1
Изобретение относится к вычислительной технике и может быть использовано пя прошивки координатных проводов матиц ЗУ на ферритовых сердечниках тороидальной формы диаметром О,3 мм и болэе. Эти устройства требуют обязательного применения нрошивочных игл, к которым крепятся провода, и непосредственного участля оператора в процессе прошивки координатного провода. Именно эти причины вызывают поломки отдельных сердечников при прошивке.
Цель изобретения - повышение надежности прошивки матриц. Для этого в устройство введен виброжелоб . установленный на основной раме вдоль оси сердечников за подвижной кареткой, осуществляющей ориентирование и прошивку координатного провода с дозированным ус1шием. Поскольку изготовление масок для ориентации сердечников диаметром менее 0,6 мм еще не освоено, а улучшение параметров ЗУ возможно лишь при использовании сердечников меньшего размера, в устройстве применен механизм поочередной ориентации
нанизанных на провода координаты У сердечников, образуюшдй ряды для прошивки второго координатного провода. Виброжелоб используется лишь при прошивке втоg рого координатного провода.
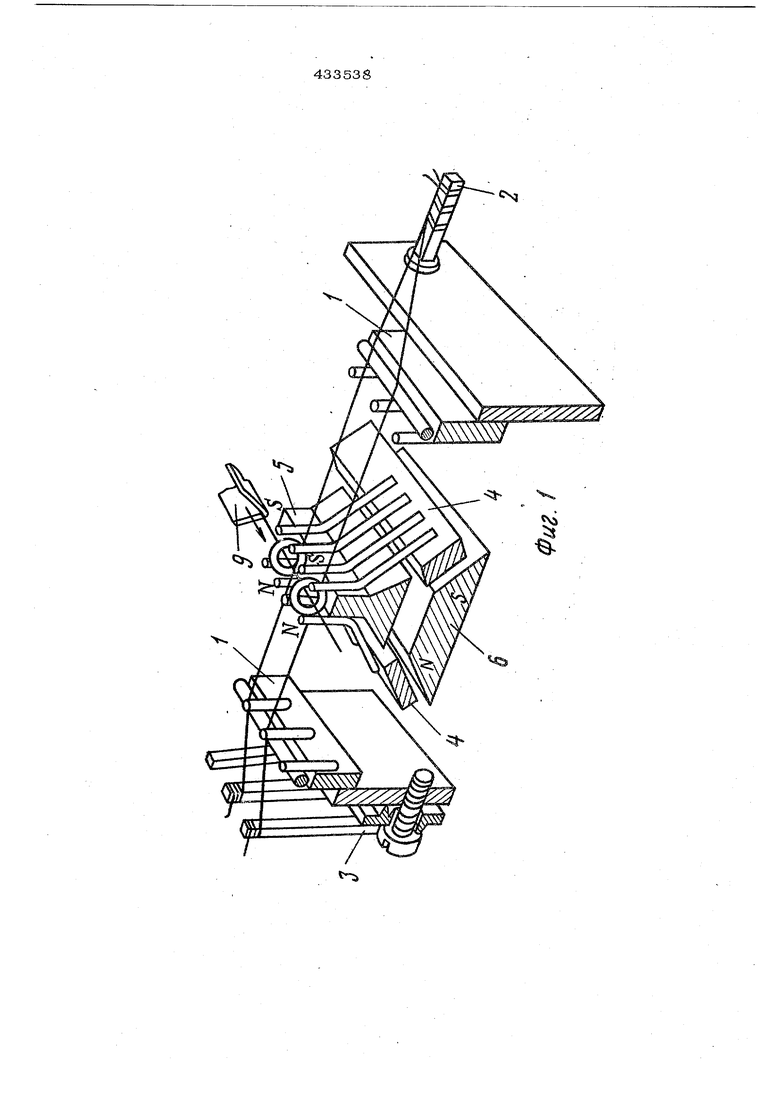
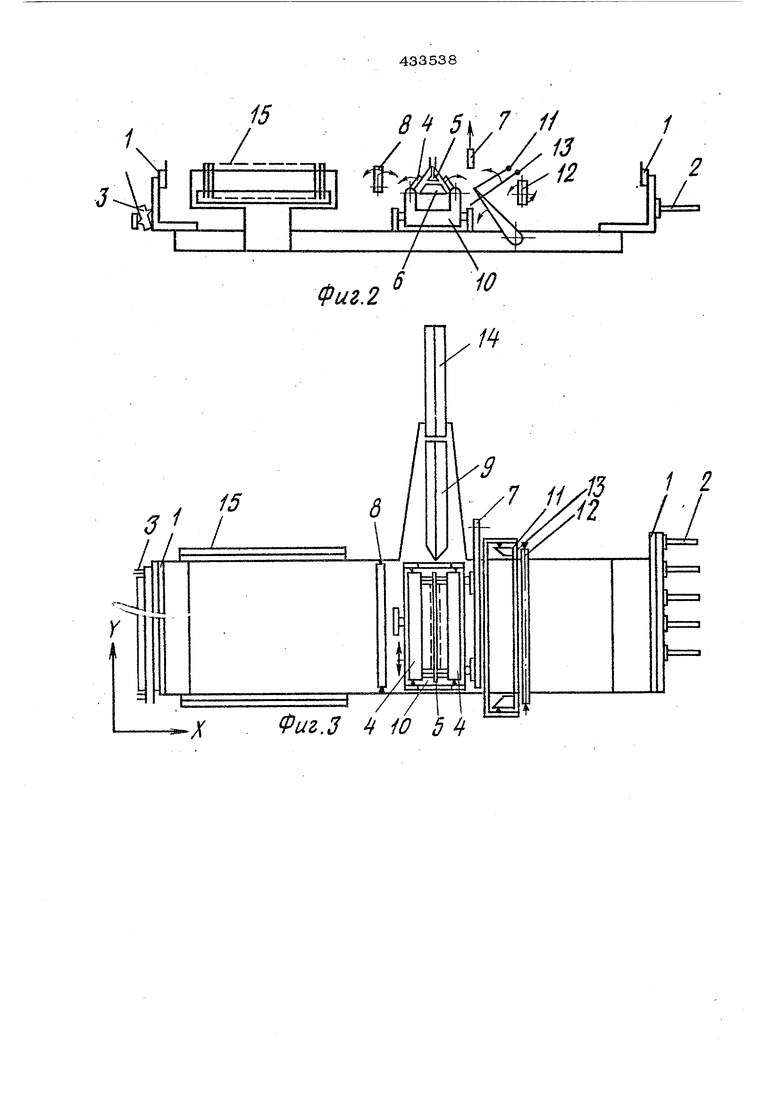
На фи. 1 изображено расположение и крепление проводов координаты; на фиг. 2 - внешний вид приспособления для изготовления гребенок; на фиг, 3 - внешний JQ вид приспособления для прошивки.
реб&нки 1 ориентируют провода координаты У. На причальных стойках (опорах) 2 методом накрутки закрепляется один конец каждого провода координаты , 15 У- ГребенкаЗ с длинными зубьями-пружинами предназначена для создания 1шдивидуального натяжения каждого провода координаты У. Гребенка 3 с длинными зубьямипружинами предназначена для создания ин- 20 дивидуального натяжения каждого провода координаты У. Квадратное сечение пружины позволяет прсизводить крепление проводов накруткой. Для ориентации сердечников перед прошивкой магнитным полем 25 установлены подвижные гребенки 4 с чисЛОМ syobeij,вдвое превосходящим число. . проводов