I ,
Изобретение относится к цветной металлургии, к оборудованию для монтажа электролизеров получения алюминия, в частности.к установкам для набивки швов подины электролизера.
Цель изобретения - повышение производительности и расширение технологических возможностей установки за счет уплотнения подовой массы по всей площади шва в любом его поперечном сечении.
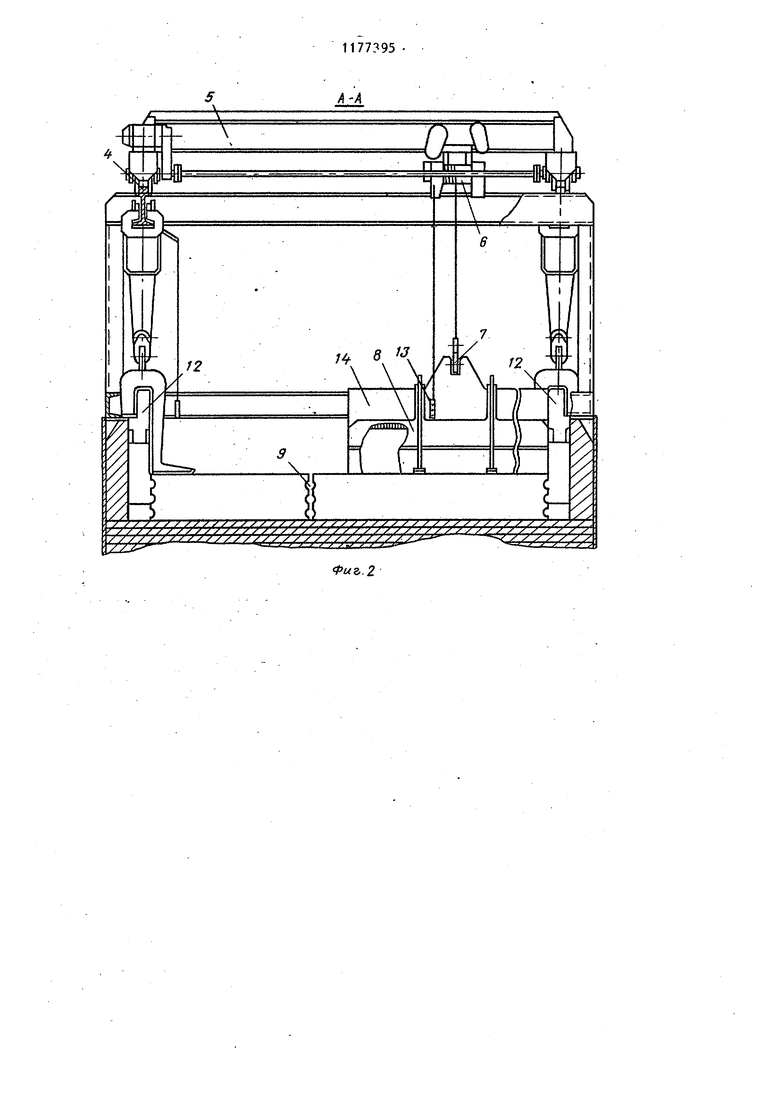
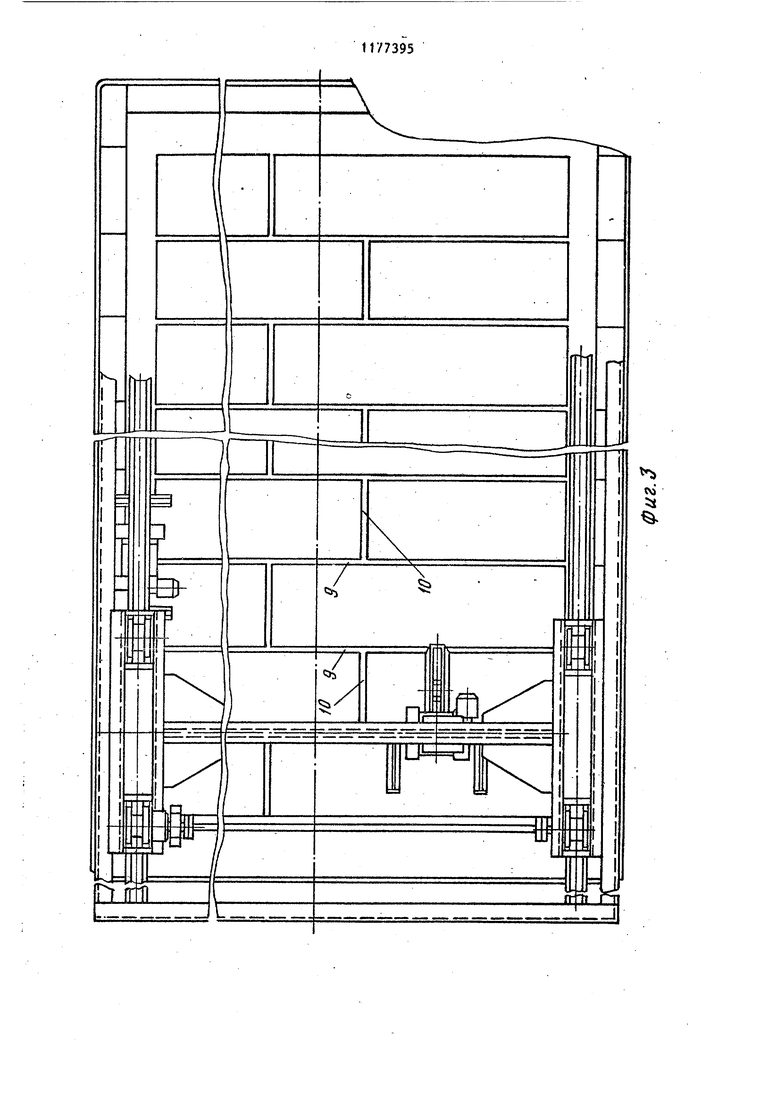
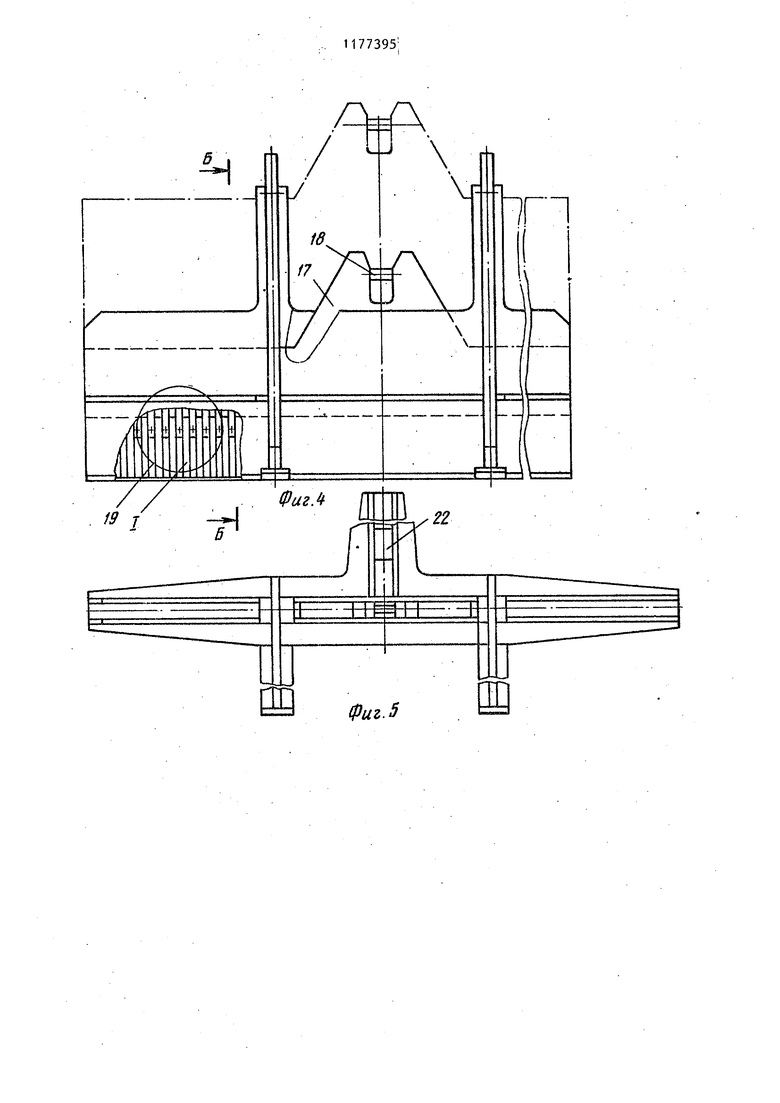
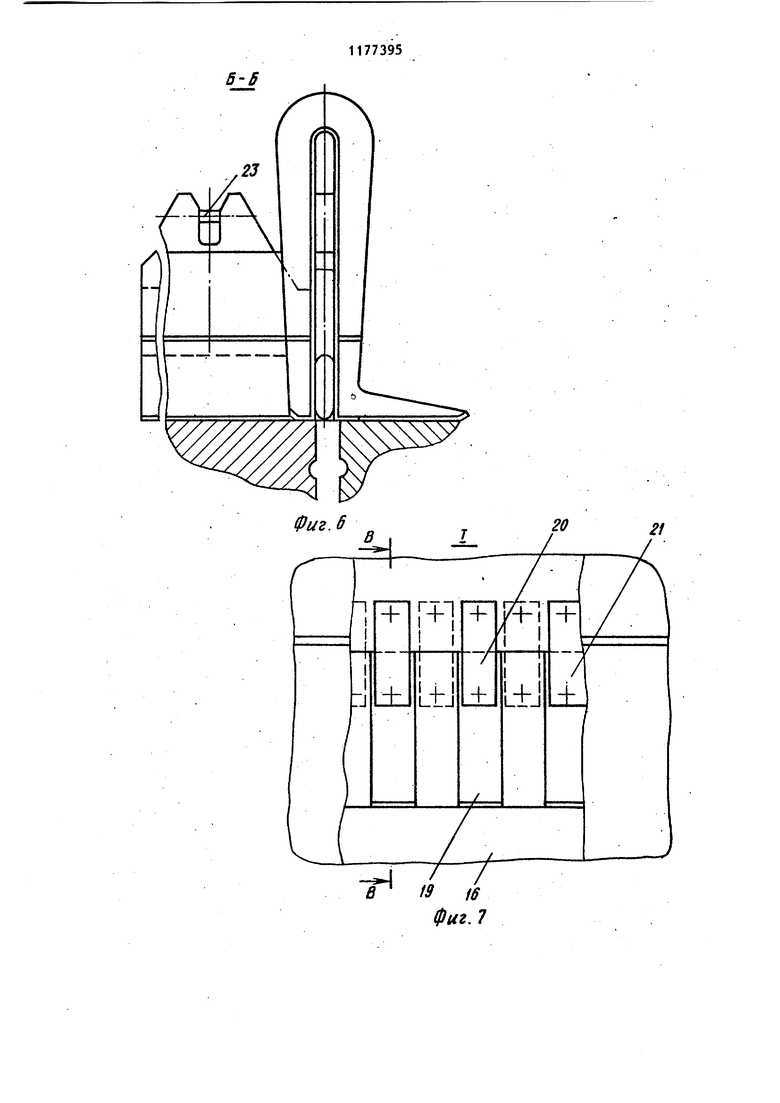
