Изобретение относится к области металлургии, конкретно к сталевыпускному отверстию конвертеров, а именно к способу горячего ремонта летки, выполненной в виде огнеупорных катушек в сборе или огнеупорной монолитной летки.
Изобретение «Способ горячего ремонта летки кислородного конвертера» направлено на совершенствование технологии ремонта сталевыпускной летки кислородного конвертера с целью снижения трудо- и материальных затрат и увеличения срока службы сталевыпускного отверстия кислородного конвертера за счет установки в окололеточном пространстве (устье) ремонтируемой летки кислородного конвертера огнеупорного изделия (блока) с последующим торкретированием огнеупорной массой зазора (‘кратера’ износа) между штатной футеровкой и устанавливаемым блоком. При этом калибр (диаметр) канала устанавливаемого огнеупорного блока обеспечивает регламентированное технологической инструкцией время схода металла из конвертера.
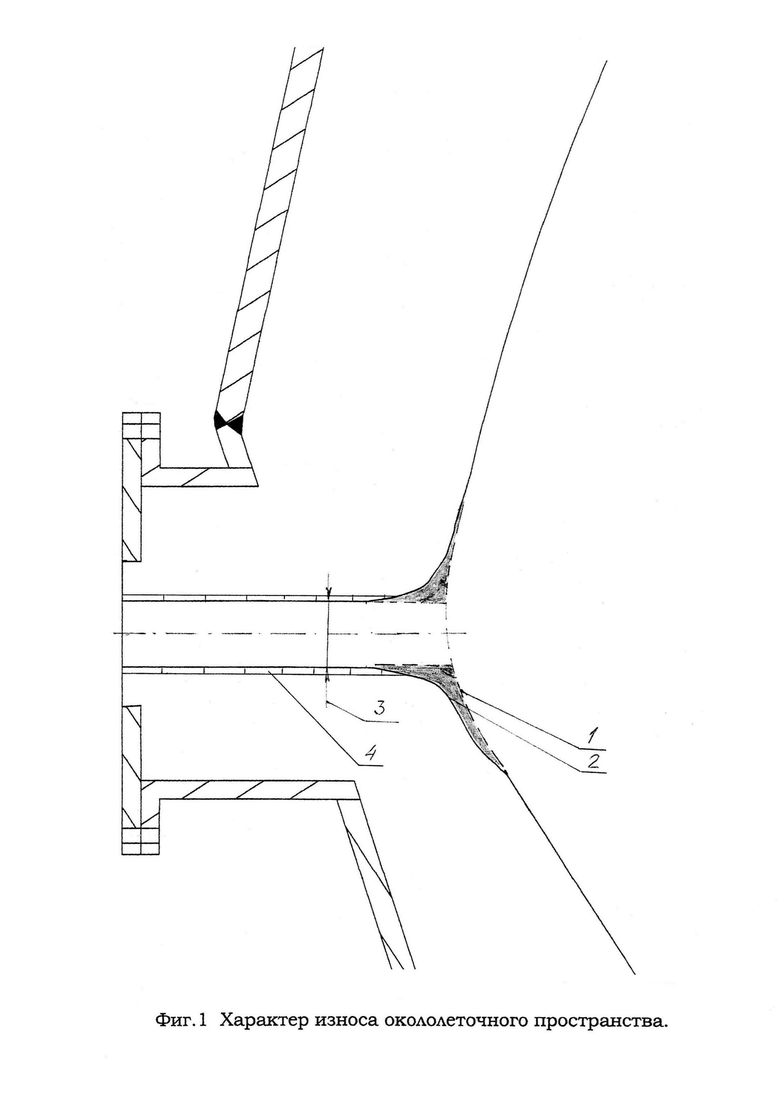
Наиболее изнашиваемой частью футеровки конвертера является окололеточное пространство, характер износа которого имеет вид конуса с направлением вершины к оси летки, поз. 2 Фиг. 1. Вместе с футеровкой изнашиваются дорогостоящие леточные катушки, поз. 4 Фиг. 1, начиная с торцевой части, обращенной внутрь конвертера. Замена леток обусловлена временем выпуска стали из конвертера, недопустимо малым из-за размыва внутреннего канала летки в ходе кампании. Однако замена/ремонт летки зачастую производится раньше в связи с опережающим износом торцевой (внутренней) части летки (окололеточного пространства) по сравнению с износом всего внутреннего канала, поз. 4 Фиг. 1. Для продления срока службы летки в целом и восстановления футеровки окололеточного пространства проводят восстановительные ремонты, поз. 1 Фиг. 1.
