1
Известна установка для набивки швов подины алюминиевых электролизеров,, содержащая самоходную тележку, на которой смонтированы рабочие органы, выполненные в виде подъемно-опускных в напра(вляющих рамы свободно вращающихся на втулках полуосей дисков, катящихся в щвах подины электролизера. Диски закреплены на кронщтейнах, имеющих прямые щеки.
Отличие описываемой установки заключается в том, что она снабжена бункерами для подовой массы с раздаточными рукавами, пламенными горелками для подогрева дисков, торцовая поверхность которых имеет форму клина с заплечиками, а на боковых поверхностях выполнены лабиринтные выточки в виде диаметральных канавок. Это повыщает производительность установки и качество набивки щвОВ подины электролизера. Кронщтейн может быть выполнен П-образной формы, щеки которого изогнуты и соединены с осью вращения диска в его боковых выточках, причем они не выступают за габариты диска.
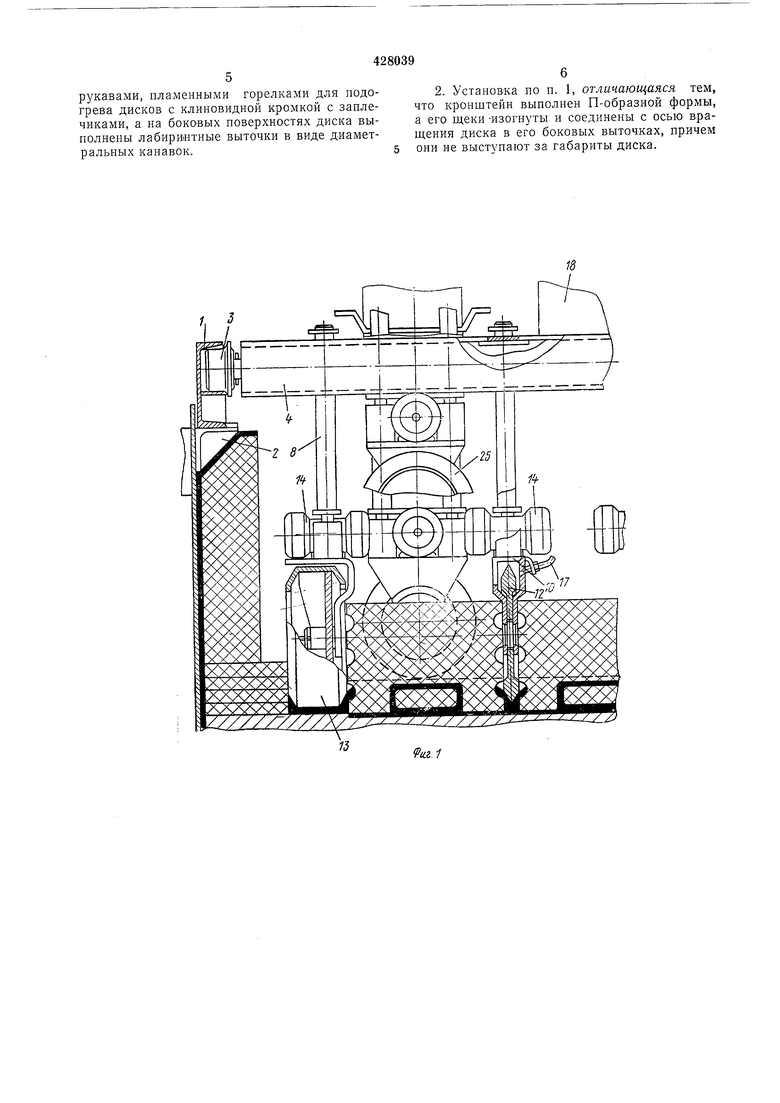
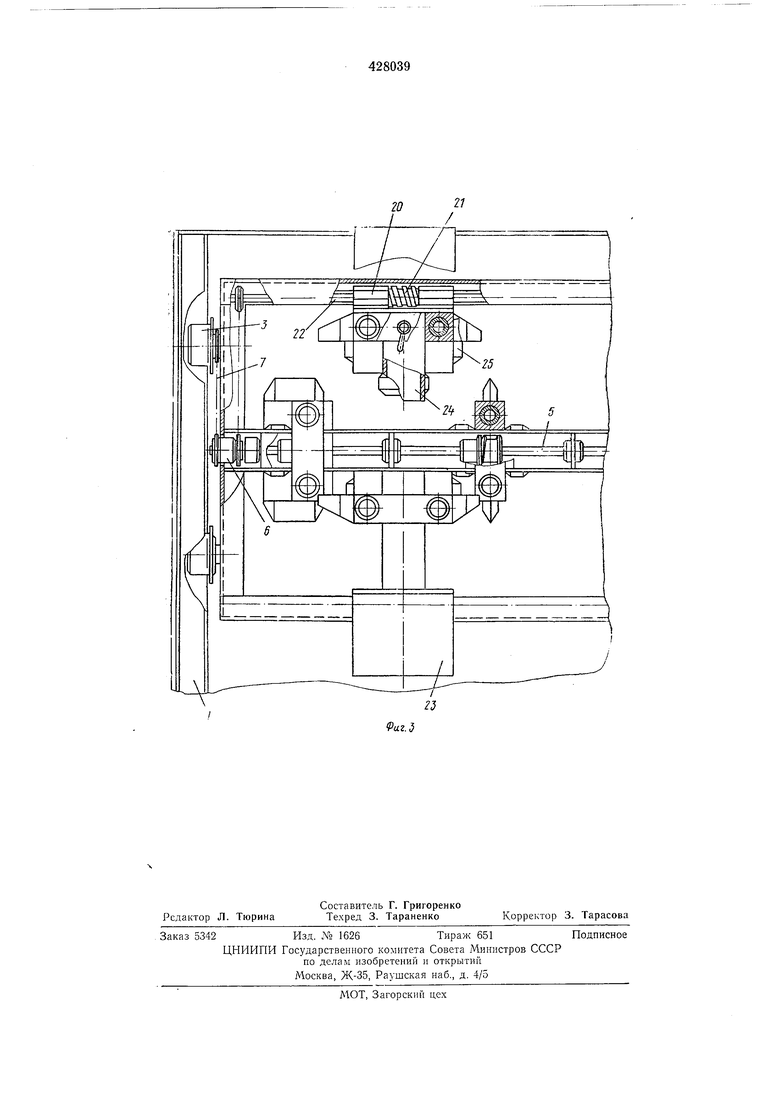
На фиг. 1 показана описываемая установка с набивочными дисками в рабочем положении; на фиг. 2 - установка, поперечный разрез; на фиг. 3 - то же, план.
Установка имеет две направляющие 1, укрепленные на кро«щтейнах 2 торцовых стенок электролизера. По направляющим на колесах 3 может црокатываться рама 4. Рама приводится в движение (реверсивное) от электродвигателя и редуктора, установленных в средней ее части (на чертежах не показаны) посредством вала 5, двух магнитных муфт 6 и цепных передач 7. На нижней части щтанг 8, которые могут перемещаться во втулках 9, посредством кроппдтейнов 10 и амортизаторов // крепятся диски 12 и катки