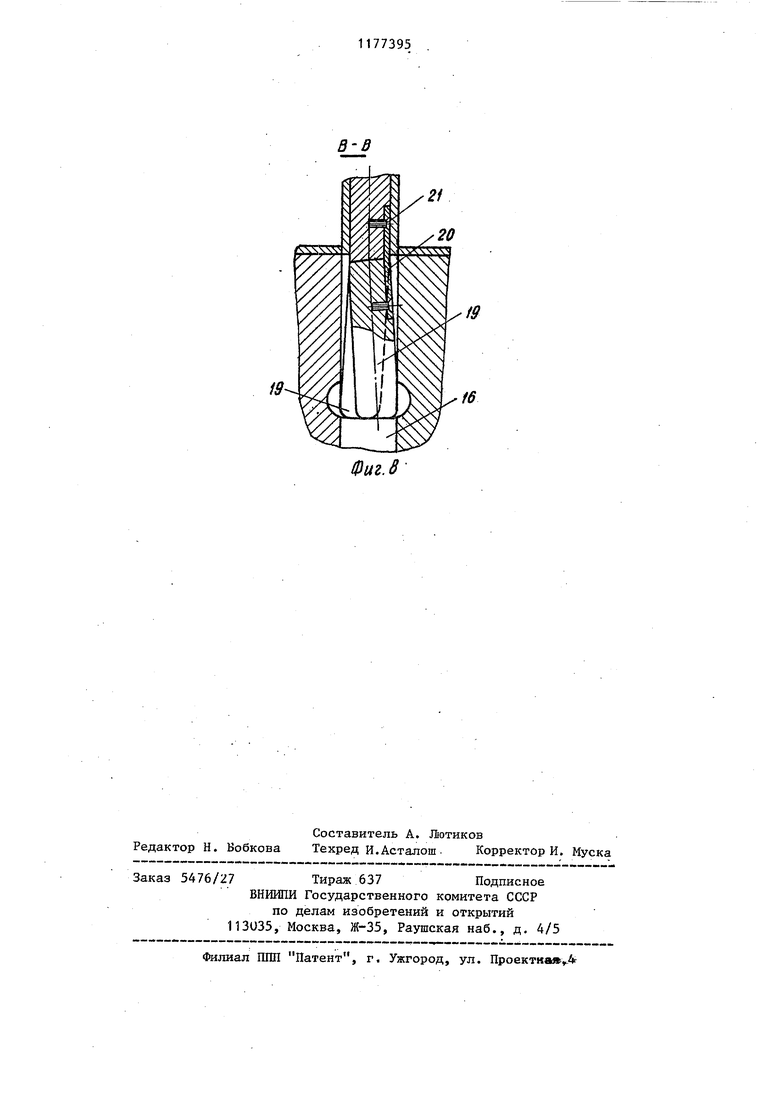
На фиг.1 изображена установка для набивки швов подины эле.ктролизера, общий вид; на фиг.2 - сечение А-А на фиг.1 на фиг.З - установка, план} на фиг.4 - корпус трамбовочного устройства с бойковым инструментом на фиг.З - то же, план, на фиг.6 - сечение Б-Б на фиг.А на фиг,7 - узел I на фиг.4; на фиг.8 - сечение В-В на фиг.7.
Рама установки состоит из нижних связей 1, которыми она опирается на электролизер и крепится кнему, стоек 2, верхних направляющих балок 3, направляющих 4, по которым перемещается однобалочный кран 5 с электроталыо 6 и специальным захватньм приспособлением 7, с попощью которых перемещается трамбовочное устройство 8 для набивки поперечных швов 9 и продольных коротких замкнутых швов 10.
Но направляющим балкам 3 передвигается также электроталь 11 с захватным приспособлением 7, с помощью которых перемещается трамбовочное устройство 12 для набивки широких боковых швов по периметру электролизера.
Электротали 6 и 11, а также захватное приспособление 7 связаны с
кнопочным управлением 13. 1
Трамбовочное устройство 8 состоит из корпуса 14, охватываемого в отдельных местах площадкам 15
устойчивости, с нижней стороны КОТО
рого по всей длине выполнен паз с высотой, зависящей от требуемой силы удара о подовую массу 16. В паз корпуса 14 входит бойковый инструмент 17, ширина которого равна ширине швов 9 и 10, минимально допустимой технологией укладки подовых блоков. Бойковьй инструмент 17 свободно перемещается вдоль паза на требуемую высоту.