Наиболее простой способ горячего ремонта летки конвертера - методом торкретирования огнеупорным порошком или торкретмассами в горизонтальном положении конвертера, леткой вниз, т.е. осуществляя ремонт локального разгара [1, стр. 153]. В этом случае эффективность ремонта летки неудовлетворительна, поскольку торкретмасса покрывает поверхность вокруг летки, сохраняя конусность, т.к. дифференцированно по степени износа нанести торкретмассу на изношенный внутренний торец летки и футеровки практически при таком способе ремонта невозможно. Масса смывается за две-четыре плавки в зависимости от толщины наносимого торкретслоя, времени выдержки массы в стационарном положении и технологических показателей во время эксплуатации. Недостатком такого ремонта является наращивание изношенной части летки торкретмассой слоями, которые не обладают достаточной прочностью и адгезией между слоями для противодействия эрозионному износу массы при выпуске продуктов плавки.
«Классический» способ горячего ремонта и обслуживания летки предполагает замену огнеупорных блоков, из которых состоит летка [1, стр. 151]. Такой способ требует значительных затрат материалов, трудозатрат, при этом имеют место потери производства из-за простоя конвертера, несмотря на использование специальных машин для ремонта летки. Более того, такой способ неоправдан при разгаре только «устья» летки, когда основной канал, сохраняя исходный диаметр летки Dлетки, поз. 3 Фиг. 1 еще обеспечивает регламентный сход стали.
Известен способ горячего ремонта летки плавильной печи [2], заключающийся в установке так называемого огнеупорного стакана, С-образного в разрезе (несомкнутые стенки цилиндра), позволяющий заменить изношенную часть летки.
Невозможность применения данной технологии для ремонта летки конвертера заключается в форме огнеупорного стакана, являющегося сектором цилиндра, незамыкающего вкруговую сталевыпускное отверстие.
Известен способ промежуточного горячего ремонта летки, например, в уже приведенном [1, с. 152], когда в качестве направляющей для формирования струи стали на выпуске из конвертера устанавливают стальную трубу, с дальнейшей проливкой огнеупорным раствором или торкретированием огнеупорными массами (далее - торкретмассами). Недостаток данного способа ремонта в малой стойкости летки и излишней фактической корректировке всего канала летки.
Наиболее близким к предлагаемому способу горячего ремонта летки является способ торкретирования сталевыпускного отверстия [3], осуществляемый установкой в летке приспособления в виде двух металлических труб разного диаметра, расположенных по одной оси с соотношением диаметра труб 1:(1,4-2.2). Труба большого диаметра является шаблоном для торкретмассы, в т.ч. и для формирования устья летки. В этом случае изношенная торцевая часть летки наращивается за счет послойного нанесения торкретмассы вокруг трубы большего размера, которая выполняет роль шаблона. Толщина разового наносимого слоя составляет не более 50-150 мм и наносится, как правило, 2-3 раза. Стойкость составляет от трех до восьми плавок. Использование данного способа горячего ремонта летки позволяет уменьшить время на проведение промежуточного ремонта до 50% по сравнению с [1, стр. 151] Недостаток тот же - недостаточная стойкость летки после ремонта.
