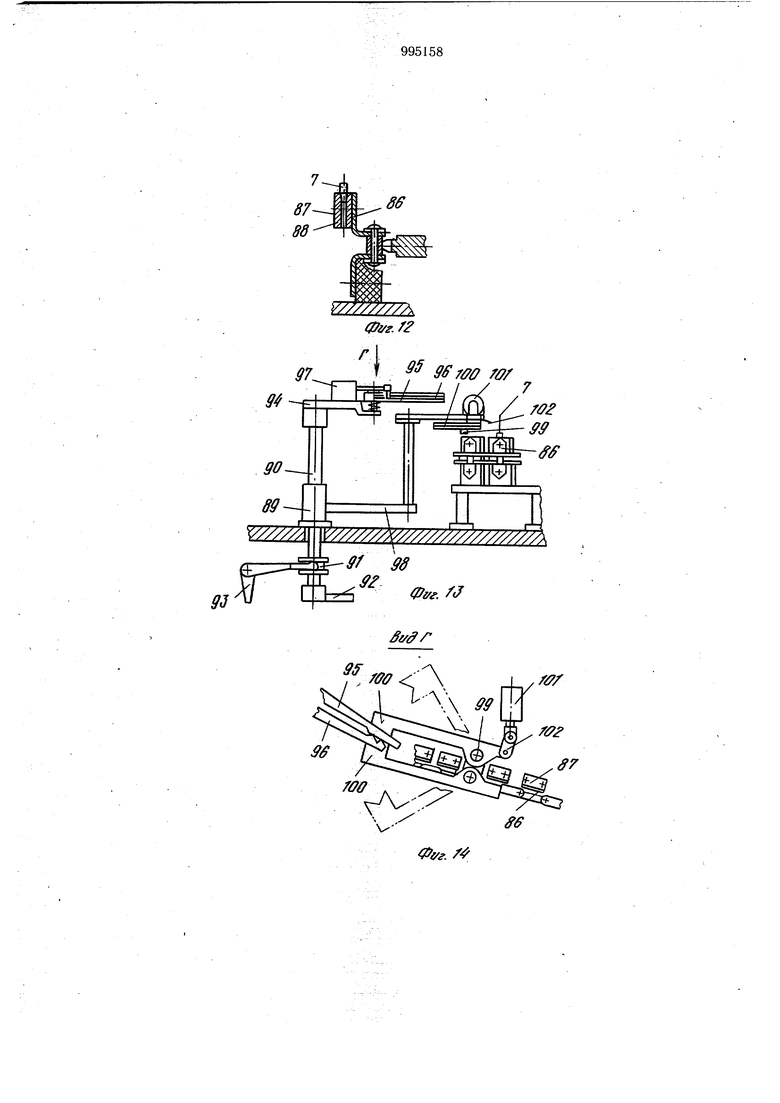
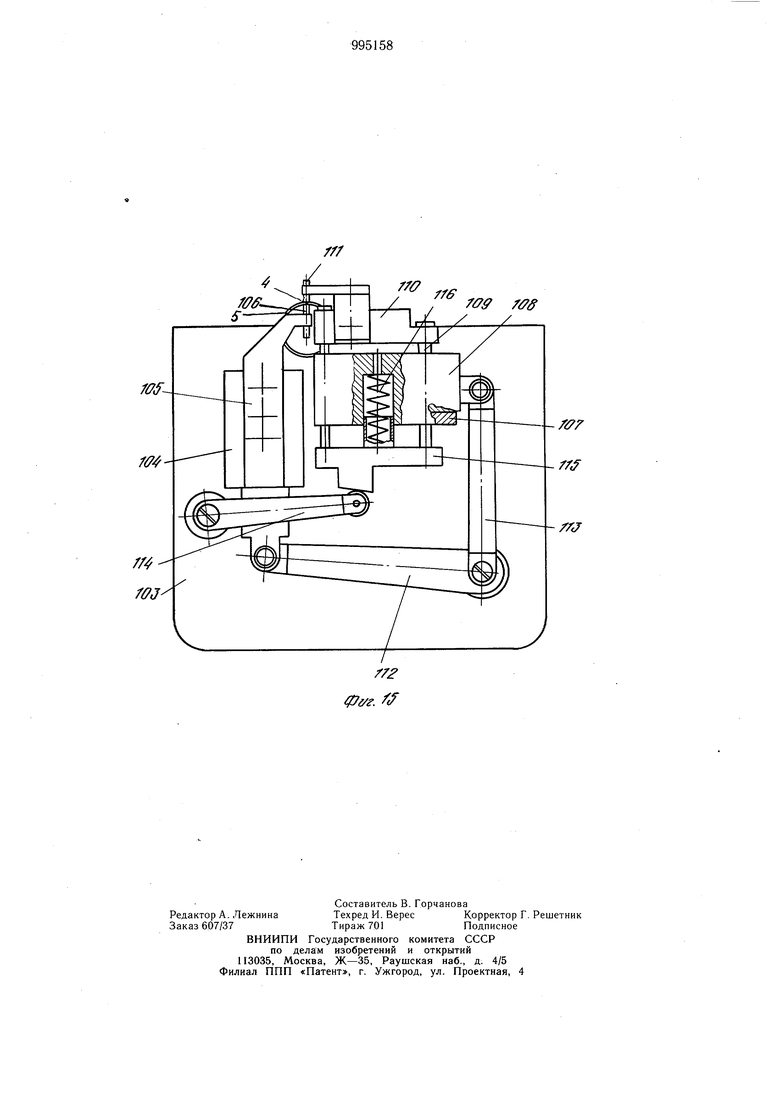
Для достижения указанной цели в автомате на следующих за формованием электродов позициях установлены механизмы для приварки экранов к поддержке и кинематически связанные с ними механизмы ориентирования экранов, подачи верхнего экрана и подачи с переворотом нижнего экрана,а также механизмы приварки держателей к экранам и кинематически связанные с ними механизмы для подачи держателей на приварку и конвейер для транспортирования держателей. Механизм для приварки каждого экрана выполнен в виде двух сварочных электродов, установленных на ползунах с возможностью перемещения по горизонтальной направляющей. Механизм ориентирования экранов выполнен в виде соединенного с вибробункером для подачи экранов наклонного лотка, перпендикулярно которому установлены два ползуна и два полых вертикальных валика с дисковым присосом экрана, с обеих сторон которого установлены один против другого осветители и фотодатчики, связанные с электродвигателем вращения валика. Механизм подачи верхнего экрана на приварку выполнен в виде Г-образнОго поворотного рычага, на горизонтальном конце которого укреплены подпружиненные губки для захвата экрана. Механизм для подачи с переворотом нижнего экрана выполнен в виде поворотного горизонтального валика, установленного на поворотной вертикальной стойке и имеющего на одном конце губки для захвата экрана, а на другом - рычаг с роликом, взаимодействующим с неподвижной кулисой, установленной соосно с поворотной стойкой и имеющей Т-образный паз, между горизонтальными и вертикальными участками которого установлен клин. Механизм для приварки держателя к цилиндрическому бортику экрана выполнен в виде двух сварочных электродов, один из которых укреплен на ползуне, имеющем возможность перемещаться по горизонтальной направляющей на корпусе механизма. Перпендикулярно направлению движения первого ползуна перемещается каретка, на которой по направляющим, параллельным направляющим первого ползуна, перемещается второй ползун. На нем укреплен второй сварочный, электрод. Конвейер для транспортирования держателей выполнен в виде цепи, звенья которой имеют кубики с вертикальным отверстием, для установки в них проволоки держателя. Механизм для подачи держателя от цепи транспортирования на приварку имеет губки для захвата держателя, вставленного в отверстие кубика конвейера. Эти губки установлены рядом с конвейером. Для захвата привариваемого конца держателя и передачи его на приварку механизм имеет кроме упомянутых подвижные губки, укрепленные на конце поворотного Г-образного стержня. Такое выполнение автомата обеспечивает возможность автоматизации сборки мощных ламп накаливания. На фиг. 1 изображена заготовка ножки, аксонометрия; на фиг. 2 - смонтированная ножка; на фиг. 3 - автомат, вид сверху; на фиг. 4 - схема технологических операций при монтаже ножки; на фиг. 5 - механизм ориентирования экрана, вид сверху; на фиг. б - разрез А-А на фиг. 5; на фиг. 7 - механизм подачи экрана; на фиг. 8 - сечение Б-Б на фиг. 7; на фиг 9 - механизм подачи экрана с переворотом, вид сверху; на фиг. 10 - разрез В-В на фиг. 9; на фиг. 11 - механизм приварки экрана; на