1
Изобретение относится к области литья под давлением пластмасс и металлов.
Известны автоматические литьевые формы для изделий с поднутрениями, содержащие составные оформляющие знаки и устройство для их перемещения.
Однако в таких формах составные части знаков приводятся в движение при раскрытии формы через сложную систему механизмов от одного привода, что снижает надежность их работы.
В предложенной литьевой форме устройство для перемещения составных частей знаков выполнено в виде системы кулачков с самостоятельными приводами, управляемыми копиром при раскрытии формы.
Это упрощает конструкцию формы и повыuiaeT надежность ее работы.
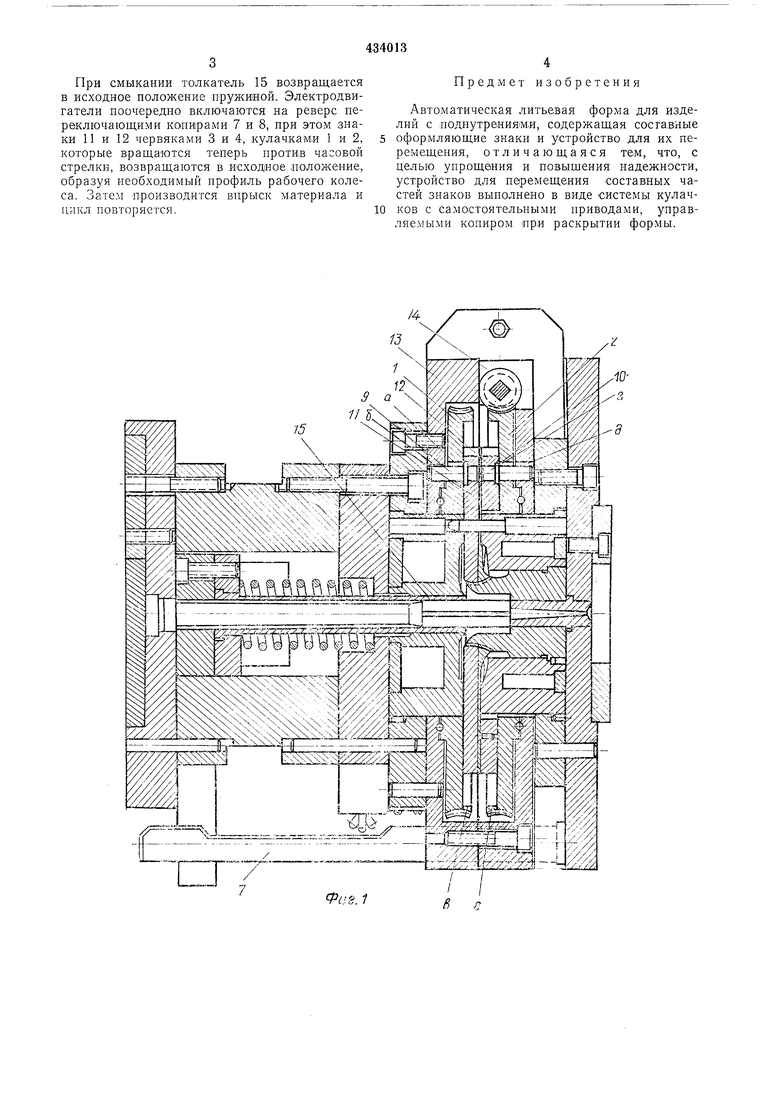
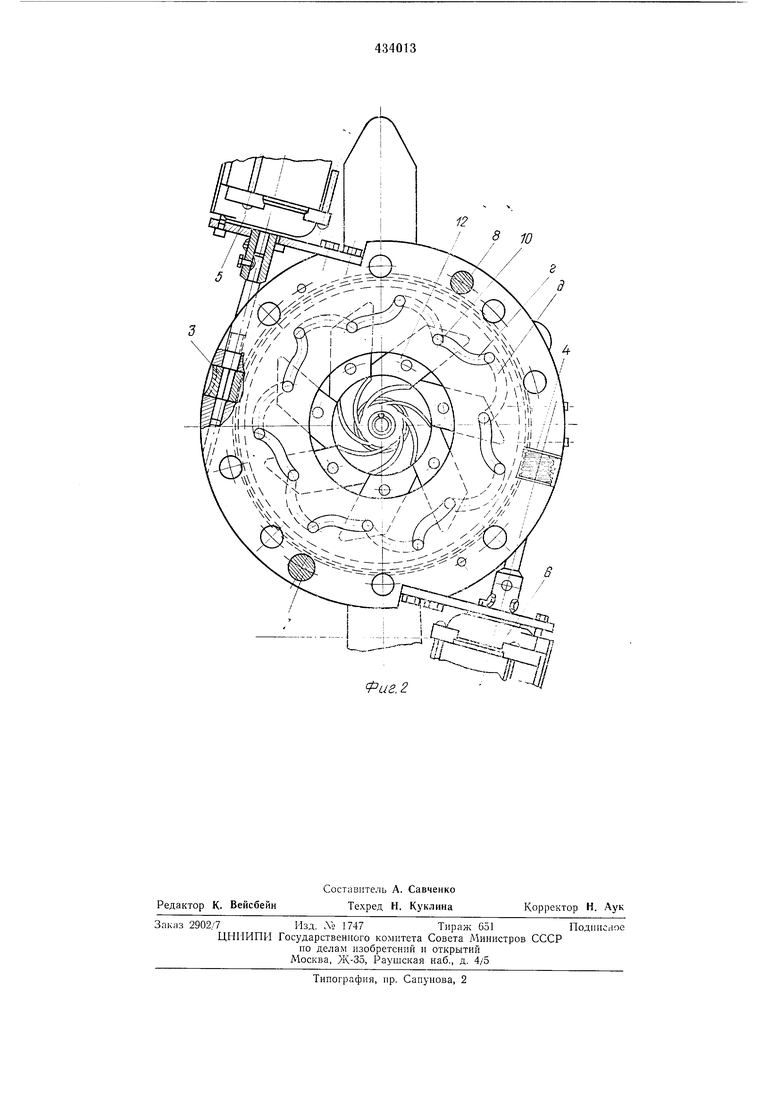
Па фиг. 1 показана предлагаемая литьевая форма, разрез; на фиг. 2 - подвижная часть .5И1ьевой формы.
.Литьевая форма состоит из двух нолуформ, кулачков 1 и 2, которые приводятся во вращение посредством червяков 3 и 4 и электродвигателей 5 и 6, включаемых переключающими копирами 7 и 8, стержней 9 и 10, впрессованных ,в знаки 11 и 12 и скользящих по пазам пснодзижных направляющих плит 13 и 14 соответственно и выталкивающей системы с толкателем 15.
Работа литьевой формы при отливке рабочего колеса центробежного насоса производится следующим образом.
В собрапном виде литьевая форма устанавливается на литьевой мащине. Через литниковую систему производится впрыск разогретого 1 атериала. После охлаждения материала литьевая форма размыкается. При этом кулачок 1 посредством червяка 3 и элекгродвигателя 5, который включается переключающим копиром 7, приходит во вращение но часовой стрелке. Вращение кулачка заставляет стержень 9 скользить в. со знаком
1iпо прорези а кулачка и по прорези 5 неподвижной направляющей плиты 13. Когда
