7/ 2
г
75
i
(Л
00 О) СП
ел
Фиг.г
«J 4f
бенки (Г) 22 с зубьями 23, ширина которых равна расстоянию между фильерами на мерную длину, подвижные зажимные элементы в виде двух установленных с возможностью перемещения во взаимно противоположных направлениях подвижных гребенок (ПГ) 24, 25, зубья 26, 27 которых выполнены в виде плоских пружин с насечками на рабочей поверхности, при этом зубья одной ПГ расположены с одной стороны от зубьев Г 22, а зубья другой ПГ расположены с противоположной стороны от зубьев Г 22. Устройство обеспечивает попарную укладку выводов в пазы кассеты путем повышения точности расположения выводов. 9 ил.
Изобретение может быть использовано при изготовлении конденсаторов. Устройство для мерной резки заготовки из проволоки преимущественно в установках для изготовления и укладки выводов в кассеты содержит механизм (М) 10 подачи кассет 11, фиксаторы кассет позиции набивки, подвижный упор 13 для направляющей 14 кассеты, привод 15, М 4 рихтовки, М 5 подачи проволоки к фильерам, М 9 протягивания проволоки через фильеры, М 21 группового зажима, неподвижный зажимной элемент в виде гре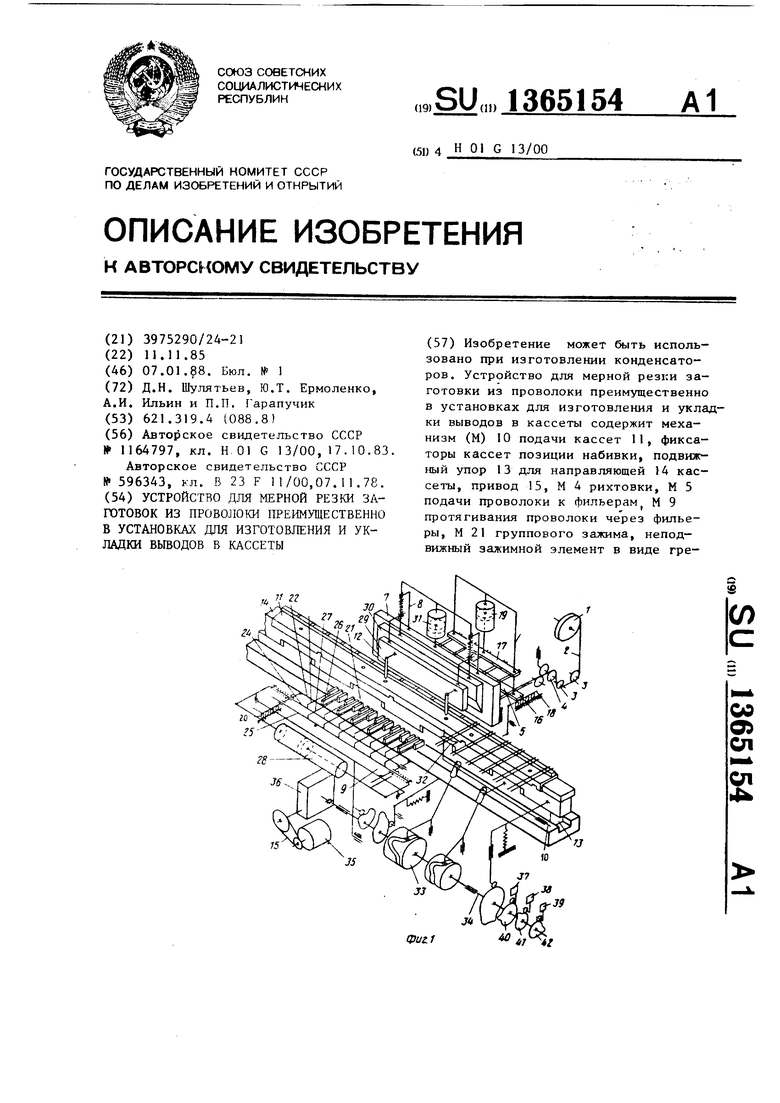
1
Изобретение относится к области изготовления конденсаторов, в частности, к устройствам для мерной резки заготовок из проволоки, преимущественно в установках для изготовления и укладки выводов в кассеты.
