УРОВЕНЬ ТЕХНИКИ
В процессах холодной прокатки стали смазка является важным и в большинстве случаев необходимым компонентом. Вследствие высокой скорости, высокого давления и больших сил трения между валком и лентой, участвующих в процессах прокатки, могут иметь место недостаточное смазывание, недостаточное охлаждение и недостаточная защита поверхности, что может приводить к 1) повышению давления металла на валки, 2) низкой отражательной способности ленты, 3) повышенному износу валков и в некоторых случаях к 4) невозможности успешно прокатать стальную ленту. Такие негативные эффекты могут обусловливать неоправданные потери энергии, расход валков, приводить к плохому качеству продукта и так далее.
Традиционными для процессов холодной прокатки стали были главным образом два типа режимов смазывания: (1) смазывание неразбавленными маслами и (2) смазывание эмульсиями типа «масло в воде». От смазывания неразбавленными маслами в основном отказались вследствие проблем, связанных с высокой воспламеняемостью и недостаточным охлаждением.
В настоящее время уровень техники в технологии смазывания для холодной прокатки сталей включает смазывание с использованием эмульсии с размером частиц более 1,0 мкм, в особенности с размером частиц более чем около 2,0 мкм.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Согласно некоторым вариантам осуществления настоящего изобретения смазка типа «масло в воде» для применения в холодной прокатке стали включает эмульсию «масло в воде», имеющую размер частиц 1 мкм или менее. В некоторых вариантах осуществления смазка типа «масло в воде» для применения в холодной прокатке стали включает эмульсию «масло в воде», имеющую значение размера частиц около 0,5 мкм или менее.
Согласно некоторым вариантам осуществления настоящего изобретения смазка типа «масло в воде» для применения в холодной прокатке стали включает эмульсию «масло в воде» с масляной фазой и водной фазой. Масляная фаза может включать от около 5% вес. до около 40% вес. по меньшей мере одного полимерного поверхностно-активного вещества, от около 25% вес. до около 95% вес. базового масла и от около 0,2% вес. до около 10% вес. противозадирных смазочных присадок. В некоторых вариантах осуществления эмульсия включает частицы масляной фазы, имеющие наиболее вероятное значение размера частиц, d(50%), на уровне 1 мкм или менее. В некоторых вариантах осуществления смазка типа «масло в воде» включает от около 0,5% вес. до около 6% вес. функциональных добавок в масляной фазе. В некоторых вариантах осуществления масляная фаза составляет от около 0,5% вес. до около 15% вес. в смазке типа «масло в воде».
В определенных вариантах осуществления смазка типа «масло в воде» включает по меньшей мере одно полимерное поверхностно-активное вещество со средней молекулярной массой от около 1000 до около 100000. Полимерное поверхностно-активное вещество может включать поверхностно-активное вещество на основе привитого блок-сополимера. В некоторых вариантах осуществления полимерное поверхностно-активное вещество включает гидрофобные блоки, имеющие среднечисленную молекулярную массу по меньшей мере около 200, или гидрофильные блоки, имеющие среднечисленную молекулярную массу по меньшей мере около 200.
В некоторых вариантах осуществления базовое масло включает сложный эфир природного происхождения, синтетический сложный эфир, минеральное масло или их смеси. В определенных вариантах осуществления противозадирная смазочная присадка представляет собой добавку на основе фосфора, на основе серы или их смесь.