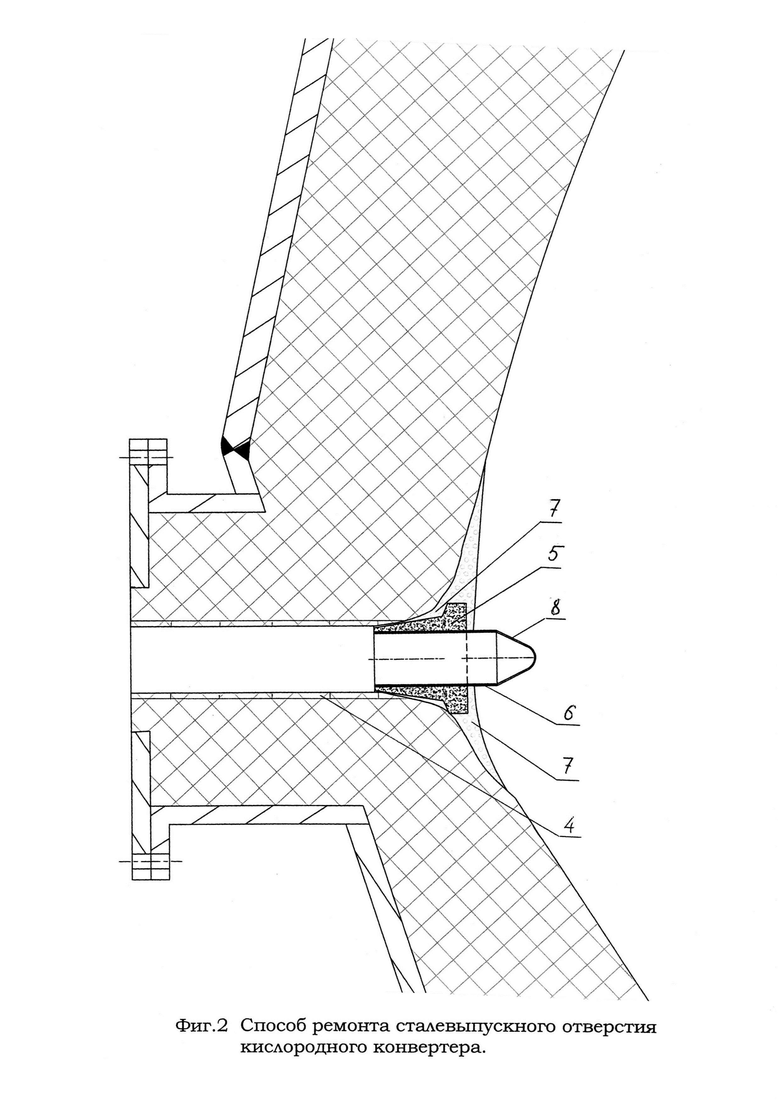
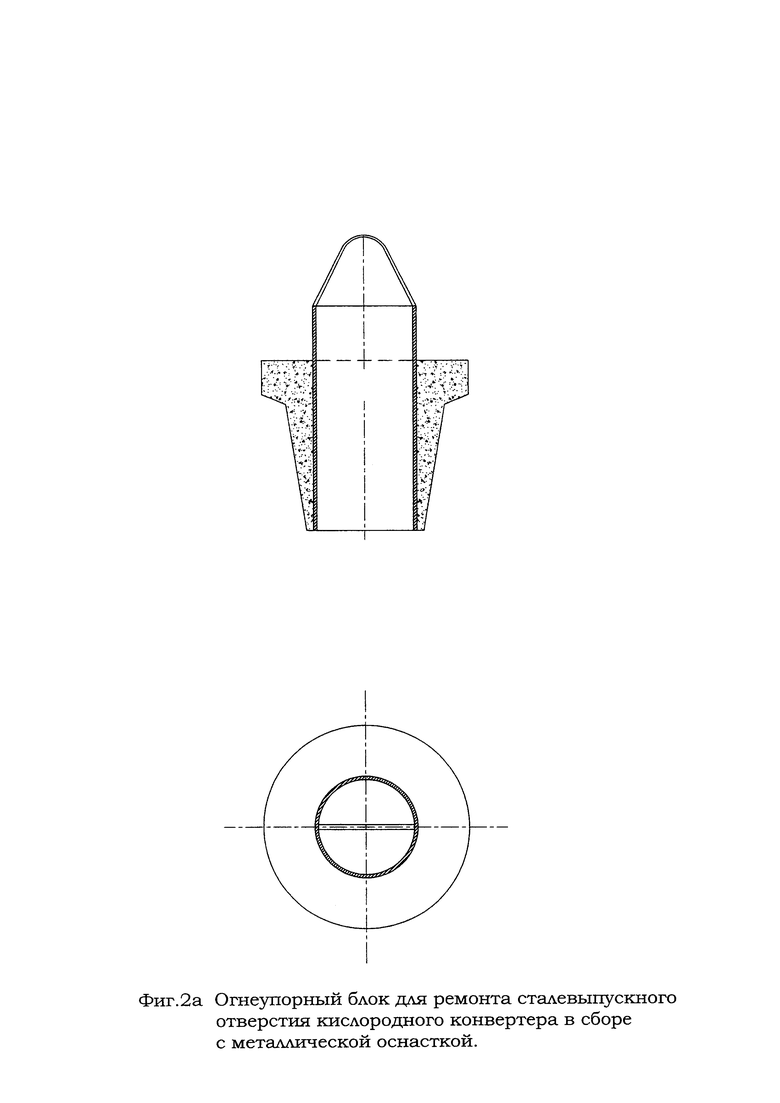
Предлагаемый авторами способ горячего ремонта летки кислородного конвертера заключается в применении конструкции огнеупорного изделия - блока, выполненного из огнеупорного материала в виде единого объема - «шайба + усеченный конус», поз. 5 Фиг. 2, Фиг. 2а, насаженной на металлическую трубу, поз. 6 Фиг. 2, причем диаметр трубы равен среднему диаметру летки Dлетки, Фиг. 2а. После установки данного огнеупорного блока осуществляется заливка торкретмассой, поз. 7 Фиг. 2.
