Настоящее изобретение относится к способам изготавлевия футеровки ошипованных труб топок котельны.х агрегатов, работающих .с жидкИ.м шлакоудаление.м.
Известен способ (изготовленз-ш футеровки ощиповаипых экранов -котельных агрегатов -путем «анесения огнеупорной массы на шипы Э|кр-аниых труб.
НедостаткоМ .известного опособа жвляется недолговечность футеровки ошипованных труб, которая зависит от состояния шипов, поддерживающих массу. Если щипы окисляются, то разрушается и футеровка. Процесс разрушения ш-ипов и, следовательно, футеровки протекает следуюш,им образом: нагрев футеровки сапровождается неодинаковым расширением металла шипов и огнеупорной массы и в :месте их контакта возникают напряжения, которые дополнительно усилИваются тем, что сыр-ая огнеупорная масса дает усадку, а 1на шипах образуются утолщения из перво.наЧального иебольшого слоя окалины. Возиикающне тер,мическ ие напряжения приводят к скалыв-анию огнеупорной массы, закрыБающей шипы, и процесс ок(ислен1ия шипогв усиливается. Образовавшаяся легкоплавкая Окалина стекает, оголяя шип, .между шипом и массой образуется кольцевой зазор, в который внедряется легкоплавкий топочный щлак
.|И коррозия шипа прогрессирует до практически полного его разрушен ия.
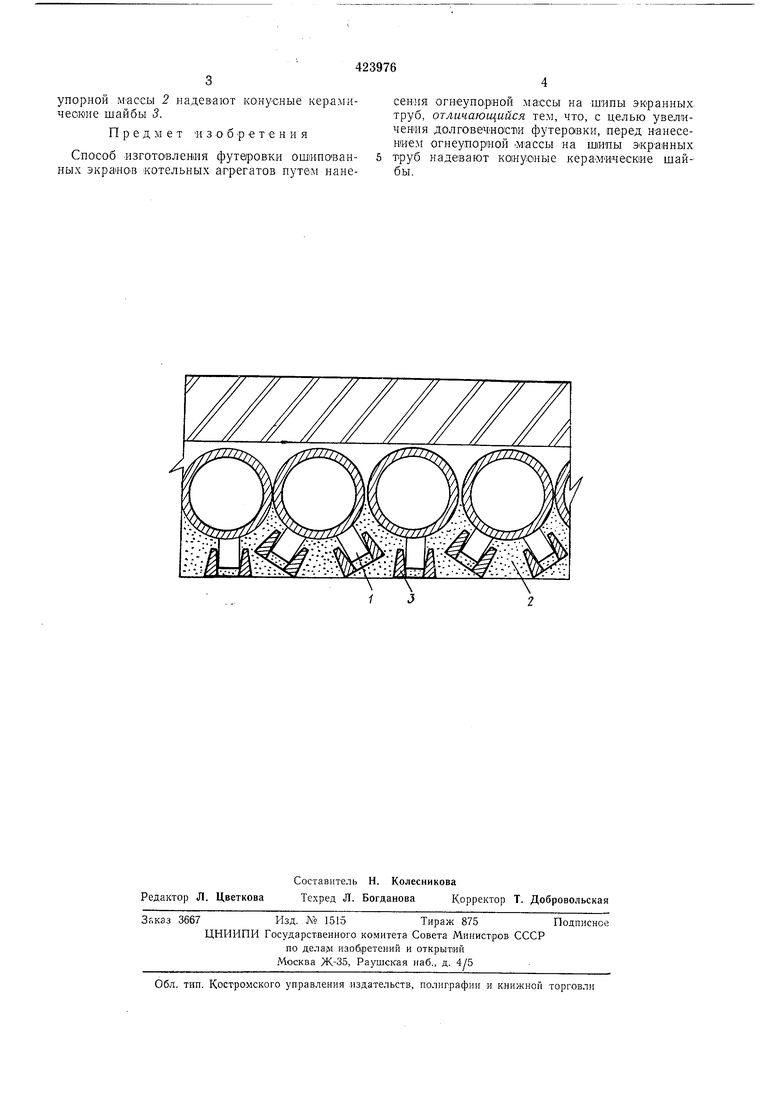
С целью увеличения долговечности футеровки перед нанссенле.м огнеупорной .массы иа шипы экран}1ых труб надевают конусные кера.мические шайбы. Способ изготовления футеровки заключается в следующем.
Огнеупорную массу изолируют от шипов керамическими огнеупорны.мн изделиями, например, в форме шайб, надеваемых па шины в процессе набивк массы. Керамические шайбы должны обязательно 13олировать горячий торец шииа, в то время как иожка может находиться в контакте с Maccoii. Горячий торец шайбы выступает за поверхность футеровки ИЗ-за новыш-енной прочности .и огиеупорностн кера.мики по сравнению с сырой массой. В-мутреннему отверстию шайбы придают иебольшую конусность для надежного л репления шайбы на шип. Внешним (боковым) поверхностям шайбы придают коническую фор.му для обеспечення плотности соединения массы с шайбой.
Кро.ме защиты шипа от окисленчш, керамическая шайба выполняет также функцию армирования (разгрузки) основной огнеупорной массы.
На чертеже представлено устройство футеровки. На шипы 1 перед нанесением огнеynopiHofl м-ассы 2 надевзют конусные кера.мичеоюие шайбы 5.
Предмет и з о б р е т е н и я
СпОСоб изготовления футе(ровк.и ошипованных экраиОВ «отельных агр егатов путем нанесения огнеупо.рщои массы на шипы эюранныхтруб, отличающийся тем, что, с целью увеличен ия долговеч«о1ст1И футеровки, перед нанесением огнеупориой адассы на шипы экраяных труб надевают ко:нуоные кера-МИческие шайбы.
| название | год | авторы | номер документа |
|---|---|---|---|
| "Огнеупорная футеровка труб парогенератора | 1975 |
|
SU642579A1 |
| УСТРОЙСТВО ДЛЯ ГАЗИФИКАЦИИ УГЛЕРОДСОДЕРЖАЩИХ ТОПЛИВ, ОСТАТКОВ ОБРАБОТКИ И ОТХОДОВ (ВАРИАНТЫ) | 1998 |
|
RU2193591C2 |
| ОГНЕУПОРНАЯ НАБИВНАЯ МАССА ДЛЯ ФУТЕРОВКИ ТЕПЛОВЫХ АГРЕГАТОВ | 1971 |
|
SU313820A1 |
| Устройство для охлаждения стенки печи | 1980 |
|
SU1113413A1 |
| ТЕРМИЧЕСКАЯ ИЗОЛЯЦИЯ | 1970 |
|
SU262305A1 |
| ОГНЕУПОРНАЯ ЗАПРАВОЧНАЯ МАССА | 2022 |
|
RU2805678C1 |
| СПОСОБ РЕМОНТА СТАЛЕВЫПУСКНОГО ОТВЕРСТИЯ КИСЛОРОДНОГО КОНВЕРТЕРА | 2015 |
|
RU2607391C2 |
| СПОСОБ РЕМОНТА ОГНЕУПОРНОЙ КЛАДКИ ТЕПЛОВЫХ АГРЕГАТОВ МЕТОДОМ КЕРАМИЧЕСКОЙ НАПЛАВКИ | 1995 |
|
RU2086662C1 |
| СПОСОБ НАНЕСЕНИЯ ШЛАКОВОГО ГАРНИСАЖА НА ФУТЕРОВКУ КОНВЕРТЕРА | 2006 |
|
RU2342444C2 |
| Шип теплообменной трубы | 1990 |
|
SU1726914A1 |