В определенных вариантах осуществления по меньшей мере около 50% масляной фазы содержатся в частицах с размером менее 1 мкм. В некоторых вариантах осуществления по меньшей мере около 50% масляной фазы содержатся в частицах с размером менее чем около 0,5 мкм.
Согласно некоторым вариантам исполнения способ холодной прокатки стали включает стадию, в которой сталь смазывают смазкой типа «масло в воде» согласно настоящему изобретению.
КРАТКОЕ ОПИСАНИЕ ФИГУР
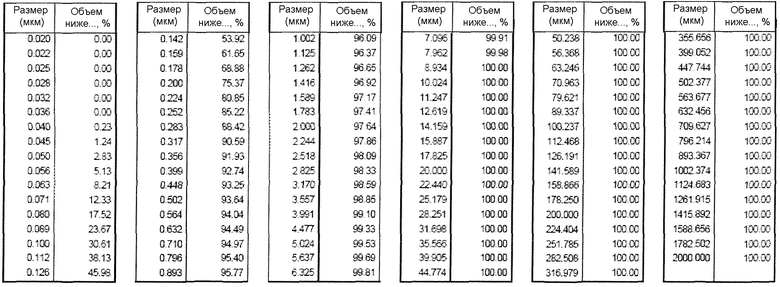
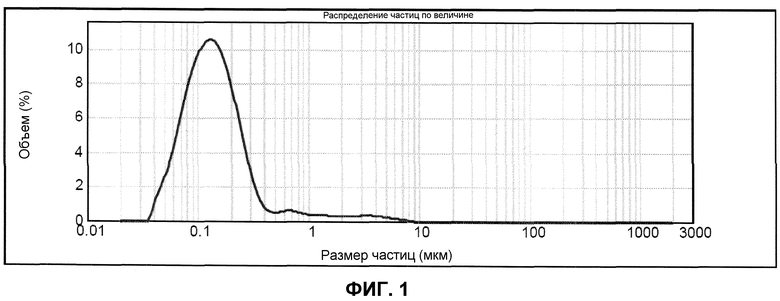
Фиг.1 показывает распределение частиц по размеру в составе около 0,13 мкм;
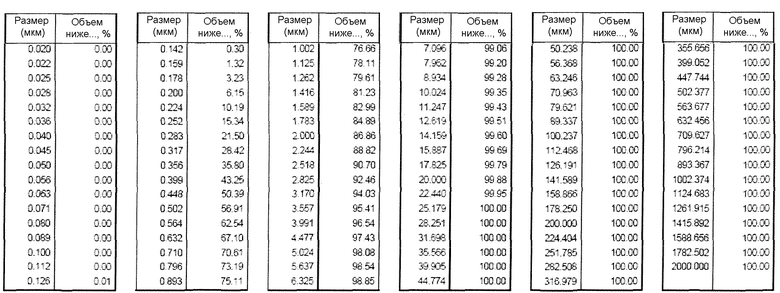
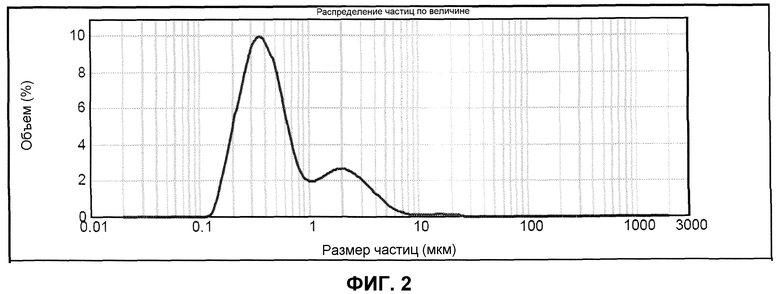
Фиг.2 показывает распределение частиц по размеру в составе около 0,45 мкм;
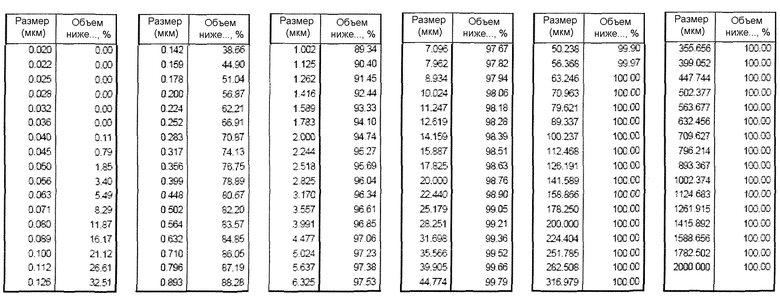
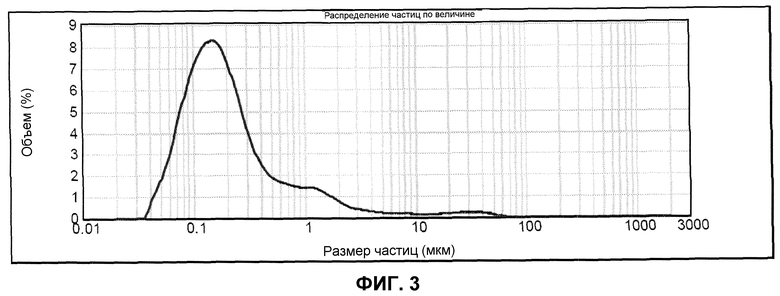
Фиг.3 показывает распределение частиц по размеру в составе около 0,17 мкм;
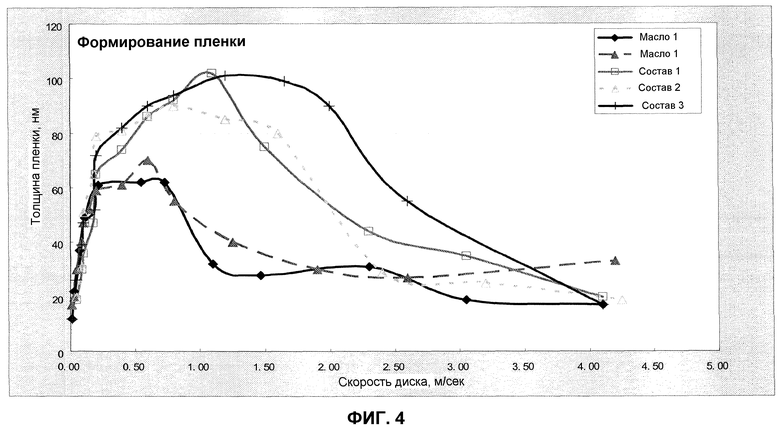
Фиг.4 показывает результаты формирования пленки для разнообразных составов и эталонных масел;
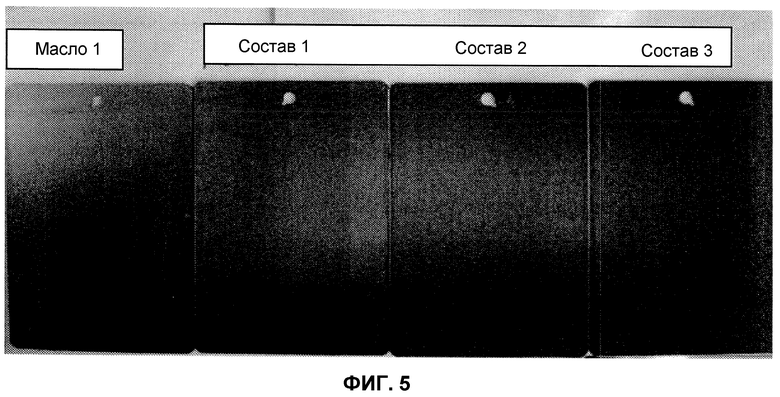
Фиг.5 показывает результаты испытания на антикоррозионные свойства в пакете для разнообразных составов и масла;
Фиг.6 показывает результаты термогравиметрического анализа для эталонного масла;
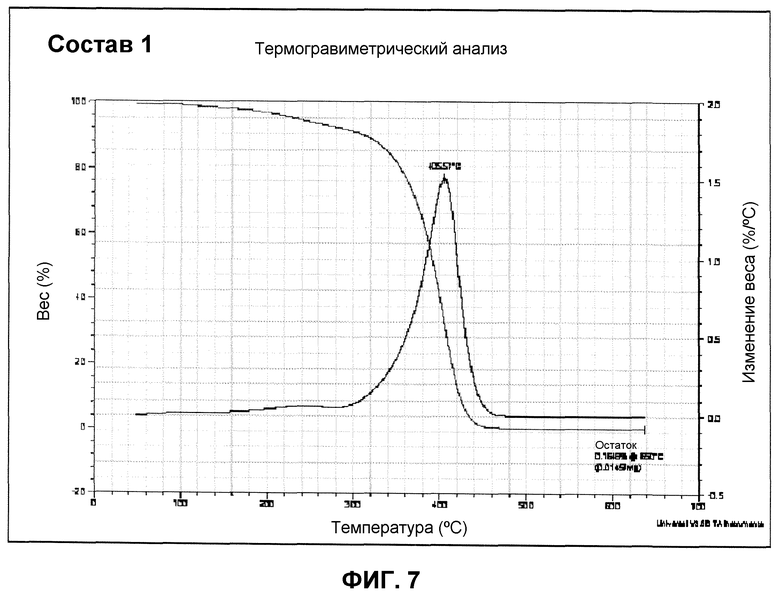
Фиг.7 показывает результаты термогравиметрического анализа для состава;
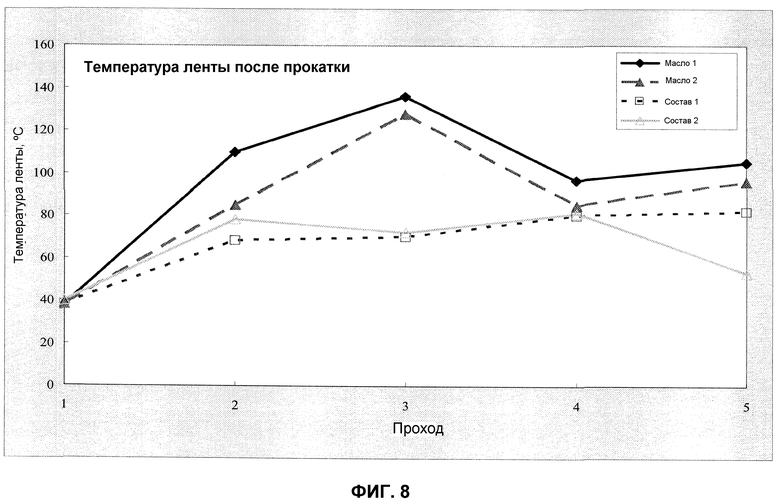
Фиг.8 показывает температуру ленты после прокатки для разнообразных составов и эталонных масел;
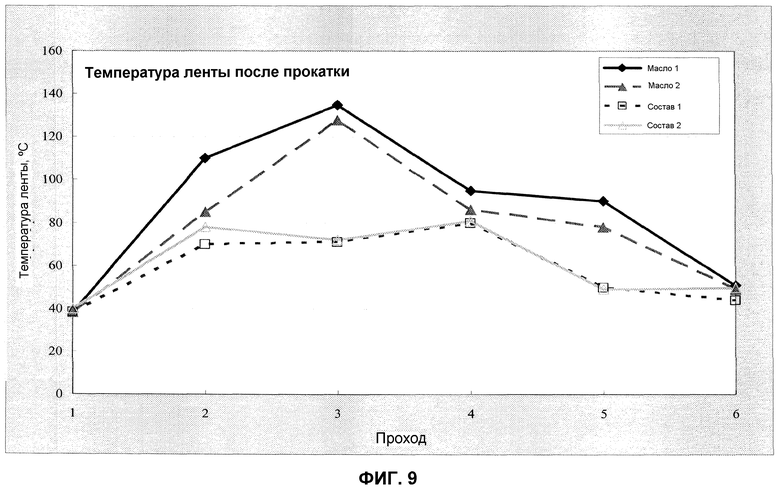
Фиг.9 показывает температуру ленты после прокатки для разнообразных составов и эталонных масел;
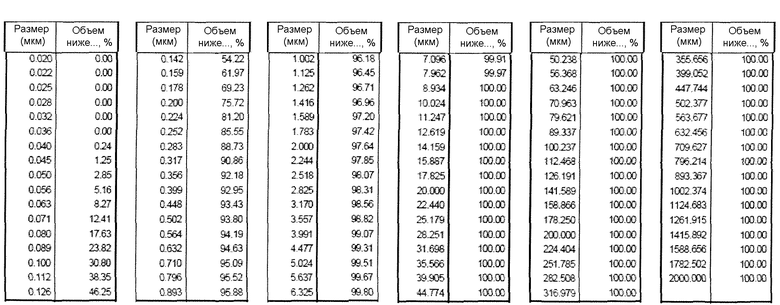
Фиг.10 показывает распределение частиц по размеру в составе около 0,13 мкм.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Композиции и способы некоторых вариантов осуществления настоящего изобретения относятся к процессам холодной прокатки стали с использованием смазки типа «масло в воде», имеющей малоразмерные частицы с размером, меньшим или равным 1 мкм. В контексте настоящего изобретения размер частиц (PSD) представляет наиболее вероятное значение, d(50%), диаметра капель масла, основанное на объемно-массовом распределении по размеру масляных капель в смазочной эмульсии. Значение d(50%) широко используют в этой области для выражения размера частиц эмульсии. Значение PSD≤1 мкм можно понимать как означающее объемно-массовое распределение частиц по размеру, объемно-массовое наиболее вероятное значение d(50%) которого является равным или меньшим 1 мкм. Описываемые здесь размеры частиц измеряют с помощью анализатора размера частиц Mastersizer 2000 (фирмы Malvern Instruments). Измерение основывается на дифракции света.
В некоторых вариантах осуществления эмульсия демонстрирует распределение частиц по размеру около среднего размера частиц. Такие процессы и смазки могут быть пригодными для любого типа стали.