Схемы огнеупорных блоков и установка их в летку приводятся на Фиг. 2, Фиг. 2а, Фиг. 4 и Фиг. 4а.
Конусная часть должна иметь длину, позволяющую зафиксировать ее в верхней неизношенной катушке (или части летки в случае использования монолитной летки). Верхняя часть трубы имеет высоту 2-3-х слоев торкретирования и служит шаблоном для торкретмассы, снабжена скобой, поз. 8 Фиг. 2, для собственно введения вкладыша внутрь конвертера.
Огнеупорный блок изготовлен методом прессования, или набивки, или заливки бетонной массой по составу, близкому к футеровке конвертера, и подвергнут термической обработке (обжигу) для повышения прочности изделия.
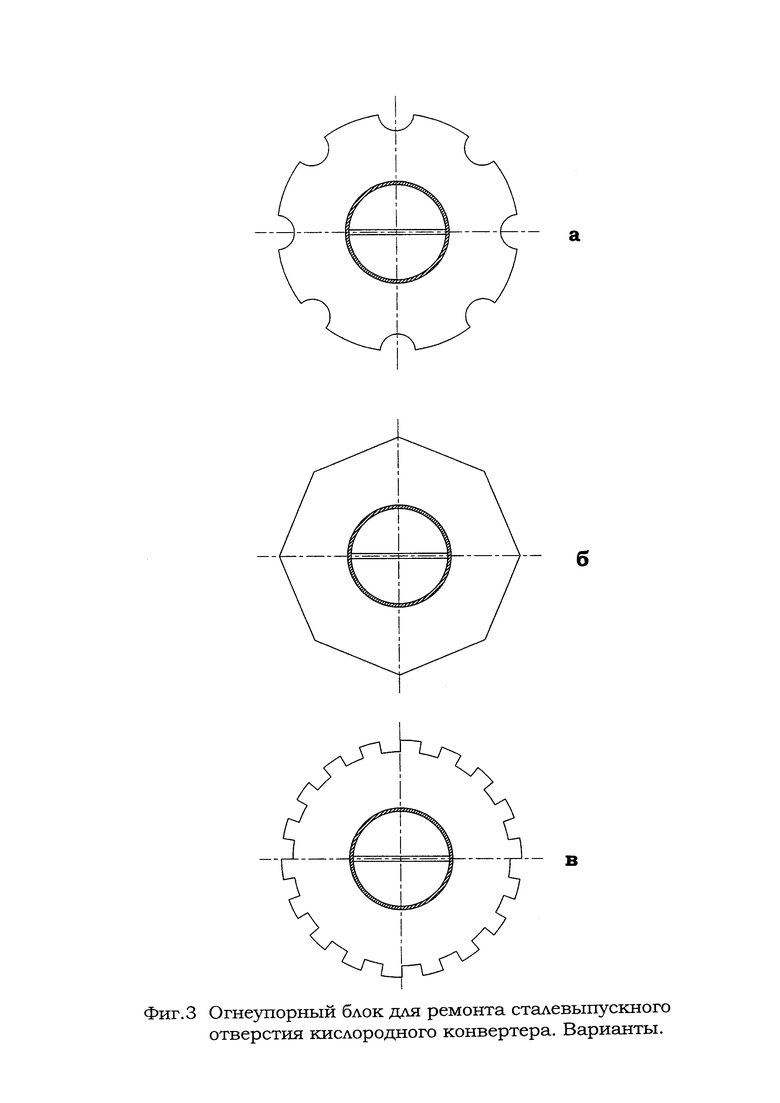
Верхняя часть огнеупорного блока может иметь различные конфигурации, поз. а, б, в Фиг. 3, в том числе и без нижнего конуса из огнеупорного материала. Кроме того, может иметь 3-4 вертикальные прорези, размером до 1/3 радиуса шайбы и расположенные равномерно по окружности для облегчения попадания торкретмассы в ремонтируемый объем.