координаты У, Гребенки вводят в полотно, образованное проводами коор-динаты У, и прилшмаются к опорной рейке 5 из немагнитного материала, которая совместно с четырьмя зубьямя подвижных гребенок образует вокруг кахщого сердеч-. пика на проводе колодец. Для формирования подвижныхГ гребенок используются магнитные стальные зубья и немагнитные бронзовые из отрезков проволоки.. Чередование магнитных и немагнитных зубьэв в гребенке определяет положение, попадающего в этот колодед сердечника. Под опорной рейкой расположен постоянный магнит 6, который своими полюсами через небольшой зазор намагничивает основание подв.гжных гребенок так, что магнитные зубья о.цной гребенки становятся .северными полюсами этого составного магнита, а магнитные зубья другого южными. Гнет 7 справа и подъемная пластина 8 слева от подви/киых гребенок осуществляют окончательную фиксацию высоты проводов координаты У над опорной рейкой. Виброжелоб 9 предназначен для проталкивания очередного провода координаты X в р.яд сердечников, ориенти- ровапный с помощью подвижных гребенок и опорной реши. Провод координаты X должен быть предварительно распрямлен, а конец его аккуратно обрезан так, чтобы изоляционный слой не образовывал в среза заусенцев. Построение виброжелоба с повышенной частотой механического резонанса, колеблющегося на этой частоте значительно увеличивает его механическую жесткость и позволяет использовать виброжелоб не только для проталкивания провода, но и для придания ему перед прошив кой необходимого для заправки в 1отвер - .-стие первого сердечника направления дв.и. жения. Подвияаш.те гребенки расположены на каретке 10. ПроволочнБ й упор 11, вращающийся магнит 12, проволочный отсекатель 13 предназначены для отделения от общей, массы сердечников ряда одиночных сердечников на всех проводах координаты У. Съемный заготовительный желоб 14 с запасом распрямленных проводов установлен за виброжелобом. Слева от подвижной каретки установлены неподвижные гребенки 15 для фиксации ироводов координаты X.