Согласно традиционной теории смазывания при холодной прокатке стали и практическому опыту в этой области существуют два режима смазывания в процессе прокатки: граничное смазывание и упруго-гидродинамическое смазывание (“EHD”). Многие процессы холодной прокатки стали проводят в смешанном режиме смазывания, включающем характеристики как граничного смазывания, так и EHD-смазывания. Поэтому в некоторых вариантах осуществления смазки, используемой для холодной прокатки, может быть благоприятным продемонстрировать хорошее граничное смазывание, а также хорошее EHD-смазывание. В некоторых вариантах осуществления смазка типа «масло в воде» согласно настоящему изобретению обладает достаточными смазочными свойствами как в граничном, так и в EHD-смазывании для использования в процессах холодной прокатки.
В дополнение к требованию в отношении смазывания следует рассматривать некоторые другие технические требования к пригодному смазочному средству, используемому в холодной прокатке стали, такие как охлаждающая способность, антикоррозионная способность, способствование отжигу и так далее.
Состав смазочной текучей среды
В некоторых вариантах осуществления смазка типа «масло в воде» согласно настоящему изобретению включает: (А) масляную фазу, диспергированную в (В) воде. В некоторых вариантах осуществления смазка типа «масло в воде» представляет собой смазочную текучую среду.
А. Масляная фаза
Согласно некоторым вариантам осуществления смазочное средство включает масляную фазу. В некоторых вариантах осуществления масляная фаза необязательно может включать одно или более из 1) от около 5% вес. до около 40% вес. одного или более полимерных поверхностно-активных веществ, 2) от около 25% вес. до около 95% вес. одного или более базовых масел, 3) от около 0,5% вес. до около 10% вес. одного или более противозадирных («ЕР») и/или противоизносных смазочных присадок, и/или 4) от около 1% вес. до около 6% вес. одной или более функциональных добавок.
Полимерные поверхностно-активные вещества
Масляная фаза в смазке типа «масло в воде» некоторых вариантов осуществления настоящего изобретения включает одно или более полимерных поверхностно-активных веществ. Примеры пригодных полимерных поверхностно-активных веществ включают, но не ограничиваются таковыми, поливинилпирролидон, разветвленный этиленоксид-пропиленоксидный (ЕО-РО) блок-сополимер и так далее.
В некоторых вариантах осуществления пригодные полимерные поверхностно-активные вещества имеют среднюю молекулярную массу от около 1000 до около 100000; от около 2000 до около 80000; или от около 3000 до около 70000. В некоторых вариантах осуществления пригодные полимерные поверхностно-активные вещества имеют среднюю молекулярную массу около 1000; около 2000; около 5000; около 10000; около 15000; около 20000; около 25000; около 30000; около 35000; около 40000; около 45000; около 50000; около 55000; около 60000; около 65000; около 70000; около 75000; около 80000; около 85000; около 90000; около 95000; или около 100000.
В некоторых вариантах осуществления полимерные поверхностно-активные вещества включают поверхностно-активные вещества на основе привитых блок-сополимеров. Поверхностно-активные вещества на основе привитых блок-сополимеров могут включать, например, гидрофобные блоки, имеющие среднечисленную молекулярную массу по меньшей мере около 200. Поверхностно-активные вещества на основе привитых блок-сополимеров могут включать, например, гидрофильные блоки, имеющие среднечисленную молекулярную массу по меньшей мере около 200, в некоторых вариантах осуществления имеющие среднечисленную молекулярную массу по меньшей мере от около 300 до около 5000, и в некоторых вариантах осуществления имеющие среднечисленную молекулярную массу по меньшей мере от около 400 до около 1000.