Цель изобретения - расширение эксплуатационных возможностей за счет обеспечения попарной укладки выводов в пазы кассеты путем повышения точности расположения выводов.
На фиг. 1 показано устройство, общий вид; на фиг. 2 - механизм группового зажима, вид снизу; на фиг.З- то же, вид сверху; на фиг. 4 - механизм подачи проволоки к фильерам; на фиг, 5 - то же, вид сверху; на фиг. 6 - механизм группового зажима проволоки, исходное положение; на (|иг. 7 - то же , вид сверху; на фиг .8- то же, окончание захвата выводов; на фиг. 9 - конечное положение механизма группового зажима, окончание протягивания проволоки через фильеры.
Устройство содержит смоточный узел с бобинами 1 проволоки 2, систему направляющих роликов 3, механизм 4 рихтовки, механизм 5 подачи проволоки 2 к фильерам 6, выполненным в пластине 7, механизм 8 отрезки проволоки 2 и механизм 9 протягивания проволоки через фильеры 6 на мерную длину. Устройство для мерной резки заготовок из проволоки входит в состав установки для изготовления и укладки выводов в кассеты, включающей механизм 10 подачи кассет 11, фиксаторы 12 кассет на позиции набивки, подвижный упор 13 для направляющей 14 кассеты и привод 15. Смотоный узел выполнен в виде кронштейна
5
0
с бобинами 1. Количество бобин соответствует числу одновременно укладываемых в кассету выводов (на фиг.1 условно показана .одна бобина и один Ь узел рихтовки).
Механизм 4 рихтовки состоит из системы роликов, между которыми проходит проволока 2. Механизм 5 подачи
О проволоки к фильерам выполнен в виде двух пластин 16 и 17, одна из которых выполнена из полиуретана для группового зажима проволоки 2. Пластины 16 и 17 установлены на каретке 18 и соединены с приводным пневмо- цилиндром 19 их вертикального возвратно-поступательного Перемещения. Механизм 9 протягивания проволоки через фильеры выполнен в виде установленного на каретке 20, расположенной напротив фильер 6 со стороны, противоположной от механизма 4 рихтовки и механизма 5 подачи проволоки, механизм 21 группового зажима с неподвижным и подвижными зажимными элементами. Неподвижный зажимной элемент выполнен в виде гребенки 22 с зубьями 23, ширина которых равна расстоянию между фильерами 6, а подвижные зажимные элементы выполнены в виде двух установленных с возможностью перемещения во взаимно противополож- №1х направлениях подвижных гребенок 24 и 25, зубья 26 и 27 выполнены в
5 виде плоских пружин с насечками на рабочей поверхности. Расстояние между фильерами 6 равно расстоянию между пазами кассет 1 1 . Подвижные гребенки 24 и 25 соединены через систему рычагов с пневмоцилиндром 28, предназначенным для их перемеще0
0
ния во взаимно противоположных направлениях. Зубья 26 подвижной гребенки 24 расположены по отношению к зубьям 23 неподвижной гребенки 22 с одной стороны, а зубья 27 другой подвижной гребенки 25 - с противоположной.
Механизм 8 отрезки проволоки 2, установленный на пластине 7, осуществляет закрепление выводов в кассете 11, расположенной на направляющей 14, и состоит из пуансона 29 и ножа 30, перемещаемых от пневмоци- линдра 31.
Нож 30 имеет возможность перемещения относительно пуансона 29 и фильер 6 в вертикальном направлении
Направляющг1я 14 с кассетой 11 имеет возможность перемещения также в вертикальном направлении, причем в нижнем положении направляющей для подачи кассеты на шаг служит собачка 32, соединенная через рычажную систему с кулаком 33, а в верхнем положении направляющая фиксируется упором 13, выполненным в виде гребенки и предназначенным для удержания направляющей 14 во время запрессовки выводов в пазы кассеты 11.
Для фиксации кассеты I1 на позиции набивки выводов после ее подачи на шаг предназначены фиксаторы 12 их вертикального перемещения от пневмоцилиндра 31.
Ширина и глубина поперечных пазов кассеты 11 составляет 0,8-0,9 диаметра проволочного вывода. Привод всех механизмов устройства осуществляется от кулачков, расположенных на валу 34,приводимым от электродвигатепя 35 через редуктор 36.
Для управления работой пневмоци- линдров 19, 28 и 31 клапанов 37-39 служат кулачки 40-42, установленные на валу 34.