Изготовление гребенок произво.цится с помощью несложного приспособления. На торце рейки с помощь.ю фрезерного станка наносится поцеречная насечка с шагом будущей гребенки. Отрезки проволоки укладываются Б углубления на торце , прилшмаются через резиновую прокладку,
выравн.игзаются и выс упающйд01 концами припа.иваются или приклеиваются к рейке- ос.тюваишо гребенки..
Прощквка сердечников осуществляется g в следующем порядке. С помощью вращающегос 1 бу11к.ера на каждый провод координаты У нанизывается необходимое чис.ло сердечников. Перед набором сердечников на провсд один его конец кр- пится
,, к индивидуальной пружлне методом накрутгш. После набора сердечников второй конец крепится к причальной стойке тем же методом. Провод при этом слегка натягивается, нр пружина доллша оставаться
J- в ненапряженном состоянии. После набора
необходимого количества проводов коор-
динаты У с помощью винтов гребенка 3
иаююняется и все провода координаты У
нат.ягиваются. Сердечники располагаются
f,,j справа, крайние левые сердечншш должны находится над вращающимся магнитом 12, на растоялии примерно 1 мм от проволочного упора 11. Под воздействием вращающегося магнитного поля, сердечники рас-
25 средотачиваются и возле проволочного упора Ij. образуется ряд одиночных сердечников, Пр.и нажагк е на рычаг поднимается проволочный отсе14атель 13, отделяющий . этот ряд от остальных сердечников. Затем
gQ оба провода смещаются и отводят отделенБый ряд сердечнирсов ла 3--10мм в сторону ирощивошой позиции. Гнет поднимается. Правая подвилшая гребенка выводится из по.лотна поворотом по часовой стрелке,
35 левая доллжа быть прижата к опорной рейке. Дл.я одновременного смещения сердечников на всех координатных проводах следует изготовить приспособление. На концы рогатки из стальной проволоки диамет-
40 ром 4 натягиваете.; бронзовая проволока диаметром 0.2 . мм. Длина ее должна быть на мм больше расстояния между крайними .координатными проводами. С помощью приспособления отделенные сер-45 дечиики смещаются на ирощивочную позицию и размещаются на расстоянии пример но 1 мм от левой гребенки. Гнет опускается. Пластину 8 следует слегка покачать, при этом сердечники, придвигаясь вплотную
ЬО к левой гребенке, займут необходимое положение. Правая гребенка закрывается. В виброженоб 9 из заготовительного желоба 14 вводится провод. Виброжелоб включается и производит прощивку провода ко-
§5 ординаты .X, который по окончании проишвки при опущенной левой иoдвиж ioй гребенке смешается влево и натягивается на не- подвигкных гребенках координаты X, между которыми, по окончании прошивки, распо60 лагаются прошитые двумя координатными
проводами сердечники. Если расположение
сердечников в каждом очередном ряду координаты X должно изменятся, в действие
вводится каретка 1О, на которой укреплены подвижные гребенки. После прошивки очередного ряда при опушенных подвижных гребечках смещается к виброжелобу или от не го так, что чередующиеся магнитные и немагнитные зубья при этом меняются местами. Опорная рейка не только выравнивает сердечники, поддерживая их снизу, но и жестко задает расстояние между зубьями подвижных гребенок, когда они прижаты к ней во время прошивки. Смена опорной и гребенок позволяет производить прошивку сердечников различного диаметра. Так для сердечников с внещним диаметром 0,3 мм щирина опорной рейки должна быть равна 0,27 мм. Для сердечнлков с внещним диаметром 0,5 мм щирина опорной рейки составляет 0,35 мм, для сердечников
с внещним диаметром 0,8 MMJ- мм,
При использовании масокдля ориента
шш сердечников перед прошивкой, с помощью виброжелоба можно прошивать оба координатных провода, причем, представляется возможным одновременно прощивать группу проводов одной координаты.
Предмет изобретения
Устройство для прошивки матриц цифровых накопителей, содержащее основную раму с выступом, на торцах которой закрепле,ны опоры механизма натяжения координатных проводов, а между опорами установлены подвижная каретка с магнитными гребенками, механизмы для отделения ряда одиночных сердечников, предварительно нанизанных на координатные провода одного направления, и постоянный магнит, отличающееся тем, что, с целью повышения надежности прошивки ма трицы, в устройство введен виброжелоб, установленный на уступе рамы и связанный с подвижной кареткой.