/7395 .2
В средней части верхнего торца корпуса 14 выполнена прорезь, через которую захватное приспособление 7 присоединяется к бойковому 5 инструменту 17 с помощью скобы 18, выполненной в средней части его верхнего- торца.
В нижнем торце бойкового инструмента 17 по всей его длине выполнена вогнутая цилиндрическая поверхность, в которую плотно друг к другу входят бойки 19 своей выпуклой цилиндрической поверхностью. Радиус кривизны вогнутой и выпуклой цилиндрических
поверхностей одинаков. Шарнирное соединение обеспечивает угловое перемещение бойка 19 относительно инструмента 17. Бойки 19 выполнены в виде прямоугольных планок с шириной, равной ширине бойкового инструмента 17.
Бойки 19 соединяются с бойковым инструментом 17 с помощью упругих пластин 20, закрепленных винтами 21
25 на одной из боковых сторон бойка 19 и бойкового инструмента 17. У смежных бойков 19 упругие пластины 20 устанавливают с противоположных боковых сторон относительно друг друга и загнуты они в противоположные стороны на угол 4-10 .
Трамбовочное устройство 8 может быть использовано для набивки коротких продольных замкнутых швов 10.
35 Для этого корпус 14 выполняется Т-образным, и перпендикулярно основному пазу вьшолнен дополнительный, в который входит дополнительный бойковый инструмент 22 со скобой 23 и
40 бойками 19 аналогичной конструкции. Трамбовочное устройство 12 конструктивно повторяет трамбовочное устройство 8 с той лишь разницей, что уплотняются швы большей ширины,
5 и, следовательно, ширина бойковых инструментов 17 и бойков 19 значительно больше ширины инструмента 17 и бойков 19 трамбовочного устройства 8.
50 Установка работает следующим образом.
На электролизер с выложенной подиной устанавливается рама своими нижними связями 1, которые крепятся
55 к электролизеру струбцинами.
После засыпки подовой массы 16 в поперечный шов 9 на него устанавливается трамбовочное устройство 8 с
3
помощью электротали 6 и специального захватного приспособления 7. Длина трамбовочного устройства 8 должна быть больше половины ширины электролизера по блокам, чтобы за два перемещения устройства 8 весь шов 9 подвергся набивке. Торец устройства 8 при установке должен совпдать с торцом блока, а паз корпуса 14 - со швов 9. После установки трамбовочного устройства 8 и площадок 15 устойчивости производится пробное опускание бойкового инструмента 17 в шов 9 подины, после чего бойковый инструмент 17с помощью захватного приспособления 7 поднимается вверх до заданной высоты, исключающей подъем корпуса 14
Такое положение установки считается исходным. Включается кнопочное управление 13, отключается электромагнит захватного приспособления 7, которое отцепляется от скобы 18, и бойковый инструмент 17 под действием собственного веса падает вниз вдоль паза и шва 9 и ударяет по подовой массе 16, уплотняя ее.
Когда бойковый инструмент 17 занимает крайне верхнее положение, бойки 19 вместе с пластиной 20 прижаты внутренними стенками корпуса 14 по всей высоте паза и находятся в вертикальном положении. При опускании бойкового инструмента 17 вниз наступает такой момент, когда бойки 19с пластиной 20 выходят из паза и попадают в полость шва 9, ширина которого больше ширины бойка 19. Пластина 2U, изогнутая под угло 4-1и, сохраняя остаточные напряжения, стремится принять заданную форму, увлекая за собой боек 19, шарнирно проворачивающийся по вогнутой цилиндрической поверхности бойковог инструмента 17 и смещающийся относительно него на определенный угол. Угол загиба пластин 20, составляющий 4-10°, обеспечивает .расхождение бойков 19 на максимальную ширину шва 9.