фиг. 12 - звено цепи конвейера транспортирования держателей, разрез; на фиг. 13 - механизм подачи держателей на приварку, вид сбоку; на фиг. 14 - вид Г на фиг. 13; на фиг. 15 - механизм приварки держателей, вид сверху. Заготовка ножки (фиг. 1) представляет собой сваренные между собой стеклянные тарелочку 1 и щтенгель (трубку) 2. В тарелочку 1 заформованы два электрода 3 и поддержка 4. На автомате монтируется ножка (фиг. 2), представляющая собой указанную заготовку ножки, к поддержке 4 которой приварены два экрана 5. Непосредственно к поддержке 4 приваривается вырубленный в центре экрана 5 и отогнутый лепесток 6. Электроды 3 перед приваркой экранов 5 формуются. К периферическим бортам экранов 5 приварено четыре держателя 7 тела 8 накала. Концы держателей 7 обернуты вокруг тела 8 накала, концы 9 которого приварены к концам электродов 3. Автомат содержит рабочие позиции с исполнительными механизмами загрузки заготовки ножки 10, подправления электродов 11, формования электродов 12, приварки верхнего экрана к поддержке 13, приварки нижнего экрана к поддержке 14, поочередной приварки четырех держателей к верхнему экрану 15-18, поочередной приварки четырех держателей к нижнему экрану 19- 22,закрепления концов тела накала на концах электродов 23, подправления концов держателей 24, завивания концов держателей вокруг тела накала 25, разгрузки смонтированной ножки 26. Исполнительные механизмы автомата расположены на столе 27. На карусели 28 по периметру установлены гнезда 29. К столу 27 прикреплены конвейер 30 для подачи ножек и механизм 31 загрузки заготовок ножек в гнезде 29. На столе 27 установлены вибробункер 32 для подачи, экранов 5, механизм 33 ориентирования экрана, механизм 34 подачи верхнего экрана, и механизм 35 подачи нижнего экрана с переворотом, конвейер 36 для транспортирования держателей, механизм 37 для подачи держателей на приварку, механизм 38 подачи тел 8 накала и механизм 39 разгрузки смонтированных ножек. Механизм 33 ориентирования экранов (фиг. 5 и 6) состоит из наклонного лотка 40 и двух стоек 41, установленных на основании 42. К последнему снизу прикреплены два мотор-редуктора 43, на валах которых сидят конические шестерни 44, сцепленные с коническими шестернями 45, укрепленные на нижних концах полых валиков 46, установленных на подшипниках в стойках 41. На верхнем конце полого валика 46 находится дисковый присос .47 для экрана 5. Выше и ниже экрана 5 один над другим расположены осветитель 48 и фотодатчик 49, прикрепленные к стойке 41, к которой также прикреплен упор 50. Перпендикулярно лотку 40 в направляющих 51 установлены подвижно ползуны 52. Механизм 34 для подачи верхнего экрана (фиг. 7 и 8) выполнен в виде стойки 53, в подшипниках которой установлен валик 54,а на нем Г-образный поворотный рычаг 55,на нижнем конце которого укреплен рычаг 56, а на верхнем - две губки для захвата экрана -- неподвижная 57 и подвижная 58. Подвижная губка 58 установлна на оси 59 и пружиной 60 сжатия поджимается к плунжеру пневмоцилиндра 61, установленного на рычаге 55. Механизм 35 для подачи экрана е переворотом (фиг. 9 и 10) представляет собой стойку 62, в подшипниках которой установлен валик 63, на нижнем конце которого