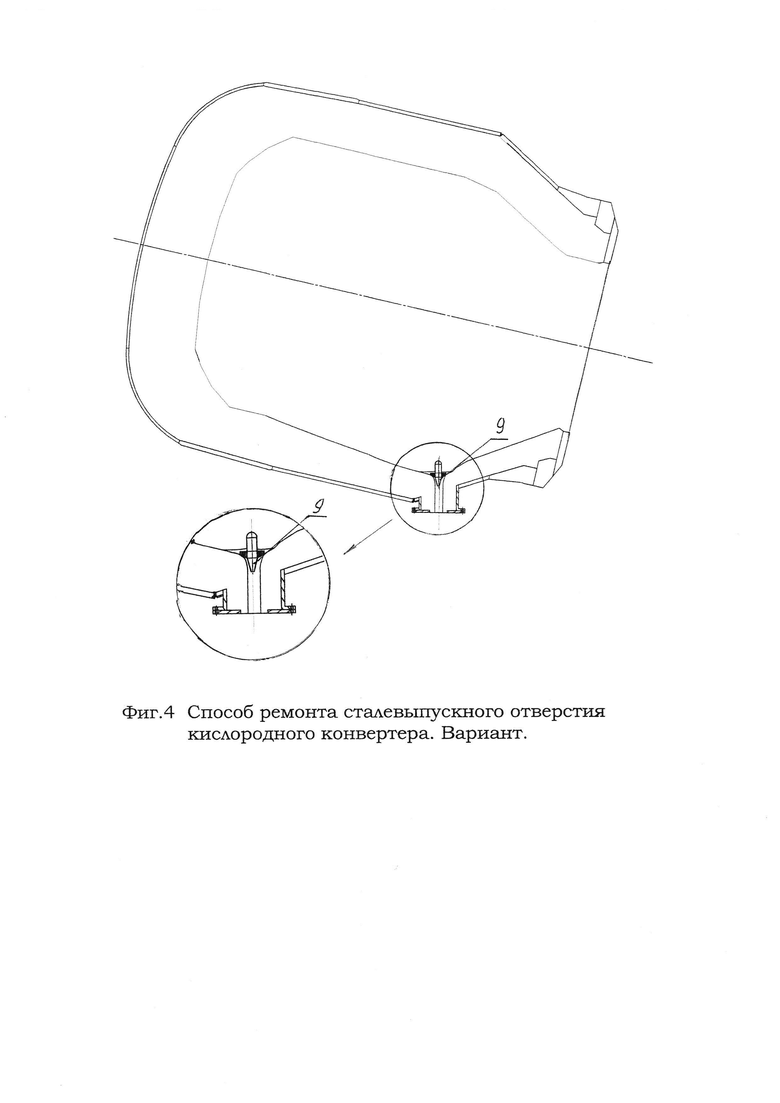
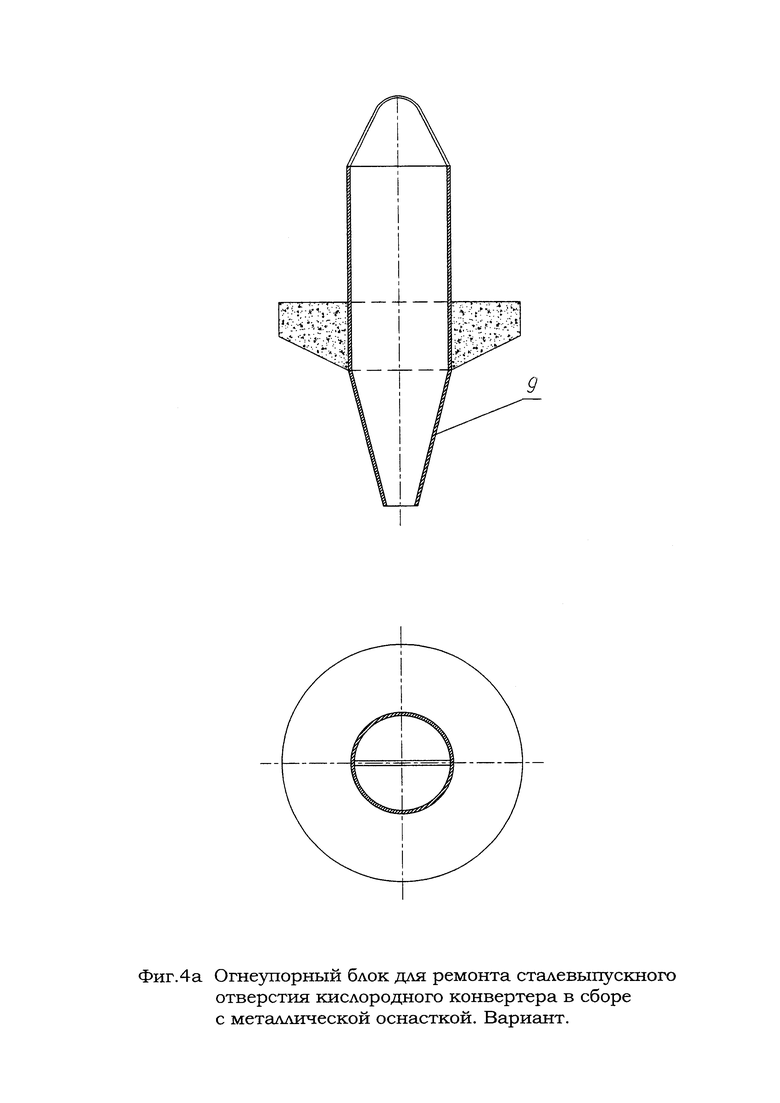
В случае использования блока в виде плоской шайбы металлическая труба, на которую нанизан блок, выступает и вверх (являясь шаблоном для торкретмассы), и вниз, и нижняя часть имеет форму усеченного конуса для центровки изделия в канале летки, поз. 9 Фиг. 4, Фиг. 4а. В этом случае тем более оправдан конструктивный элемент в виде прорезей для осуществления заявляемого способа ремонта летки.
Преимущества применения описанного огнеупорного блока при горячем ремонте летки кислородного конвертера состоят в технологичности процесса ремонта, в частности обеспечении организованной струи металла при выпуске из конвертера за счет совпадения осей летки и блока, экономном расходовании огнеупорной торкретмассы за счет плотной установки блока в требующей ремонта летке с одновременным увеличением стойкости летки в 3-4 раза за счет удлинения канала.