В некоторых вариантах осуществления масляная фаза смазки типа «масло в воде» включает одно или более полимерных поверхностно-активных веществ в количестве от около 5% вес. до около 40% вес.; от около 10% вес. до около 35% вес.; или от около 15% вес. до около 30% вес. В некоторых вариантах осуществления масляная фаза смазки типа «масло в воде» включает одно или более полимерных поверхностно-активных веществ в количестве около 5% вес.; около 6% вес.; около 7% вес.; около 8% вес.; около 9% вес.; около 10% вес.; около 11% вес.; около 12% вес.; около 13% вес.; около 14% вес.; около 15% вес.; около 16% вес.; около 17% вес.; около 18% вес.; около 19% вес.; около 20% вес.; около 21% вес.; около 22% вес.; около 23% вес.; около 24% вес.; около 25% вес.; около 26% вес.; около 27% вес.; около 28% вес.; около 29% вес.; около 30% вес.; около 31% вес.; около 32% вес.; около 33% вес.; около 34% вес.; около 35% вес.; около 36% вес.; около 37% вес.; около 38% вес.; около 39% вес.; или около 40% вес.
Базовое масло
Масляная фаза в смазке типа «масло в воде» некоторых вариантов осуществления настоящего изобретения включает одно или более базовых масел. Примеры пригодных базовых масел включают, но не ограничиваются таковыми, сложные эфиры природного происхождения, синтетические сложные эфиры, минеральные масла или их комбинации или смеси. В некоторых вариантах осуществления пригодное базовое масло включает пальмовое масло.
В некоторых вариантах осуществления масляная фаза в смазке типа «масло в воде» согласно настоящему изобретению включает одно или более базовых масел в количестве от около 25% вес. до около 95% вес.; от около 25% вес. до около 93% вес.; от около 50% вес. до около 93% вес.; от около 40% вес. до около 80% вес.; от около 50% вес. до около 70% вес.; от около 56% вес. до около 70% вес.; от около 60% вес. до около 66% вес.; от около 60% вес. до около 95% вес.; от около 60% вес. до около 93% вес.; от около 65% вес. до около 85% вес.; от около 70% вес. до около 85% вес.; от около 75% вес. до около 80% вес.; от около 25% вес. до около 55% вес.; от около 30% вес. до около 50% вес.; от около 35% вес. до около 45% вес.; или от около 38% вес. до около 44% вес. В некоторых вариантах осуществления масляная фаза в смазке типа «масло в воде» согласно настоящему изобретению включает одно или более базовых масел в количестве около 25% вес.; около 30% вес.; около 35% вес.; около 40% вес.; около 45% вес.; около 50% вес.; около 55% вес.; около 60% вес.; около 65% вес.; около 70% вес.; около 75% вес.; около 80% вес.; около 85% вес.; около 90% вес.; или около 95% вес.
Противозадирные и/или противоизносные смазочные присадки
Масляная фаза смазки типа «масло в воде» некоторых вариантов осуществления настоящего изобретения включает одну или более противозадирных («ЕР») и/или противоизносных смазочных присадок. Примеры пригодных ЕР и/или противоизносных смазочных присадок включают, но не ограничиваются таковыми, фосфаты аминов, неэтоксилированные сложные эфиры фосфорной кислоты, этоксилированные сложные эфиры фосфорной кислоты, кислые алкилфосфаты, сульфированные алифатические сложные эфиры и алкилполисульфиды. В некоторых вариантах осуществления пригодные ЕР и противоизносные смазочные присадки представляют собой добавки на основе фосфора, на основе серы и/или их смесь.
В некоторых вариантах осуществления масляная фаза смазки типа «масло в воде» согласно настоящему изобретению включает одну или более ЕР и/или противоизносных смазочных присадок в количестве от около 0,2% вес. до около 10% вес.; от около 0,5% вес. до около 10% вес.; от 1% вес. до около 9% вес.; от около 2% вес. до около 8% вес.; от около 3% вес. до около 7% вес.; или от около 4% вес. до около 6% вес. В некоторых вариантах осуществления масляная фаза смазки типа «масло в воде» согласно настоящему изобретению включает одну или более ЕР и/или противоизносных смазочных присадок в количестве около 0,2% вес.; около 0,5% вес.; около 1% вес.; около 1,5% вес.; около 2% вес.; около 2,5% вес.; около 3% вес.; около 3,5% вес.; около 4% вес.; около 4,5% вес.; около 5% вес.; около 5,5% вес.; около 6% вес.; около 6,5% вес.; около 7% вес.; около 7,5% вес.; около 8% вес.; около 8,5% вес.; около 9% вес.; около 9,5% вес.; или около 10% вес.
Функциональные добавки
Масляная фаза в смазке типа «масло в воде» некоторых вариантов осуществления настоящего изобретения включает одну или более функциональных добавок. Для достижения желательного результата могут быть включены любые пригодные функциональные добавки. Такие добавки могут быть выбраны, чтобы охватывать граничное смазывание и прочие технологические требования холодной прокатки стали. Примеры пригодных добавок включают, но не ограничиваются таковыми, антикоррозионные добавки, противопенные присадки, антиоксидантные добавки, эмульгаторы, загустители, смачивающие добавки и тому подобные. Пример пригодной добавки в качестве ингибитора коррозии включает, но не ограничивается таковым, толилтриазол. Пример пригодной антиоксидантной добавки включает, но не ограничивается таковым, алкилированный аминофенол. Пример пригодной противопенной присадки включает, но не ограничивается таковыми, разветвленные алифатические кислоты.
В некоторых вариантах осуществления масляная фаза в смазке типа «масло в воде» включает одну или более функциональных добавок в количестве от около 0,5% вес. до около 10% вес.; от около 1% вес. до около 8% вес.; от около 1% вес. до около 6% вес.; или от около 1% вес. до около 4% вес.
В. Дисперсия масло в воде
Смазки типа «масло в воде» некоторых вариантов осуществления настоящего изобретения могут быть получены диспергированием вышеописанной масляной фазы в воде. В некоторых вариантах осуществления смазку типа «масло в воде» получают циркуляцией с помощью насоса. В некоторых вариантах осуществления смазка включает масляную фазу, диспергированную в воде, в количестве от около 0,5% вес. до около 15% вес. смазки, от около 1% вес. до около 15% вес. смазки; от около 1% вес. до около 10% вес. смазки; от около 1% вес. до около 7% вес. смазки; от около 1% вес. до около 5% вес. смазки. В некоторых вариантах осуществления смазка имеет масляную фазу, диспергированную в воде, в количестве около 0,5% вес. смазки; около 1% вес. смазки; около 2% вес. смазки; около 3% вес. смазки; около 4% вес. смазки; около 5% вес. смазки; около 6% вес. смазки; около 7% вес. смазки; около 8% вес. смазки; около 9% вес. смазки; или около 10% вес. смазки.