укреплен рычаг 64, а на верхнем - кронштейн 65. В отверстие последнего вставлен горизонтальный валик 66. На одном конце этого валика находится рычаг с роликом 67, а на другом - две губки для захвата экрана - неподвижная 68 и подвижная 69, аналогич-, ные губкам 57 и 58 Концентрично оси стойки 62 установлена на изогнутом угольнике 70 дуговая кулиса 71, на внутренней стороне которой образован Т-образный паз, имеюш,ий два горизонтальных участка 72 и 73, вертикальный участок 74 и на их пересечении клин 75. Механизмы для приварки экранов (фиг. 11) представляют собой корпус 76. на котором укреплена направляющая 77 ползунов 78 и 79. Сварочные электроды 80 прикреплены к ползунам 78 и 79, первый из которых установлен через изолированную планку 71. Перемещение ползунов 78 и 79 происходит с помощью рычагов 82 и 83. Электрододержатель 84 связан с ползуном 79 через пружину 85. По поверхности стола 27 рядом с механизмами для приварки держателей на позициях 19-22 проходит конвейер 36 для транспортирования держателей. На изогнутой пластине 86 звена цепи конвейера (фиг. 12) укреплен кубик 87, в котором просверлено вертик-альное отверстие 88 для нижней проволоки держателя 7. Между механизмами для приварки держателей на поз. 19-22 и конвейером 36 для транспортирования держателей на етоле 27 автомата расположены механизл ы для подачи держателей на приварку 37 (фиг. 13 и 14). , Каждый механизм имеет стойку 89, сквозь которую проходит вертикальный Г- образный стержень 90, имеющий в нижней части муфту 91 с кольцевым пазом и рычагом 92 поворота стержня 90. В кольцевой паз муфты 91 входят пальцы рычага 93, управляющего подъемом стержня 90. На верхнем конце стержня 90 укреплен рычаг 94, к которому прикреплены две неподвижные пластинчатые губки 95 и одна подвижная пластинчатая губка 96, а также пневмоцилиндр 97 для поворота подвижной губки 96. К основанию стойки 89 прикреплен кронштейн 98, в котором установлены оси 99 губок 100. Пневмоцилиндр 101 управления губками 100 соединен с ними изогнутой серьгой 102. Механизм для приварки держателей (фиг. 15) представляет собой корпус 103, на котором в направляющих 104 перемещается ползун 105. На последнем укреплен сварочный электрод 106. На корпусе 103 перпендикулярно направляющим 104 установлены направляющие 107 ползуна 108. В свою очередь, на ползуне 108«находятся направляющие 109 ползуна ПО, на котором закреплен второй сварочный электрод 111. Направляющие 109 выполнены перпендикулярно направляющим 107, следовательно, они параллельны направляющим 104. Рычаги 112114 передают движение соответственно ползунам 105, 108 и ПО. Ползун 108 изолирован от корпуса механизма и связан с рычагом 114 через траверсу 115 и пружину 116. Автомат работает следующим образом. На позиции 10 (фиг. 3 и 4) в гнездо карусели автомата загружают заготовку ножки (фиг. I) с двумя электродами 3 и проволочной поддержкой 4 между ними, на позиции 11 (фиг. 3 и 4) производится подправление электродов 3 перед формовкой, на позиции 12 происходит формование электродов 3, на позициях 13 и 14 осуществляется приварка верхнего и нижнего экранов 5 к поддержке заготовки ножки 4 на позициях 18 Производится поочередная приварка четырех держателей 7 к цилиндрическому бортику верхнего экрана 5, на позициях 19-22 произ дится поочередная приварка тех же четырех держателей 7 к цилиндрическому бортику Нижнего экрана 5, на позиции 23 осуществляется закрепение концов тела 8 накала на электродах 3 ножки, на позиции 24 выполняется операция подправления концов держателей 7, на позиции 25 производится завивание концов держате.