Таким образом, бойки 19, расходясь по всей длине в противоположные стороны, копируют контуры шва 9 и уплотняют подовую массу 16 по всей площади шва 9 независимо от его ширины, причем уплотнение шва 9 по всей его ширине осуществляется бойками 19 с первого удара.
77395 .4
Дпяповторного удара необходимо с помощью кнопочного управления 13 переключить электроталь 6 на опускание захватного приспособления 7, 5 которое соединяется со скобой 18. Электроталь 6 поднимает бойковый инструмент 17 вверх до упора, после чего электромагнит отключается и бойковьш инструмент 17 падает вниз.
О После нескольких таких ударов подовая масса 16 полностью уплотняется. По окончании уплотнения подовой массы 16 с одной стороны электролизера трамбовочное устройство 8- перемещается к противоположному краю электролизера по продольной оси шва 9 с помощью электротали 6. Установка устройства 8 аналогична предыдущей. Происходит аналогичная
20 набивка второй половины продольногб шва 9.
Необходимо отметить, что при перемещении трамбовочного устройства 8 (бойкового инструмента 17
25 и корпуса 14) в отличие от перемещения только бойкового инструмента 17 высота перемещения последнего не ограничивается, а наоборот ,инструмент 17 поднимают электроталью
30 b до упора в паз, после чего инструмент 17,упираясь в корпус 14, толкает его вверх и при дальнейшем подъеме инструмента 17 электроталыо 6 п оисходит их совместное
,5 перемещение.
При набивке швов 10 корпус 14 устанавливается на подине так, что дополнительный бойковьй инструмент 22 совпадает со швом 10. Кно-
0 почное управление 13 переклзочает электроталь 6 на опускание захватного приспособления 7 и присоединение к нему скобы 23. Набивка осуществляется аналогично набивке по5 перечных швов 9.
Набивка боковых швов по периметру электролизера производится , трамбовочным устройством 12, перемещаемым электроталью 11 и захват0 ньЕУ) приспособлением 7 аналогично набивке продольных и поперечных швов 9 и 10 с той лишь разницей,что уплотняется более широкий шов.
Использование предлагаемой установки предусматривает набивку продольных и поперечных швов 9 и 10 одним совмещенным трамбовочным устройством 8, что значительно сокращает подготовительные операции установки оборудования и повьппает производительность набивки швов.
Производительность набивки увеличивается также благодаря увеличению ее скорости. Так как бойки 19 расходятся в противоположные строны как только они выхоДят из паза корпуса 14, начиная сразу уплотнять подовую массу 16 по всей площади, последняя уплотняется за
2-3 удара, что значительно превьпиа ет скорость набивкис помощью.бойков 19, трамбующие торць которых
выполнены под углом.
За счет того, что бойки 19 одновременно уплотняют подовую массу 16 по всей ширине шва 9 и 10 в любом его сечении обеспечивается,
кроме того, расширение технологических возможностей установки, т.е. достигается ее универсальность.