Смазка типа «масло в воде» может содержать капли или частицы масляной фазы. В некоторых вариантах осуществления смазка типа «масло в воде» может содержать частицы масляной фазы, имеющие размер частиц (PSD), представляющий модус, или наиболее вероятное значение d(50%), основанное на объемно-массовом распределении по величине масляных капель в смазочной эмульсии. В некоторых вариантах осуществления смазка типа «масло в воде» имеет распределение частиц по величине около наиболее вероятного значения d(50%). В некоторых вариантах осуществления распределение частиц по величине смазки типа «масло в воде» зависит от типа эмульгаторов и/или их концентрации.
В некоторых вариантах осуществления концентрация полимерного поверхностно-активного вещества может быть использована для получения смазки типа «масло в воде» с малым размером частиц в водных эмульсиях в результате низкого статического межфазного поверхностного натяжения. Представляется, что в результате концентрации полимерного поверхностно-активного вещества, как здесь указанной, смазка типа «масло в воде» может иметь характеристики малоразмерных частиц (PSD≤1 мкм или PSD≤0,5 мкм), включающие повышенную устойчивость и меньшее выделение остатков масла на прокатанном металле, и к тому же по-прежнему сохранять способность к формированию достаточно толстой пленки, по сравнению с эмульсией с традиционным размером частиц (PSD>1 мкм).
В некоторых вариантах осуществления около 96% об./об. масляной фазы содержатся в частицах с размером менее 1,0 мкм. В некоторых вариантах осуществления по меньшей мере около 94% об./об. масляной фазы содержатся в частицах с размером менее чем около 0,5 мкм. В некоторых вариантах осуществления по меньшей мере около 75% об./об. масляной фазы в смазке типа «масло в воде» содержатся в частицах с размером менее чем около 0,20 мкм. В некоторых вариантах осуществления по меньшей мере около 50% об./об. масляной фазы в смазке типа «масло в воде» содержатся в частицах с размером менее чем около 0,13 мкм.
В некоторых вариантах осуществления смазка типа «масло в воде» имеет наиболее вероятное значение d(50%) размера частиц, меньшее или равное 1,0 мкм; меньшее или равное около 0,9 мкм; меньшее или равное около 0,8 мкм; меньшее или равное около 0,7 мкм; меньшее или равное около 0,6 мкм; меньшее или равное около 0,5 мкм; меньшее или равное около 0,4 мкм; меньшее или равное около 0,3 мкм; меньшее или равное около 0,2 мкм; меньшее или равное около 0,1 мкм; меньшее или равное около 0,09 мкм; меньшее или равное около 0,08 мкм; меньшее или равное около 0,07 мкм; меньшее или равное около 0,06 мкм; или меньшее или равное около 0,05 мкм. В некоторых вариантах осуществления смазка типа «масло в воде» имеет наиболее вероятное значение d(50%) размера частиц от около 0,05 мкм до 1 мкм; от около 0,05 мкм до около 0,9 мкм; от около 0,05 мкм до около 0,8 мкм; от около 0,05 мкм до около 0,7 мкм; от около 0,05 мкм до около 0,6 мкм; от около 0,05 мкм до около 0,5 мкм; от около 0,05 мкм до около 0,4 мкм; от около 0,05 мкм до около 0,3 мкм; от около 0,05 мкм до около 0,2 мкм; от около 0,1 мкм до 1 мкм; от около 0,1 мкм до около 0,9 мкм; от около 0,1 мкм до около 0,8 мкм; от около 0,1 мкм до около 0,7 мкм; от около 0,1 мкм до около 0,6 мкм; от около 0,1 мкм до около 0,5 мкм; от около 0,1 мкм до около 0,4 мкм; от около 0,1 мкм до около 0,3 мкм; от около 0,1 мкм до около 0,2 мкм. В некоторых вариантах осуществления смазка типа «масло в воде» имеет наиболее вероятное значение d(50%) размера частиц около 0,05 мкм; около 0,06 мкм; около 0,07 мкм; около 0,08 мкм; около 0,09 мкм; около 0,1 мкм; около 0,11 мкм; около 0,12 мкм; около 0,13 мкм; около 0,14 мкм; около 0,15 мкм; около 0,16 мкм; около 0,17 мкм; около 0,18 мкм; около 0,19 мкм; около 0,2 мкм; около 0,21 мкм; около 0,22 мкм; около 0,23 мкм; около 0,24 мкм; около 0,25 мкм; около 0,26 мкм; около 0,27 мкм; около 0,28 мкм; около 0,29 мкм; около 0,3 мкм; около 0,31 мкм; около 0,32 мкм; около 0,33 мкм; около 0,34 мкм; около 0,35 мкм; около 0,36 мкм; около 0,37 мкм; около 0,38 мкм; около 0,39 мкм; около 0,4 мкм; около 0,41 мкм; около 0,42 мкм; около 0,43 мкм; около 0,44 мкм; около 0,45 мкм; около 0,46 мкм; около 0,47 мкм; около 0,48 мкм; около 0,49 мкм; около 0,5 мкм; около 0,55 мкм; около 0,6 мкм; около 0,65 мкм; около 0,7 мкм; около 0,75 мкм; около 0,8 мкм; около 0,85 мкм; около 0,9 мкм; около 0,95 мкм; или около 1 мкм.
Способ холодной прокатки стали
В некоторых вариантах осуществления способ холодной прокатки стали включает стадию, в которой проводят холодную прокатку стали, в то же время со смазыванием стали смазкой типа «масло в воде», описываемой здесь. В некоторых вариантах осуществления способ холодной прокатки стали включает стадию, в которой проводят холодную прокатку стали, в то же время со смазыванием смазкой типа «масло в воде», имеющей размер частиц менее 1 мкм. В некоторых вариантах осуществления способ холодной прокатки стали включает стадию, в которой проводят холодную прокатку стали, с использованием смазки типа «масло в воде», имеющей размер частиц, меньший или равный приблизитедьно 0,5 мкм.
Способы некоторых вариантов осуществления настоящего изобретения могут быть преимущественными перед холодной прокаткой стали с использованием традиционных эмульсий, таких как эмульсии, имеющие размеры диаметра частиц (“PSD”) более 1 мкм или более 2 мкм, поскольку смазки типа «масло в воде» согласно настоящему изобретению могут обеспечивать высокую стабильность, меньшую степень «осаждения» остаточного масла на поверхности прокатанного металла, сравнимую или улучшенную толщину пленки, сравнимые значения сопротивления окрашиванию, и/или улучшенную охлаждающую способность во время холодной прокатки стали. «Осаждение» эмульсии может быть определено как количественная мера, которую используют для описания способности масляной фазы адсорбироваться на поверхности прокатанного металла; или количество масла, остающегося на стальной ленте после набрызгивания на нее эмульсии.