Nj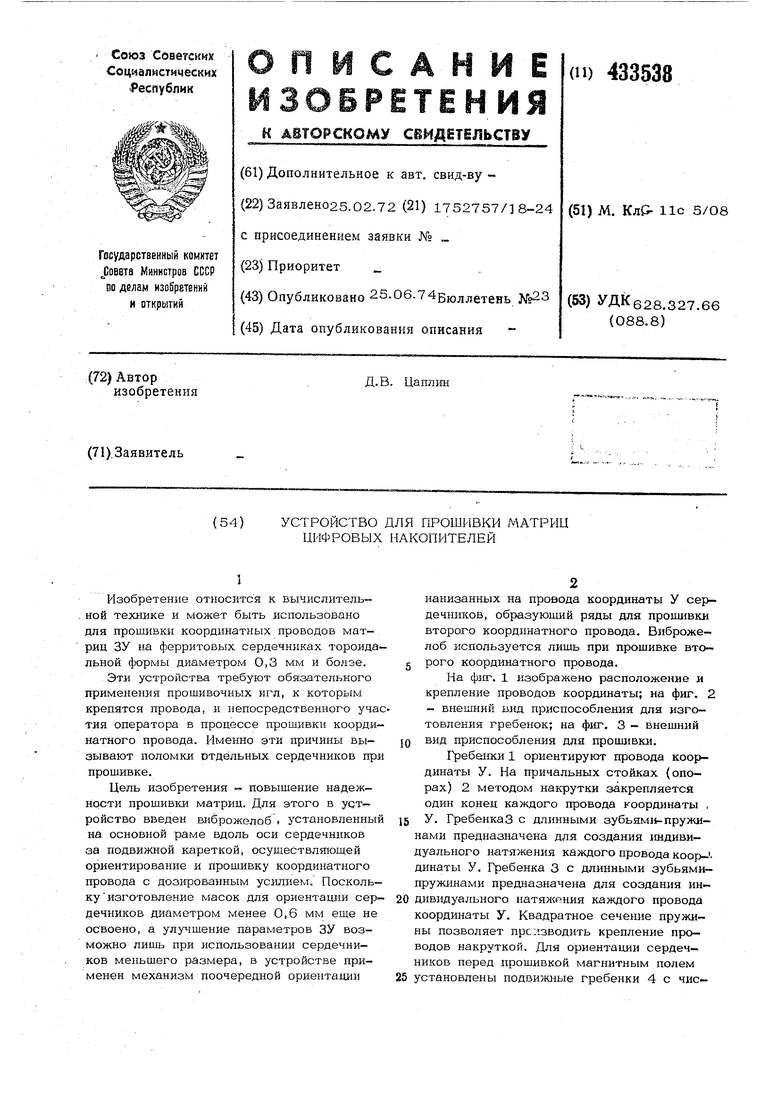
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прошивки трехпроводных матриц цифровых накопителей | 1985 |
|
SU1300558A1 |
| Устройство для изготовления ферритовых запоминающих матриц | 1978 |
|
SU726585A1 |
| Устройство для накрутки проводов на контактные штыри монтажных плат | 1977 |
|
SU745039A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ МНОГОВЫВОДНЫХ РАДИОЭЛЕМЕНТОВ НА ПЕЧАТНУЮ ПЛАТУ | 1994 |
|
RU2074539C1 |
| Ячейка для измерения диэлектрических характеристик электроизоляционных материалов | 1984 |
|
SU1182372A1 |
| Устройство для мерной резки заготовок из проволоки преимущественно в установках для изготовления и укладки выводов в кассеты | 1985 |
|
SU1365154A1 |
| Устройство для прошивки матриц на ферритовых сердечниках | 1980 |
|
SU903967A1 |
| МАШИНА ДЛЯ ДВОЙНОГО КРУЧЕНИЯ БАХРОМЫ ШТУЧНЫХ ИЗДЕЛИЙ, СОЕДИНЕННЫХ В ОБЩЕЕ ПОЛОТНО | 1965 |
|
SU169170A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ МАТРИЦ ЗАПОМИНАЮЩИХ | 1973 |
|
SU382472A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ РАДИОЭЛЕМЕНТОВ С ГИБКИМИ ВЫВОДАМИ В ГНЕЗДА КОНТАКТИРУЮЩЕГО ЭЛЕМЕНТА | 1992 |
|
RU2037989C1 |