13 с вибраторами 14. Диски 12 и катки 13 тросами /5 соединены с барабанами 16, при вращении которых они могут подниматься, удерживаться в определенном положении и опускаться. С боковых сторон кронщтейнов
укреплены форсунки 17, предназначенные для нагрева дисков при сжигании топлива, подводимого из резервуара по шлангам.
На установке для набивки щвоВ подин электролизеров установлены четырнадцать
дисков 12, в соответствии с количеством поперечных щвов между блоками подины электролизера. На раме 4 над дисками укреплены покрытые теплоизоляционным материалом емкости 18 для подовой массы. От емкостей
к щвам между блоками подведены массораздаточные рукава (на чертежах не показаны). В балках рамы 4 укреплены по две призматические направляющие 19, в которых перемещаются ползуны 20 посредством гаек 21,
приводимых во вращение валами 22. Валы 22
получают вращение от центрального вала 5. К правому и левому ползунам 20 крепятся через кронштейны емкости 23 для подовой массы с рукавами раздачи и консольные балки 24. На ко«соль«ых балках аналогично дискам 12 укреплены катки 25. Катки 25 можно перемещать по балкам 24 к центру рамы, кроме того, они могут приподниматься. Перемещение к центру и обратно осуществляют вручную, а подъем производится одновременно с дисками 12. В вертикальной плоскости катки 25 фиксируются зажимами 26. Катки 25 предназначаются для набивки щвов подины электролизера по его длине. Набивка правого п левого щвов производится поочередно. Управляют установкой с пульта.