Чтобы сделать масло способным к эмульгированию, традиционно используют мономерные поверхностно-активные вещества в сочетании с относительно малыми количествами полимерных поверхностно-активных веществ. Такая комбинация может приводить к образованию эмульсии с маленькими частицами, но с уровнем смазывающей способности, который является низким и недостаточным для прокатки. Без намерения вдаваться в теорию представляется, что в общем эмульсии с малым размером частиц, приготовленные с использованием мономерных поверхностно-активных веществ и небольших количеств полимерного поверхностно-активного вещества, не могут формировать пленку значительной толщины вследствие слишком низкого межфазного поверхностного натяжения по сравнению с межфазным поверхностным натяжением, которое демонстрируют традиционные эмульсии, имеющие размер частиц более 1 мкм. Неожиданно было обнаружено, что смазки некоторых вариантов осуществления настоящего изобретения, которые включают эмульсии «масло в воде», приготовленные с использованием полимерного поверхностно-активного вещества и имеющие малый размер частиц (PSD≤1 мкм или PSD≤0,5 мкм), приводят даже к образованию более толстой пленки по сравнению с традиционной эмульсией (PSD>1 мкм). Формирование пленки эмульсии может быть соотнесено с межфазным поверхностным натяжением текучей среды на входе; в некоторых вариантах осуществления меньшее межфазное поверхностное натяжение приводит к пленке с меньшей толщиной. В процессе холодной прокатки стали эмульсия согласно изобретению может быть быстро набрызгана на валки. Представляется, что в некоторых вариантах осуществления разветвленное полимерное поверхностно-активное вещество, характеризующееся низким значением динамического поверхностного натяжения, создает при этих динамических обстоятельствах высокое межфазное поверхностное натяжение, обусловливающее образование толстых пленок.
Как используемый здесь термин «около» понимают как означающий ±10% от указанного значения. Например, «около 0,8» понимают означающим буквально от 0,72 до 0,88.
ПРИМЕРЫ
Смазку типа «масло в воде» с малым размером частиц оценивали с использованием серии экспериментов, которые в промышленности считаются обеспечивающими высокую предсказуемость эффективности смазки, когда ее используют в процессе холодной прокатки стали, в том числе:
(а) внутренние смазочные свойства оценивали в испытаниях смазывающего действия SODA (маятниковый тестер Норимуне Сода) и Falex (на машине трения «Фалекс»);
(b) противозадирные (ЕР)/противоизносные характеристики оценивали в испытании с использованием четырехшариковой машины;
(с) характеристики формирования пленки смазочного средства маслом с малым значением PSD в водных смазочных композициях оценивали по упруго-гидродинамическим контактам (EHD) при высокой скорости и высоком давлении с использованием испытательного EHD-стенда с оптическим интерферометром нанометрического разрешения;
(d) характеристику осаждения масляного слоя на поверхностях листа, когда эмульсию набрызгивают под высоким давлением на поверхности наподобие струй смазочно-охлаждающей эмульсии, обычно и широко используемой в стане для холодной прокатки стали;
(е) термическую стабильность и характеристики испарения испытывали с использованием оборудования для термогравиметрического анализа TGA;
(g) характеристики эффективности прокатки испытывали на четырехвалковом испытательном реверсивном прокатном стане с методикой испытаний, коррелирующей с разнообразными производственными процессами прокатки, тандемными или реверсивными.
Нижеследующие примеры приведены только для цели более подробного описания некоторых смазочных композиций, характерных для настоящего изобретения, и никоим образом не должны рассматриваться как ограничивающие область изобретения.
Составы
Для применения в примерах приготовили три состава:
Состав 1
Состав масляной фазы является следующим:
3% вес. вышеуказанной масляной фазы диспергировали в воде.
Размер частиц (PSD): 0,13 мкм.
Состав 1 с PSD около 0,13 мкм показан на фиг.1 и в данных таблицы 1 ниже:
Состав 2
Состав масляной фазы является следующим:
3% вес. вышеуказанной масляной фазы диспергировали в воде.
PSD: 0,45 мкм.
Значение PSD состава 2 около 0,45 мкм показано на фиг.2 и в данных таблицы 2 ниже:
Состав 3
Состав масляной фазы является следующим:
3% вес. вышеуказанной масляной фазы диспергировали в воде.
PSD: 0,17 мкм.
Значение PSD состава 3 около 0,17 мкм показано на фиг.3 и в данных таблицы 3 ниже:
Пример 1: Граничное смазывание
Внутренние смазочные свойства смазки с малым размером частиц (PSD≤1 мкм или PSD≤0,5 мкм) в композиции смазки типа «масло в воде» оценивали с использованием тестов SODA и Falex по предписанным методикам испытаний, обычно применяемым для оценки характеристик смазывания смазочных средств для использования в холодной прокатке стали. Три общеупотребительных эмульсии (PSD≥2 мкм) смазочных композиций, широко применяемых в многономенклатурном производстве на 4-клетевых 4-валковых и/или 5-клетевых 6-валковых тандемных станах и/или 6-валковых высокоскоростных реверсивных станах с хорошими производственными результатами, использовали в качестве сравнительных эталонов (далее называемых как масло 1, масло 2 и масло 3, соответственно).
SODA-тест (50°С): Все масла и продукты с малым PSD тестированы неразбавленными (=100%).
Большинство смазочных масел, используемых в работе стана, имеют коэффициент трения около 0,10-0,15 в Soda-тесте (50°С). Составы 1-3 попадают в пределы этого стандартного диапазона.
Falex-тест: Все масла и продукты с малым PSD являются неразбавленными (=100%).
(681 кг)
(795 кг)
(908 кг)
(1135 кг)
(1135 кг)
(1135 кг)
(3,593 Н.м)
(3,503 Н.м)
(3,695 Н.м)
(3,887 Н.м)
(3,853 Н.м)
(3,57 Н.м)
Согласно показанным выше результатам испытаний все масла с малым размером частиц (PSD≤1 мкм или PSD≤0,5 мкм) в композициях смазки типа «масло в воде» проявляют лучшие или сравнимые внутренние характеристики смазывания по сравнению с тремя эталонами. Составы 1-3 попадают в пределы стандартного диапазона.
Пример 2: Противозадирные характеристики
Все масла и продукты с малым PSD протестированы неразбавленными (=100%).
Противозадирные (ЕР) смазочные характеристики масла с малым размером частиц (PSD≤1 мкм или PSD≤0,5 мкм) в композициях смазки типа «масло в воде» оценивали с использованием четырехшариковых тестов по предписанным методикам испытаний, обычно применяемым для оценки характеристик смазывания смазочных средств для использования в холодной прокатке стали. Для целей сравнения опять использовали три эталона. Результаты испытаний разрушающей нагрузки включены в следующую таблицу:
Результаты испытаний предельной нагрузки до заедания (Р В )
Большинство смазочных масел, используемых в работе стана, имеют уровни разрушающей нагрузки выше 600 Н в 4-шариковом испытании. Продукт холодной прокатки в основном имеет значение разрушающей нагрузки около 600 Н или выше. Составы 1-3 попадают в пределы этого стандартного диапазона.
Пример 3: Толщина пленки
Масла и продукты с малым PSD испытывают при содержании 3% вес.
