I
Изобретение относится к смазке для обработки металлов давлением и может быть использовано, в частности, при навивке алюминиевой ленты в спираль методом прокатки на клин.
Известна -смазка для холодной обработки давлением алюминиевых сплавов, содержащая нефтяное масло и стеарат алюминия. Но такая смазка не обеспечивает удовлетворительного смачивания алюминиевой ленты, недостаточно жидкотекуча для непрерывной подачи ее в зону деформирования, имеет невысокие антифрикционные и иротивозадирные свойства. Твердый наполнитель (стеарат алюминия), входящий в ее состав, при прокатке .вызывает нарущение целостности поверхности навитой спирали.
В предлагаемой смазке в ее состав рекомендуется вводить льняное масло и эмульгатор (ОП-4), например полиоксиэтилированный алкилфенол. Смазка содержит 90- 95 вес. % нефтяного масла, 4-6 вес. % стеарата алюминия, 0,5-2,5 вес. % льняного масла и 0,1-0,2 вес. % эмульгаторов (ОП-4).
Оптимальным можно считать состав, содержащий 94% веретенного масла, 4,8% стеарата , 1,0% льняного масла и 0,2% эмульгатора ОП-4.
Льняное масло, входящее в состав предлагаемой смазки, содержит триглицериды ненасыщенных кислот, а именно олеиновой (2-15%), линолевой (21-70%), линоленовой (18-47%), а также насыщенных - пальмитиновой и стеариновой. Зти кислоты, растворяясь в веретенном масле, являющемся основой смазки, препятствуют налипайте относительно мягкого деформируемого материала на инструмент, иовыщая антнфрикционные и противозадирные свойства смазки, а также ее общ)1е технологические свойства (жидкотекучесть, равномерность распределения в ней стеарата алюмпнпя и т. д.).
Для получения качественной с.мазки необходимо тщательное перемещивание всех компонентов в щаровой мельнице до получения светло-коричневой однородной жидкости с вязкостью 25 12 и плотностью 0,875 г/см.
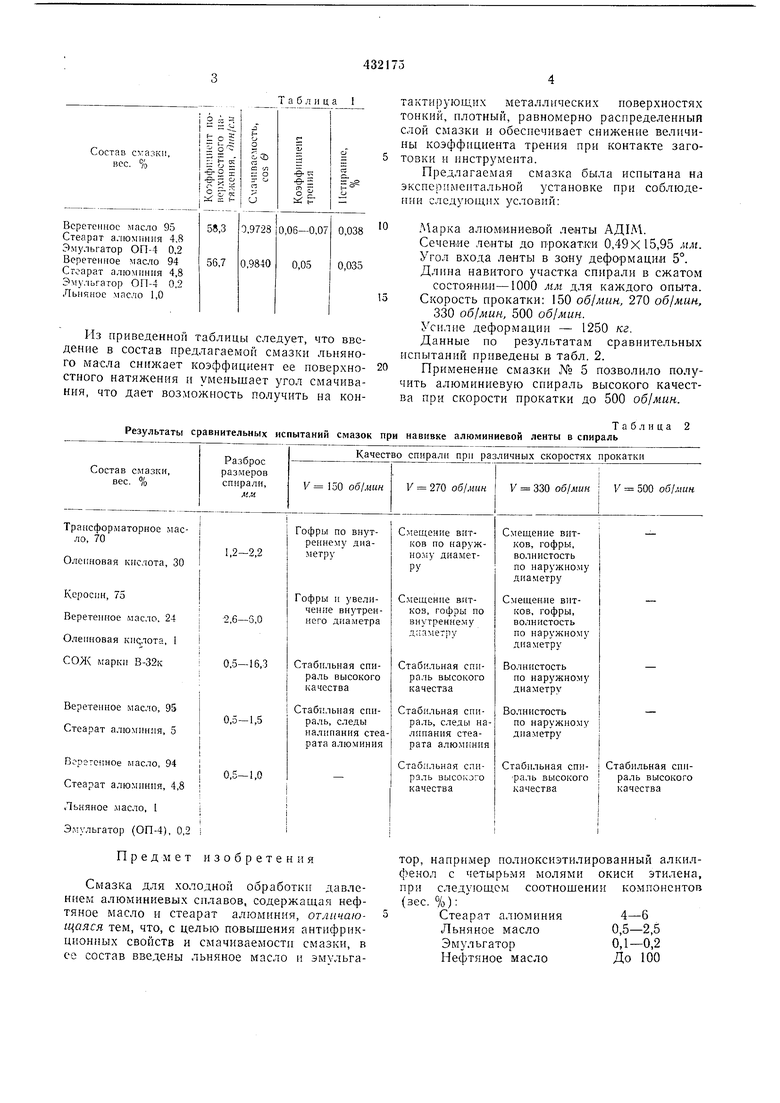
Данные результатов лабораторных испытаний предлагаемой смазкп приведены в табл. 1.