€
Puz.2
CNJ
:з %
Фиг. 5
6-5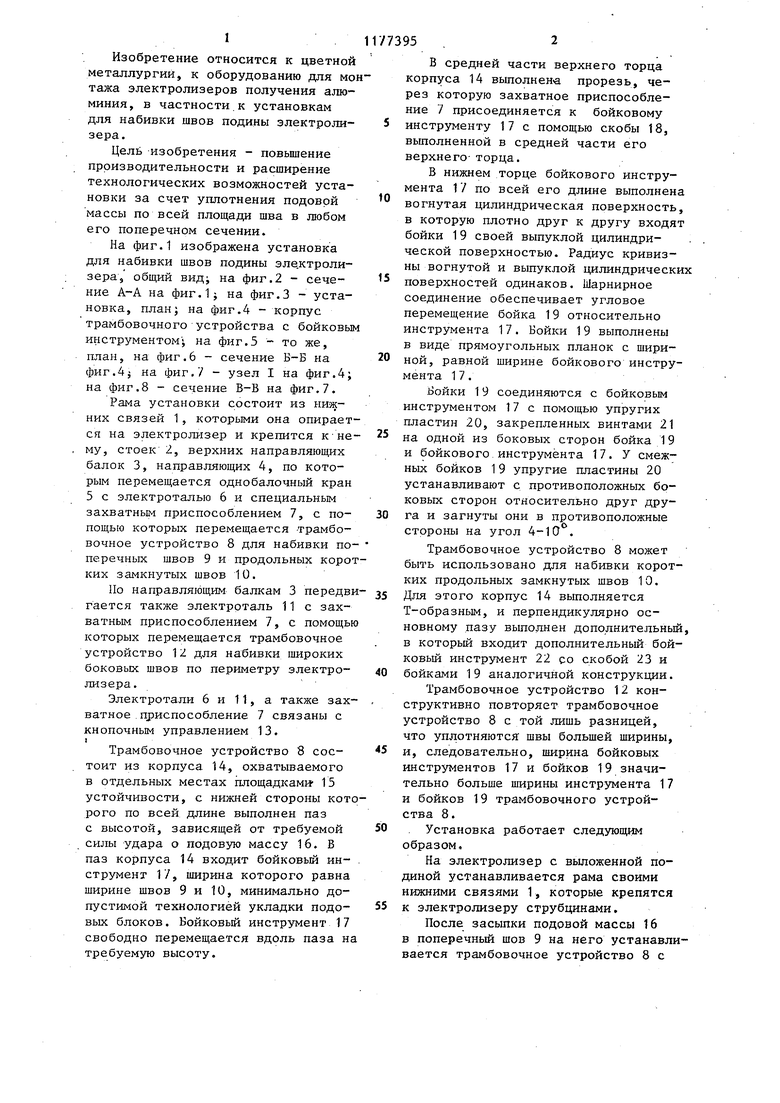
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для набивки швов подины электролизера | 1982 |
|
SU1046348A1 |
| Установка для набивки швов подины электролизера | 1989 |
|
SU1696596A1 |
| Установка для набивки швов подины алюминиевого электролизера | 1977 |
|
SU720052A1 |
| Способ набивки угольной массой швов подины электролизера | 1981 |
|
SU990879A1 |
| УСТАНОВКА ДЛЯ НАБИВКИ ШВОВ ПОДИНЫ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВБ П Т 5д ту'?т | 1969 |
|
SU428039A1 |
| СПОСОБ ФОРМИРОВАНИЯ ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2004 |
|
RU2284375C2 |
| ПОДИНА ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2068035C1 |
| Установка для набивки швов подины алюминиевого электролизера | 1977 |
|
SU720053A1 |
| Установка для набивки швов подины электролизера | 1975 |
|
SU524862A2 |
| Подина алюминиевого электролизера | 1985 |
|
SU1258878A1 |
1. УСТАНОВКА ДЛЯ НАБИВКИ ШВОВ ПОДИНЫ ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ, содержащая трамбовочное устройство и бойковый инструмент с бойками, о т л и ч а rant а я с я тем, что, с целью повьшения производительности и расширения технологических возможностей, в корпусе трамбовочного устройства по всей длине выполнен направляющий паз, боек вьшолнен в виде прямоугольной планки и соединен с бойковым инструментом упругим элементом, вьшолненным в виде изогнут той под углом 4-10° пластины, причем пластины смежных бойков изогнуты в противоположных направлениях. 2. Установка по п.1, отличающаяся тем, .что корпус i трамбовочного устройства выполнен :Т-образной формы в плане, а перпендикулярно направляющему пазу выполнен дополнительньй паз и установлен дополнительньш бойковый инструмент с бойками.
-Ч / /
В 19 fS фиг, 7
19
21
20
16
Фиг. 8
| УСТАНОВКА ДЛЯ НАБИВКИ ШВОВ ПОДИНЫ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВБ П Т 5д ту'?т | 1969 |
|
SU428039A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Установка для набивки швов подины электролизера | 1982 |
|
SU1046348A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