Характеристики формирования пленки смазкой типа «масло в воде» с малым размером частиц (PSD≤1 мкм или PSD≤0,5 мкм) в упруго-гидродинамических (EHD) контактах при высокой скорости и высоком давлении оценивали с использованием стенда для испытания оптической интерференции (интерферометра) по предписанным методикам испытаний, обычно применяемым для оценки характеристик формирования пленки смазочных средств для использования в холодной прокатке стали. Для целей сравнения применяли сравнительные масло 1 и масло 2.
Результаты испытаний формирования пленки для составов 1-3 и масел 1-2 можно видеть на фиг.4. Пленки 3%-ных эмульсий составов 1-3 являются более толстыми, чем пленки 3%-ной эмульсии масла 1 и масла 2 в тех же условиях. Эти результаты показывают, что масло с малым размером частиц (PSD≤1 мкм или PSD≤0,5 мкм) в смазке типа «масло в воде» может формировать даже более толстую пленку, чем эмульсии с нормальным размером частиц.
Пример 4: Значения осаждения
Масла и продукты с малым PSD испытывают при содержании 3% вес.
«Осаждение» эмульсии представляет собой количественную меру, которую используют для описания способности масляной фазы адсорбироваться на поверхности прокатанного металла. Эмульсии оценивали с использованием системы набрызгивания под высоким давлением согласно предписанным методикам испытаний. В качестве эталонов для сравнения выбраны три типичных образца масла, используемых в производственных станах (масло 1, масло 2 и масло 3, как описано выше). Результаты испытаний осаждения 3%-ных эмульсий показаны ниже:
Результаты испытаний осаждения
Значения осаждения масла с малым PSD в смазках типа «масло в воде» составов 1-3 являются более низкими, чем значения эмульсии с нормальным PSD масла 1 и масла 2. Как предполагается, масла с малым PSD в смазках типа «масло в воде» составов 1-3 потребуют меньшего расхода масла, имеют лучшую охлаждающую способность и обеспечивают более простой режим отжига благодаря меньшему количеству остаточного масла на ленте.
Пример 5: Испытание коррозии в пакете
Масла и продукты с малым PSD испытывают при содержании 3% вес.
Антикоррозионные свойства масла с малым размером частиц (PSD≤1 мкм или PSD≤0,5 мкм) в композиции смазки типа «масло в воде» оценивали в испытаниях коррозии в пакете. Для целей сравнения использовали сравнительное масло 1. Результаты показаны на фиг.5 и демонстрируют, что антикоррозионные свойства составов 1-3 являются сравнимыми со свойствами масла 1.
Пример 6: Термогравиметрический анализ (TGA)
Все масла и продукты с малым PSD тестированы неразбавленными (=100%).
Термическую стабильность и характеристики испарения оценивали с использованием оборудования для термогравиметрического (TGA) анализа. В качестве сравнительного масла опять выбирают типичное масло, применяемое в производственном стане, масло 1. Результаты TGA включены в следующую таблицу:
Результаты TGA
Результаты для масла 1 представлены на фиг.6. Результаты для состава 1 представлены на фиг.7. Результаты демонстрируют, что состав 1 в испытании TGA находится на одинаковом уровне с маслом 1.
Пример 7: Испытательная прокатка
Масла и продукты с малым PSD испытывают при содержании 3% вес.
Эффективность масла с малым размером частиц (PSD≤1 мкм или PSD≤0,5 мкм) в композиции смазки типа «масло в воде» при прокатке оценивали с использованием четырехвалкового испытательного реверсивного прокатного стана (из The State Key Lab of Rolling and Automation (Государственной базовой лаборатории прокатки и автоматизации) в Northeast University (Северо-Восточном университете)) по методике испытаний, коррелирующей с разнообразными производственными процессами прокатки, тандемными или реверсивными. Вследствие технических ограничений стана спроектировали два процесса. В процессе 1 проход 5 представляет собой высокоскоростной процесс (4 м/сек) и в процессе 2 проход 5 представляет собой низкоскоростной процесс (1 м/сек) с последующим проходом 6, приводящим к более тонкой толщине листа. Методика испытания представлена ниже:
Процесс 1:
Результаты 1:
Процесс 2:
Результаты 2:
Удельные нагрузки на валок для состава 1 и состава 2 находятся на одинаковом уровне с таковыми для масла 1 и масла 2.
Температуры ленты после каждого прохода показаны на фиг.8 и 9. Фиг.8 включает результаты для процесса 1. Фиг.9 включает результаты для процесса 2.
Результаты показывают, что температура ленты для состава 1 и состава 2 является более низкой, чем температура ленты после прокатки с маслом 1 и маслом 2 после каждого прохода. Результаты показывают, что охлаждающая способность масла с малым размером частиц (PSD≤1 мкм или PSD≤0,5 мкм) в смазке типа «масло в воде» в составе 1 и составе 2 превышает охлаждающую способность масла 1 и масла 2.
Пример 8: Испытательная прокатка
Для испытания эффективности прокатки приготовили и испытали дополнительный состав.
Состав 4
Состав масляной фазы является следующим:
3% вес. вышеуказанной масляной фазы диспергировали в воде.
PSD: 0,13 мкм.
Значение PSD состава 4 около 0,13 мкм показано на фиг.10.
Эффективность масла с малым размером частиц (PSD≤1 мкм или PSD≤0,5 мкм) в композиции смазки типа «масло в воде» при прокатке оценивали с использованием четырехвалкового реверсивного прокатного стана с шириной 1450 мм. Рабочий диаметр валка составляет около 350 мм. Использованные ленты представляют собой ленты из стали марки SPHC с толщиной 3,1 мм и шириной 1010 мм.
На каждом проходе регулировали постоянное усилие на валок от около 650 тонн до около 700 тонн. В качестве сравнительного эталона использовали традиционный эмульсионный продукт (называемый как «масло 4»), применяемый в этом производственном стане.
Понятно, что при этом режиме прокатки улучшенное смазывание обусловливает уменьшенную толщину ленты на выходе после шести проходов. Результаты трех испытаний масла с малым размером частиц (PSD≤1 мкм или PSD≤0,5 мкм) в композиции смазки типа «масло в воде» (состав 4) и двух испытаний с эталонным продуктом (масло 4) показаны в нижеприведенной таблице:
Результаты показывают, что после шести проходов композиция масла с малым размером частиц (PSD≤1 мкм или PSD≤0,5 мкм) в смазке типа «масло в воде», составе 4, обеспечивает меньшую толщину ленты, чем толщина с маслом 4. Такие результаты демонстрируют улучшение при прокатке в производственном стане сравнительно с традиционной эмульсией для прокатки, такое как улучшенное смазывание.