лей 7 вокруг тела 8 накала, на позиции 26 осуществляется съем смонтированной ножки. Экраны 5 поступают на приварку из вибробункера 34 на наклонный лоток 40 (фиг. 5 и 6), по которому они спускаются до упора 50. Перед, передачей экранов 5 с лотка 40 оба ползуна 52 выведены, и весь лоток 40 заполнен экранами 5. Затем ползуны 52 выдвигаются в зону лотка 40 и сталкивают два экрана 5 на вращающиеся дисковые присосы 47, к которым они прижимаются после сообщения полостей стоек 41 с вакуумной магистралью. Луч света от осветителя 48 попадает в фотодатчик 49 в момент; когда вращающийся с присосом 47 экран 5 встает своими вырезами на линии луч света Электрический сигнал фотодатчика подает команду на остановку мотор-редуктора 43. При этом вступает в действие механизм 34 подачи экрана (фиг. 7 и 8), валик 54 и рычаг 55 поворачиваются к присосу 47 механизма 33 ориентирования экрана, подвижная губка 58 под действием пневмоцилиндра 61 отводится от неподвижной губки 57. После остановки губок 57 и 58 возле находящегося на присосе 47 экрана 5 воздух из пневмоцилиндра 61 стравливается, и под действием пружины 60 экран 5 зажимается .. г-7 .. СО О сс между губками 57 и 58. Затем рычаг 55 поворачивается к механизму приварки экрана На позиции 13 и останавливается в тот момент, когда находящийся в середине экрана 5 отогнутый лепестЗТй 6 оказывается мёжду%лёктродами 8 Гна разведе7ньГх ползунах 78 и 79 (фиг. И). Отверстие в центре экрана 5 в этот момент оказывается под поддержкой 4 заготовки ножки, зажатой в гнезде 29 карусели 28 на позиции 13 приварки верхнего экрана 5. Механизм 35 подачи экрана с переворотом (фиг. 9 и 10) работает аналогично механизму 34. Губки 68 и 69 зажимают нижний экран 5, находящийся на присосе 47. Затем валик 63 поворачивается таким образом, что губки 68 и 69 перемещаются в горизонтальной плоскости к механизму приварки нижнего экрана 5 на позиции 14. Ролик 67 рычага при этом перемещается .по горизонтальному участку 72 паЗа кулисы 71. ПриблизиБшись к месту пересечения участков 72-74 паза ролик 67 рычага отклоняется клином 75 книзу. В связи с тем, что валик 66 продолжает перемещаться в горизонтальной плоскости, ролик 67 рычага опускается по вертикальному участку 74 паза до крайнего положения, и при дальнейшем повороте кронщтейна 65 вокруг вертикального валика 63 поднимается вверх до упора в клин 75. Однако повернувшийся при этом в зону горизонтального участка 73 паза валик 66 заводит ролик 67 рычага в участок 73 паза. Движение рычага с роликом 67 приводит к повороту горизонтального валика 66j а вместе с ними зажатого в губках 68 и 69 нижнего экрана 5 на 180°. Экран 5 останавливается в механизме приварки нижнего экрана на позиции 14, где и происходит его приварка к поддержке 4. Механизмы автомата, осуществляющие приварку экранов 5 на позициях 13 и 14, работают