Т а б л и ц а 1
Состав с :азк11, вес. %
Веретенное масло 95 Стеарат алюминия 4,8 Эмульгатор ОП-4 0,2 Веретенное масло 94 Стеарат алюминия 4,8 Эмульгатор ОП-4 0.2 Льняное масло 1,0
Из приведенной таблицы следует, что введение в состав предлагаемой смазки льняного масла снижает коэффициент ее поверхностного натяжения и уменьшает угол смачивания, что дает возможность получить на конРезультаты сравнительных испытаний смазок при навивке
тактирующих металлических поверхностях тонкий, плотный, равномерно распределенный слой смазки и обеспечивает снижение величины коэффициента трения при контакте заготовки и инструмента.
Предлагаемая смазка была испытана на эксперимеитальной установке при соблюдении следующих условий:
Марка алюминиевой ленты АД1М.
Сечение ленты до прокатки 0,49X15,95 /лм.
Угол входа ленты в зону деформации 5°.
Длина навитого участка спирали в сжатом
состоянии-1000 мм для каждого опыта.
Скорость прокатки: 150 об/мин, 270 об/мин,
330 об/мин, 500 об/мин. Усилие деформации - 1250 кг. Данные по результатам сравнительных испытаний приведены в табл. 2. Применение смазкн № 5 позволило получить алюминиевую спираль высокого качества при скорости прокатки до 500 об/мин. алюминиевой ленты в спираль
| название | год | авторы | номер документа |
|---|---|---|---|
| СМАЗКА ДЛЯ ХОЛОДНОГО ВОЛОЧЕНИЯ АЛЮМИНИЕВОЙ ПРОВОЛОКИ | 1999 |
|
RU2151171C1 |
| Защитная смазка | 1974 |
|
SU503896A1 |
| СМАЗКА ТИПА "МАСЛО В ВОДЕ" С МАЛЫМ РАЗМЕРОМ ЧАСТИЦ | 2010 |
|
RU2542048C2 |
| ЭМУЛЬСОЛ ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2000 |
|
RU2169174C1 |
| СОСТАВ ДЛЯ КОНСЕРВАЦИИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО НЕФТЕПРОМЫСЛОВОГО ОБОРУДОВАНИЯ, ПРИ МЕЖОПЕРАЦИОННОМ ХРАНЕНИИ И ПЕРЕВОЗКЕ | 2004 |
|
RU2255102C1 |
| СОСТАВ ДЛЯ ОБРАБОТКИ СТЕКЛЯННОГО ВОЛОКНА | 1993 |
|
RU2044700C1 |
| СМАЗОЧНАЯ КОМПОЗИЦИЯ ДЛЯ СМАЗЫВАНИЯ БЕГУНКОВ КОЛЬЦЕВЫХ ПРЯДИЛЬНЫХ МАШИН | 2003 |
|
RU2235811C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИЛОВЫХ КАБЕЛЕЙ С ПЛАСТМАССОВОЙ ИЗОЛЯЦИЕЙ | 1994 |
|
RU2077750C1 |
| Смазка для абразивной обработки алюминия и его сплавов | 1989 |
|
SU1602042A1 |
| ПЛАСТИЧНАЯ СМАЗКА | 1971 |
|
SU307100A1 |