Неред набивкой производится прогрев блоков подины обычным способом, затем вручпую пабивают замковые вертикальные швы блоков, расположенные по периметру и установку монтируют на электролизере. На место работы установку транспортируют краном или автопогрузчиком, оборудованным стрелой. Набивающие инструменты установки в период транспортировки и моптажа на рабочее место находятся в поднятом положении. Затем зажигают все форсунки 17 и некоторый период производят прогрев набивающих инструментов, периодически поворачивая их на осях вручную. Во время прогрева инструментов емкости 18 и 23 загружают подовой массой. Загрузку емкостей можно производить из термоса, установлен-ного, например, на вилах автопогрузчика, который перемещается вдоль электролизера с внешней его стороны. Носле заполнения емкостей приступают к набивке. Оператор с пульта включает электродвигатель установки и соответствующие электромагнитные муфты, которые передают вращение от центрального вала 5 па барабаны 16, тросы 15 начинают раскручиваться и диски 12 и катки 13 опускаются.
В период опускания -необходимо следить, чтобы каждый пабивочный инструмент попал в зазор между блоками.
Затем включаются электромагнитные муфты 6, электровибраторы опущенных в рабочее положение ипструмептов п открываются шиберы емкостей. При включении электромагнитных муфт 6 установка перемещается по направляющим / поперек электролизера. Подовая , высыпающаяся в щвы перед дисками 12 и катками 13, прокатывается ими и под действием вибратора уплотняется. Частично вибрация передается раме, способствуя высыпанию подовой массы из емкостей по раздаточным рукавам. При движении устройства в обратную сторону с закрытыми щиберами подачи подовой массы, работающие инструменты дополнительно уплотняют массу в щвах. К концу хода все четырнадцать узких поперечных щвов, а также два крайних шва оказываются пабитыми на один слой. Одновременно с работой установки рабочий вручную набивает короткие долевые швы между блоками, а также ячейки между электродами подовых блоков.
Для засыпки швов, набиваемых вручную, можно использовать раздаточные рукава уста5 новки. После набивки первого слоя в труднодоступных участках вручную, включается установка для набивки второго слоя и так далее до тех пор, пока высота всей набивки превысит уровень электродов и появится возмож10 ность производить набивку боковых швов по длине электролизера.
При увеличении высоты набиваемых слоев в швах, набивающие инструменты соответственно прилоднимаются за счет перемещения 15 щтанг 8 в отверстиях втулок 9.
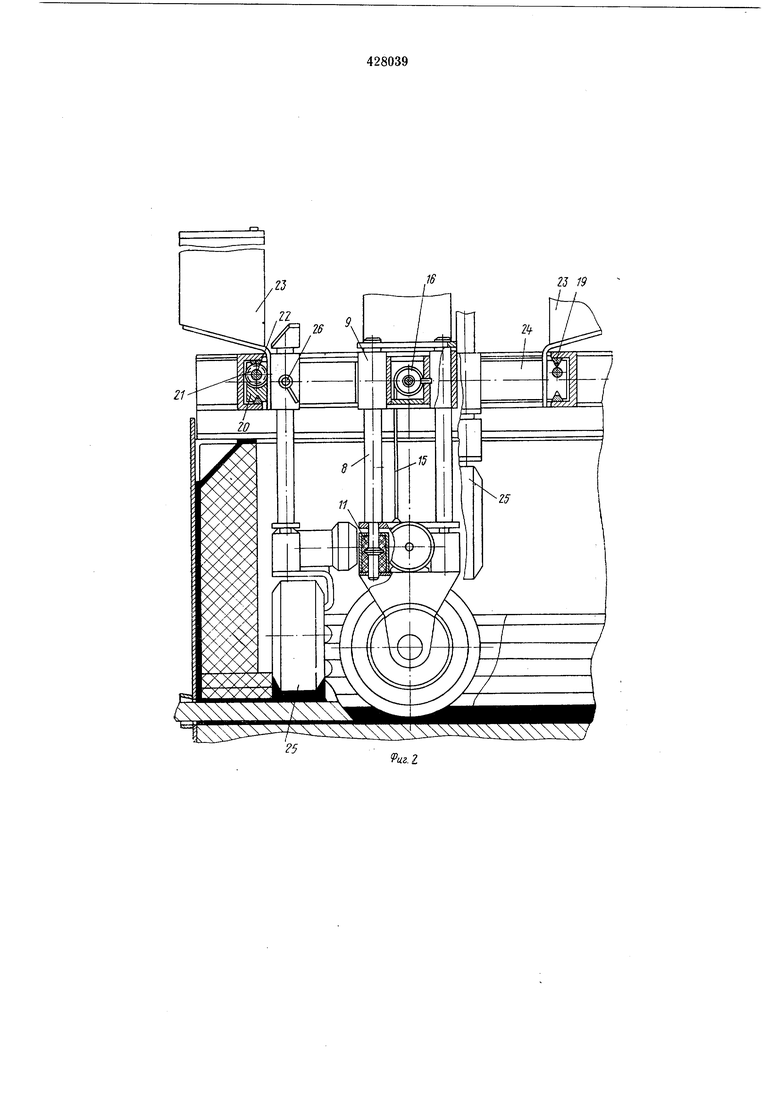