следующим образом (фиг. 11). В зазор между разведенными ползунами 78 и-79 вводится подлежащий приварке верхний экран 5, после чего гнездо 29 карусели 28 автомата, находящееся на позиции 13 приварки верхнего экрана, опускается, и поддержка 4 заготовки ножки проходит в центральное отверстие экрана 5 рядом с отогнутым лепестком. С помощью рычагов 82 и 83 ползуны 78 и 79 сближаются, сварочные электроды 80 ползунов 78 и 79 г1рижимают лепесток 6 экрана 5 к лоддержке 4 усилием пружины 85, после чего через электроды 80 пропускают сварочный ток. Перемещающийся по направляющим, укрепленным на поверхности стола 27, конвейер 36 транспортирования держателей 7 подходит к механизмам приварки держателей, расположенным на позициях 19-22. Между конвейером 36 и .механизмами приварки держателей установлены механизмы 37 подачи держателей на пр иварку (фиг. 13 и 14). в звеньях цепи конвейера 36 находятся держатели 7. Механизм 37 подачи держателя (фиг. 13 и 14) своими губками 95 и 96 захватывает верхний конец проволоки держателя 7 рядом приварки к экрану 5. Предвари 100 фиксируют верхнюю проволоку держателя 7, без чего миниатюрные губки 95 и 96 не могли бы во всех случаях захватить проволоку держателя 7. Затем губки 100 широко раскрываются, стержень 90 поднимается вверх и одновременно поворачивает рычаг 94 для приварки держателей 7. Пневмоцилиндры 97 и 101 служат для раскрытия губок 96 и 100 соответственно. Для приварки к верхнему экрану 5 держателя 7 гнездо 29 карусели 28 с заготовкой ножки, к которой приварены оба экрана 5, на позиции 15 опускается в зону расположения сварочных электродов механизма приварки держателей (фиг. 15). Для обеспечения возможности размещения в момент сварки сварочного электрода 111 над поверхностью экрана 5 ползун ПО с помощью ползуна 108 отводится в сторону, пропуская опускающуюся заготовку ножки. После выставления экрана 5 в плоскости расположения сварочных электродов 106 и 111 ползун 108 перемещает ползун ПО На одну линию с ползуном 105, при этом сварочные электроды 106 и 111 встают один против другого. При этом в зазор между торцами этих электродов рядом с бортиком верхнего экрана 5 заводится верхний конец проволоки держателя 7, затем ползуны 105 и ПО сдвигаются, усилием пружины 116 прижимают проволоку держателя 7 к экрану 5 и после пропускания сварочного тока осуществляют сварку последних. Для высвобождения заготовки ножки ползуны 105, -108 и ПО отводятся в исходное положение, гнездо 29 с заготовкой ножки поднимается и карусель 28 поворачивается на один шаг, перенося заготовку ножки на позицию приварки следующего держателя 7. Таким образом происходит последовательно приварка всех четырех держателей 7 к двум экранам 5 заготовки ножки. Предлагаемый автомат позволяет автоматизировать сборку ножек мощных ламп накаливания. Расчетная производительность автомата 600 ножек/ч, один автомат дает возможность высвободить 25 монтажниц. Формула изобретения 1.