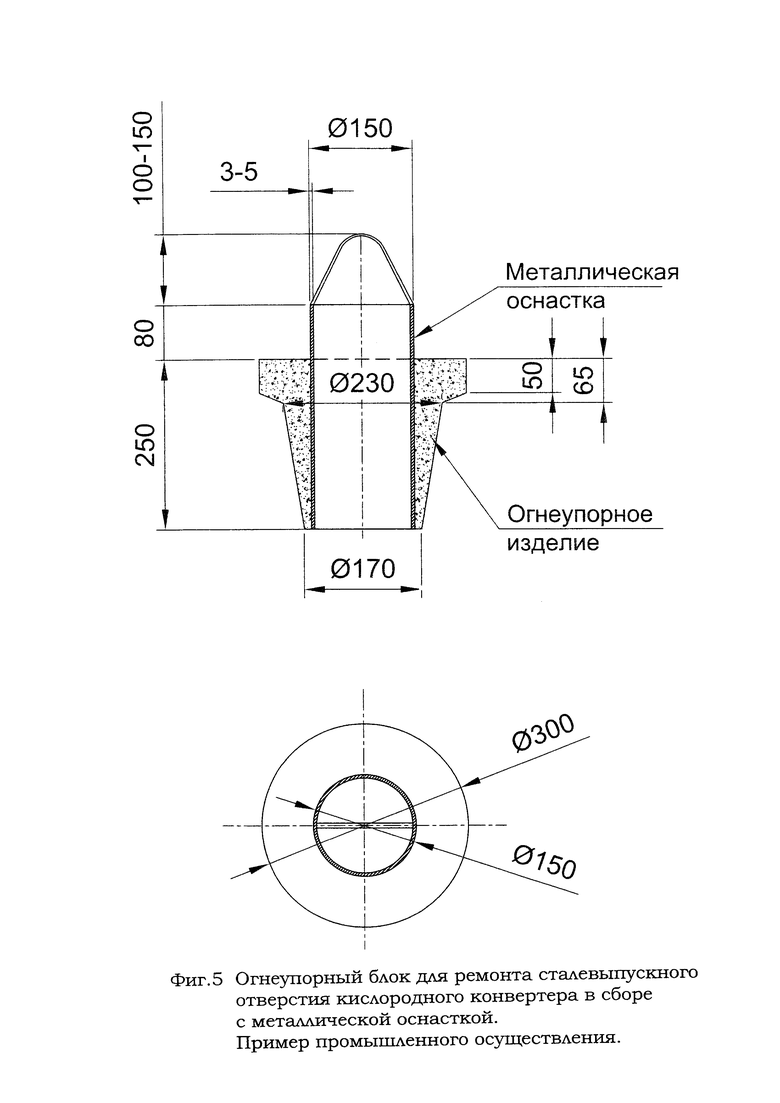
Пример осуществления способа ремонта, Фиг. 2, Фиг. 4. Огнеупорный блок, поз. 5 Фиг. 2, изготовлен методом прессования, или набивки, или заливки бетонной массой по составу, близкому к футеровке конвертера, подвергнут обжигу для повышения прочности изделия. Диаметр огнеупорного блока составляет 2-3 диаметра сталевыпускного отверстия Dлетки. Толщина изделия 1-1,5 толщины разового слоя торкретмассы, т.е. 50-100 мм.
Размеры металлической трубы, поз. 6 Фиг. 2, и огнеупорного блока, поз. 5 Фиг. 2, подбираются в каждом случае индивидуально согласно конструкции сталевыпускного отверстия конвертера, например, Фиг. 5.
После ввода огнеупорного блока в летку, используя скобу, поз. 8 Фиг. 2, производится торкретирование поверх блока торкретмассой, поз. 7 Фиг. 2. Масса проникает к изношенной части летки, в том числе за счет вертикальных прорезей, если изделие снабжено ими, частично закрепляя блок около торца летки. Торкретмасса прижимает блок к торцу летки, а по окружности выравнивает ‘кратер’ износа, восстанавливая футеровку, поз. 7 Фиг. 2.
Время выдержки торкретмассы для спекания с футеровкой выдерживается как при обычном торкретировании не более 30-40 мин и в сочетании с блоком становится элементом футеровки.
Главное преимущество изобретения заключается в том, что формованный термообработанный (подвергшийся обжигу) огнеупорный блок по прочности, пористости и устойчивости к эрозии превосходит эти же показатели для торкретмассы, обеспечивая меньший и замедленный износ торцевой части летки.
Заявляемое изобретение обладает необходимым инженерным уровнем, обладает новизной, принципиально отличаясь от известных технологий и устройств, является промышленно применимым, что соответствует критериям патентоспособности заявляемого технического решения.
Источники информации
1. А.М. Якушев. Справочник конвертерщика. Челябинск, Металлургия, 1990, с. 151-153.
2. Патент РФ №2440420 «Устройство летки плавильной печи и способ ее ремонта». Патентообладатель «Ниппон Стил Корпорейшн» (JP), опубл. 20.01.2012 г.