Для набивки боковых швов установку останавливают на некотором расстоянии от края электролизера (см. фиг. 2). Набивающий инструмент - каток 25 - передвигается по 0 балке 24 от центра. Плавно освобождается зажим 26, и каток перемещается вниз. Затем открывается щибер засыпки, включаются вибратор и соответствующая электромагнитная муфта, которая передает вращение центрального вала 5 на вал 22. От вала 22 через шпонку получает вращение гайка 21, которая, зацепляясь за зубья паправляющей 19, перемещает ползун 20, а соответственно и каток 25 с емкостью 25 в ту или иную сторону. При перемещении каток 25 производит набивку шва одного слоя аналогично описанной. После окончания набивки одного слоя каток 25 передвигается в промежуток между катком 13 и диском 12, затем установка перемещается
5 в сторону катка 25 до конца, подвеска катка 25 движется по балкам 24 к центру установки, после чего включается электромуфта, обеспечивающая подъем набивающих инструментов. При подъемекатка 13 и диска 12 их верхние связи упираются в подвеску катка 25 и поднимают его, после чего он фиксируется зажимом 26. Затем диски 12 и катки 13 опускаются, и производится набивка всех поперечных швов. Набивка противолежащего продольного шва производится вторым катком 25 в том же порядке и так далее до полной набивки электролизера.
В результате описанной работы производится набивка основного объема швов подины электролизера, при которой на долю ручпого труда остается около 15% работы по набивке коротких стыковых швов, заделки углов по швам периметра и выравнивание всех швов подины последнего слоя.
Предмет изобретения
1. Установка для набивки швов подины алюминиевых электролизеров, включаюшая
0 самоходную тележку, на которой смонтированы рабочие органы, закрепленные на кронштейнах, отличающаяся тем, что, с целью повышения производительности установки и качества набивки швов, она снабжена бункерами для подовой массы с раздаточными
рукавами, пламеннььми горелками для подогрева дисков с клиновидной кромкой с заплечиками, а на боковых поверхностях диска выполнены лабиринтные выточки в виде диаметральных канавок.
2. Установка по п. 1, отличающаяся тем, что кронштейн выполнен П-образной формы, а его щеки -изогнуты и соединены с осью вращения диска в его боковых выточках, причем они не выступают за габариты диска.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВАНИЯ и РАЗДАЧИ СЫПУЧИХ МАТЕРИАЛОВ | 1973 |
|
SU398688A1 |
| Установка для набивки швов подины алюминиевого электролизера | 1977 |
|
SU720053A1 |
| Установка для набивки швов подины электролизера | 1982 |
|
SU1046348A1 |
| Установка для набивки швов подины электролизера для получения алюминия | 1983 |
|
SU1177395A1 |
| Установка для набивки швов подины электролизера | 1989 |
|
SU1696596A1 |
| УСТРОЙСТВО для ОБСЛУЖИВАНИЯ СЪЕМНОГО ЖЕЛОБА | 1967 |
|
SU191590A1 |
| Установка для набивки швов подины алюминиевого электролизера | 1977 |
|
SU720052A1 |
| Способ монтажа подины алюминиевого электролизера | 1980 |
|
SU960316A1 |
| Установка для набивки швов подины электролизера | 1975 |
|
SU524862A2 |
| ЛЕТУЧАЯ ПИЛА ДЛЯ РЕЗКИ ДЛИННОМЕРНЫХ | 1973 |
|
SU379340A1 |
fe/
J 19
Риг. I