Другую важную характеристику эффективности смазочного средства для холодной прокатки, такую как условия отжига и противокоррозионные свойства, оценивали с использованием рулонов после прокатки. Результаты показаны такими, как ниже:
Результаты показывают, что композиция масла с малым размером частиц (PSD≤1 мкм или PSD≤0,5 мкм) в смазке типа «масло в воде», составе 4 предотвращает возникновение проблем при отжиге и коррозионных явлений так же хорошо, как и общеупотребительная эмульсия для прокатки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЖИДКОСТИ ДЛЯ ПРОКАТКИ | 2010 |
|
RU2536468C2 |
| НОВЫЕ ДОБАВКИ К ТРАНСМИССИОННЫМ МАСЛАМ | 2010 |
|
RU2537484C2 |
| КОНЦЕНТРАТ СМАЗОЧНОГО МАТЕРИАЛА И КАРТЕРНОЕ МОТОРНОЕ МАСЛО | 1995 |
|
RU2171830C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ СО СМАЗКОЙ | 2004 |
|
RU2308334C2 |
| СМАЗКА ТЕХНОЛОГИЧЕСКАЯ ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ (ВАРИАНТЫ) | 2008 |
|
RU2497936C2 |
| СМАЗОЧНАЯ ЖИДКОСТЬ, ЭМУЛЬСИЯ ИЛИ МИКРОЭМУЛЬСИЯ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ СТАЛИ | 1990 |
|
RU2040537C1 |
| КОМПОЗИЦИЯ СМАЗОЧНОГО ПОКРЫТИЯ, ПОДХОДЯЩАЯ ДЛЯ СМАЗКИ РЕЗЬБОВОГО СОЕДИНЕНИЯ | 2001 |
|
RU2246532C1 |
| СПОСОБ ПОДГОТОВКИ СМАЗКИ | 1997 |
|
RU2119835C1 |
| СМАЗОЧНАЯ КОМПОЗИЦИЯ ДЛЯ ТЯЖЕЛОНАГРУЖЕННЫХ УЗЛОВ ТРЕНИЯ | 2003 |
|
RU2243988C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНОГО МАСЛА В ПРОЦЕССЕ ХОЛОДНОЙ ПРОКАТКИ | 2005 |
|
RU2374020C2 |


Изобретение относится к области холодной прокатки стали. Смазка типа «масло в воде» включает эмульсию «масло в воде». Улучшение условий прокатки, охлаждения, приводящее к возможности уменьшения толщины проката, исключение коррозии металла обеспечивается за счет того, что смазка включает: (а) масляную фазу, включающую от 5% вес. 
1. Смазка типа «масло в воде» для применения в холодной прокатке стали, включающая эмульсию «масло в воде», причем эмульсия «масло в воде» включает:
(а) масляную фазу, включающую
от 5% вес.
10%
до 40% вес.
10% по меньшей мере одного полимерного поверхностно-активного вещества,
от 25% вес. 10% до 95% вес. 10% базового масла, и
от 0,2% вес. 10% до 10% вес. 10% противозадирных смазочных присадок, и
(b) водную фазу,
причем эмульсия включает частицы масляной фазы, имеющие наиболее вероятное значение d(50%) размера частиц, составляющее 1 мкм или менее.
2. Смазка по п.1, дополнительно включающая от 0,5% вес.
10% до 6% вес. 10% функциональных добавок в масляной фазе.
3. Смазка по п.1, включающая от 0,5% вес. 10% до 15% вес. 10% масляной фазы.
4. Смазка по п.1, в которой по меньшей мере одно полимерное поверхностно-активное вещество имеет среднюю молекулярную массу от 1000 10% до 100000 10%.
5. Смазка по п.1, в которой по меньшей мере одно полимерное поверхностно-активное вещество включает поверхностно-активное вещество на основе привитого блок-сополимера.
6. Смазка по п.1, в которой по меньшей мере одно полимерное поверхностно-активное вещество включает гидрофобные блоки, имеющие среднечисленную молекулярную массу по меньшей мере 200
10%.
7. Смазка по п.1, в которой по меньшей мере одно полимерное поверхностно-активное вещество включает гидрофильные блоки, имеющие среднечисленную молекулярную массу по меньшей мере 200
10%.
8. Смазка по п.1, в которой базовое масло включает сложный эфир природного происхождения, синтетический сложный эфир, минеральное масло или их смеси.
9. Смазка по п.1, в которой противозадирные смазочные присадки представляют собой добавки на основе фосфора, на основе серы или их смесь.
10. Смазка по п.1, в которой по меньшей мере 50%
10% масляной фазы содержатся в частицах с размером менее 1 мкм.
11. Смазка по п.1, в которой по меньшей мере 50%
10% масляной фазы содержатся в частицах с размером менее чем 0,5 мкм
10%.
12. Способ холодной прокатки стали, включающий стадию, в которой смазывают сталь смазкой, включающей эмульсию «масло в воде», причем эмульсия включает:
(а) масляную фазу, включающую
от 5% вес. 10% до 40% вес. 10% по меньшей мере одного полимерного поверхностно-активного вещества,
от 25% вес. 10% до 95% вес. 10% базового масла,
от 0,2% вес. 10% до 10% вес. 10% противозадирных смазочных присадок, и
(b) водную фазу, при этом эмульсия включает частицы масляной фазы, имеющие наиболее вероятное значение d(50%) размера частиц, составляющее 1 мкм или менее.
13. Способ по п.12, в котором эмульсия включает частицы масляной фазы, имеющие наиболее вероятное значение d(50%) размера частиц, составляющее 1 мкм или менее.
14. Способ по п.12, в котором смазка дополнительно включает от 0,5% вес. 10% до 6% вес. 10% функциональных добавок в масляной фазе.
15. Способ по п.12, в котором смазка включает от 0,5% вес. 10% до 15% вес. 10% масляной фазы.
16. Способ по п.12, в котором по меньшей мере одно полимерное поверхностно-активное вещество имеет среднюю молекулярную массу от 1000 10% до 100000 10%.
17. Способ по п.12, в котором по меньшей мере одно полимерное поверхностно-активное вещество включает поверхностно-активное вещество на основе привитого блок-сополимера.
18. Способ по п.12, в котором по меньшей мере одно полимерное поверхностно-активное вещество включает гидрофобные блоки, имеющие среднечисленную молекулярную массу по меньшей мере 200 10%.
19. Способ по п.12, в котором по меньшей мере одно полимерное поверхностно-активное вещество включает гидрофильные блоки, имеющие среднечисленную молекулярную массу по меньшей мере 200 10%.
20. Способ по п.12, в котором базовое масло включает сложный эфир природного происхождения, синтетический сложный эфир, минеральное масло или их смеси.
21. Способ по п.12, в котором противозадирные смазочные присадки представляют собой добавки на основе фосфора, на основе серы или их смесь.
22. Способ по п.12, в котором по меньшей мере 50% 10% масляной фазы содержатся в частицах с размером менее 1 мкм.
23. Способ по п.12, в котором по меньшей мере 50% 10% масляной фазы содержатся в частицах с размером менее 0,5 мкм 10%.
| Способ смазки полосы при холодной прокатке | 1988 |
|
SU1565554A1 |
| US 4915859 A, 10.04.1990 | |||
| US 4781848 A, 01.11.1988 | |||
| US 6548456 B1, 15.04.2003 | |||
| US 2006205827 A1, 14.09.2006 | |||