3. Патент РФ №2214459 «Способ торкретирования сталевыпускного отверстия металлургического агрегата». Патентообладатель ОАО «ЕВРАЗ НТМК», опубл. 20.10.2003 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНСТРУКЦИЯ ОГНЕУПОРНОГО ИЗДЕЛИЯ ДЛЯ РЕМОНТА СТАЛЕВЫПУСКНОГО ОТВЕРСТИЯ КИСЛОРОДНОГО КОНВЕРТЕРА | 2021 |
|
RU2753219C1 |
| Способ горячего ремонта футеровки конвертера | 2016 |
|
RU2632305C1 |
| КЛАДКА СТЫКА ФУТЕРОВКИ КОНВЕРТЕРА | 2016 |
|
RU2642995C1 |
| Способ горячего восстановления рабочего слоя футеровки выпускного отверстия конвертера | 1990 |
|
SU1786095A1 |
| Способ комбинированной продувки расплава в конвертере | 2021 |
|
RU2756679C1 |
| Способ ремонта сталевыпускного отверстия конвертера | 1988 |
|
SU1571079A1 |
| СПОСОБ ТОРКРЕТИРОВАНИЯ СТАЛЕВЫПУСКНОГО ОТВЕРСТИЯ МЕТАЛЛУРГИЧЕСКОГО АГРЕГАТА | 2002 |
|
RU2214459C1 |
| СПОСОБ ФУТЕРОВКИ КИСЛОРОДНОГО КОНВЕРТЕРА | 2021 |
|
RU2758600C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ФУТЕРОВКУ МЕТАЛЛУРГИЧЕСКОГО АГРЕГАТА ИЛИ ФУТЕРОВКУ МЕТАЛЛУРГИЧЕСКОЙ ЕМКОСТИ | 1997 |
|
RU2131571C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ФУТЕРОВКИ КОНВЕРТЕРА | 1995 |
|
RU2094475C1 |
Изобретение относится к области металлургии, в частности к способу горячего ремонта летки кислородного конвертера. Способ включает установку в летку нанизанного на металлическую трубу огнеупорного блока, выполненного в виде единого изделия из плоской шайбы и усеченного конуса, высотой 1,5-2,0 диаметра летки, и торкретирование огнеупорного блока торкретмассой. Огнеупорный блок устанавливают в летку с обеспечением расположения верхнего края металлической трубы над леткой. Плоскую шайбу выполняют с наружным диаметром, равным 2-3 диаметра летки, а высотой - 0,5-1,0 диаметра летки. На наружной поверхности плоской шайбы равномерно выполняют 3-4 вертикальных прорези, глубина которых составляет 1/3 радиуса. Использование изобретения обеспечивает увеличение стойкости летки. 2 з.п. ф-лы, 7 ил., 1 пр.
1. Способ горячего ремонта летки кислородного конвертера, отличающийся тем, что он включает установку в летку нанизанного на металлическую трубу огнеупорного блока, выполненного в виде единого изделия из плоской шайбы и усеченного конуса, высотой 1,5-2,0 диаметра летки, и последующее торкретирование поверх огнеупорного блока торкретмассой, при этом огнеупорный блок устанавливают в летку с обеспечением расположения верхнего края металлической трубы над леткой, а плоскую шайбу выполняют с наружным диаметром, равным 2-3 диаметра летки, и высотой - 0,5-1,0 диаметра летки.
2. Способ по п. 1, отличающийся тем, что плоскую шайбу выполняют в виде многогранника.
3. Способ по п. 1, отличающийся тем, что на наружной поверхности плоской шайбы равномерно выполняют 3-4 вертикальные прорези, глубина которых составляет 1/3 радиуса.
| СПОСОБ ТОРКРЕТИРОВАНИЯ СТАЛЕВЫПУСКНОГО ОТВЕРСТИЯ МЕТАЛЛУРГИЧЕСКОГО АГРЕГАТА | 2002 |
|
RU2214459C1 |
| БИОГАЗОВЫЙ БАРОГАЛЬВАНИЧЕСКИЙ ЭЛЕКТРОТЕПЛОГЕНЕРАТОР С ТЕПЛОВОЙ РЕГЕНЕРАЦИЕЙ РАБОЧЕГО ТЕЛА | 2011 |
|
RU2449429C1 |
| Способ ремонта сталевыпускного отверстия конвертера | 1988 |
|
SU1571079A1 |
| US 2010327498A1, 30.12.2010. | |||