Устройство работает следующим образом.
Перед началом работы проволока заправляется таким образом, что она проходит через систему направляющих роликов 3, роликов рихтовочного механизма 4, механизм 5 подачи проволоки 2 и к фильерам 6. Механизм 5 подачи зажимает проволоку 2 при помощи пневмоцилиндров 19 между двумя пластинами 16 и 17. Пластины 16 и 17, прикрепленные к каретке 18, на шариковых направляющих через рычажную систему от кулачкового вала 43 подаются в направлении позиции набивки выводов и проволока 2 подается на некоторую величину из фильер 6. Затем к пластине 7 подводится каретка 20 механизма 9 протягивания проволоки 2. Перемещение каретки 20 осуществляется посредством рычажной системы от кулачкового вала 43.
Зубья 23 неподвижной гребенки 22 оказываются между парами выводов, при этом каждый вывод размещается между зубом I 23 неподвижной гребенки 22 и
соответствующими зубьями 25 и 26 подвижных гребенок 23 и 24. Далее подвижные гребенки 23 и 24 через рычалс- пую систему от пневмоцилшадра 27 перемещаются навстречу друг другу, в результате чего выводы оказывсиэтся зажатыми между зубьяьш 22 не1го;- пиж- ной гребенки 21 и соответстпующ1ип зубьями 26 и 27 подв1г«ных гребе}1ок 24 и 25. Далее пневмоци. пшдр 19 пере-
ключается, пластина 17 отходит от пластины 16, после чего каретка 18 механизма 5 подачи проволоки 2 возвращается в исходное положение. Каретка 20 совершает возвратное
движение, вытягивая при этом проволоку 2 с бобин 1. Проволока 2, буду чи натянутой, располагается точно над пазами кассеты 11, которая в это время поднимается вместе с направляющей 14 к выводам. Под направляющую 14 с кассетой 11 подводится упор 13 так, что его выступы совмещаются с гребенчатыми выступами направляющей 14. Приводится в действие меха-
низм 8 отрезки, который центрирует фиксаторами 12 кассету 11. Пуансон 29 механизма 8 отрезки, перемещающийся под действием пневмоцилиндра 31, вводит в пазы кассеты 11 выводы
и осаживает их в поперечные пазы кассеты, глубина которых составляет 0,8-0,9 диаметра проволочного вывода.
Под действием пневмоцилиндра 31 нож 30 механизма 8 отрезки, опускаясь
по наружной поверхности пластин 7, производит отрезку выводов. Далее пуансон 29 и нож 30 механизма 8 отрезки уходит вверх, освобождая концы выводов, за которые проволока вы-
тягивается из фильер 6. Из-под направляющей 14 кассеты 11 уходит упор 13, и кассета 9 с закрепленными в ней выводами опускается в нижнее положение. С помощью собачки 32
производится перемещение кассеты 11 на шаг, и цикл работы повторяется. Одновременно производится укладка в паэы кассеты нескольких пар выводов.
Формула изобретения
Устройство для мерной резки заготовок из проволоки преимущественно в установках для изготовления и укладки выводов в кассеты, содержащее механизьы рихтовки и подачи проволоки к фильерам, механизм отрезки и механизм протягивания проволоки через фильеры на мерную длину, выполненный в виде установленного на каретке, расположенной напротив фильер со стороны, противоположной механизмам подачи и рихтовки, механизма группового зажима с неподвижными и подвижными зажимными элементами.
отличающееся тем, что, с целью расширения эксплуатационных возможностей за счет обеспечения попарной укладки выводов в пазы кассеты путем повышения точности расположения выводов, неподвижный зажимной элемент механизма группового зажима выполнен в виде гребенки с зубьями,
ширина которых равна расстоянию
между фильерами, а подвижные зажимные элементы выполнены в виде двух установленных с возможностью перемещения во взаимно противоположных направлениях подвижных гребенок, зубья которых выполнены в виде плоских пружин с насечками на рабочей поверхности, при этом зубья одной подвижной гребенки расположены с одной стороны
от зубьев неподвижной гребенки, а зубья другой подвижной гребенки расположены с противоположной стороны от зубьев неподвижной гребенки.
(риг.2
Цзиг.
иг.9
| Способ получения бензидиновых оснований | 1921 |
|
SU116A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