Автомат для монтажа ножек электрических ламп, содержащий карусель с опус кающимися гнездами, позиции с механизмами формования электродов, приварки держателей, тела накала и подачи и закрепления тела накала на концах электродов, завивания концов держателей вокруг тела накала, привод механизмов и периодического поворота карусели, вибробункер, подачи теплоотражательных экранов, отличающийся тем, Ч|ТО, с целью обеспечения автоматизации сборки ножек мощных ламп накаливания с теплоотражательными экранами и эле строизолированной поддержкой на следу1бщих за формованием электродов позициях установлены механизмы для приварки экранов к поддержке и кинематически связанные с ними механизмы ориентирования экранов, подачи верхнего экрана и подачи с переворотом нижнего экрана, а также механизмы приварки держателей к экранам и кинематически связанные с Ними механизмы для подачи держателей на приварку и конвейер для транспортирования держателей. 2.Автомат по п. 1, отличающийся тем, что механизм для приварки экранов выполнен в виде двух сварочных электродов, установленных на ползунах с возможностью перемещения по горизонтальной направляющей. 3.Автомат по п. 1, отличающийся тем, что механизм ориентирования экранов выполнен в виде соединенного с вибробункером для подачи экранов наклонного лотка, перпендикулярно которому установлены два ползуна и два полых вертикальнь;х валика С дисковым присосом экрана, с обеих сторон которого установлены один против другого отсветители и фотодатчики, связанные с электродвигателем вращения валика. 4.Автомат по п. 1, отличающийся тем, что механизм подачи верхнего экранавыполнен в виде Г-образного поворотного рычага, на горизонтальном конце которого укреплены подпружиненные губки для захвата экрана. 5.Автомат по п.- 1, отличающийся тем, что механизм для подачи с переворотом нижнего экрана выполнен в виде поворотного горизонтального валика, установленного на поворотной вертикальной стойке и имеющего на одном конце губки для захвата экрана, а на другом - рычаг - с роликом, взаимодействующим с неподвижной кулисой, установленной соосно с поворотной стойкой и имеющей Т-образНый паз, между горизонтальными и вертикальными участками которого установлен клин. 6.Автомат по п. 1, отличающийся тем, что механизм для приварки держателей к экранам выполнен в виде двух сварочных электродов, установленных на параллельно перемещающихся в горизонтальной плоскости ползунах, один из которых выполнен с возможностью дополнительного перемещения перпендикулярно направлению перемещения обоих ползунов. 7.Автомат по п. 1, отличающийся тем, что конвейер для транспортирования держателей выполнен в виде цепи с закрепленными на ее звеньях кубиками, имеющими вертикальное отверстие для установки в них проволоки держателя. 8.Автомат по п. 1, отличающийся тем, что механизм для подачи держателя на приварку выполнен в виде поворотного Г-образного стержня с подвижными на конце губками для захвата привариваемого конца держателя и неподвижно установленных губок для взаимодействия с держателем, расположенны.м в отверстии кубика соответствующего звена цепи конвейера. Источники информации, принятые во внимание при экспертизе 1.Ульмишек Л. Г. Производство электрических ламп накаливания. М., «Энергия 1966, с. 432--435. 2.Авторское свидетельство СССР № 123623, кл. Н 01 J 9/40, 1963.
J
0t/z. /
/
фуг. 2
t
ff
л
/г
jr
Ч
//
/
7
. 7
Vcf
фуг.
8
SO
7
. /Y/////////
36 фуг. f2
fff/
Vv;
ff&
V
фуг. /
т фуг.
/г7 /ffff
/rj
/72