знаки зафиксируются кольцом в кулачка 1 и электродвигатель 5 вьп лючится переключающим копиром 7, приходит во вращение но часовой стрелке кулачок 2 посредством черзяка 4 и электродвигателя 6, который в свою очередь включается переключающим копиром 8. Вращение кулачка заставляет стержень 10 скользить вместе со знаком 12 по прорези 2 кулачка 2 и по прорези д неподвижной направляющей плиты 14, при этом знак
12выходит из оформляемой полости. Когда знаки зафиксируются кольцом а кулачка 2 и электродвигатель 6 выключится переключающим копиром 8, упоры формы упираются в
упоры литьевой мап)ины, и толкатель 15 выбрасывает деталь в окно.
При смыкании толкатель 15 возвращается в исходное положение П;ружи1ной. Электродвигатели поочередно включаются на реверс переключающими копирами 7 и 8, при этом знаки 11 и 12 червяками 3 и 4, кулачкам.и 1 и 2, которые вращаются теперь против часовой стрелки, возвращаются в исходное положение, образуя необходимый профиль рабочего колеса. Затем производится впрыск материала и цикл повторяется.
Предмет изобретения
Автоматическая литьевая форма для изделий с поднутрения1М.и, содержащая составные оформляющие знаки и устройство для их перемещения, отличающаяся тем, что, с целью упрощения и повышения надежности, устройство для перемещения составных частей знаков выполнено в виде системы кулачков с самостоятельными приводами, управляемыми копиром при раскрытии формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая литьевая форма | 1960 |
|
SU137671A1 |
| Литьевая форма для изготовления полимерных изделий с внутренним поднутрением | 1984 |
|
SU1333590A1 |
| Литьевая форма для изготовления армированных полимерных изделий с резьбой | 1986 |
|
SU1369914A1 |
| ЛИТЬЕВАЯ ФОРМА | 1992 |
|
RU2097185C1 |
| Литьевая форма для изготовления полимерных изделий на роторно-конвейерной литьевой машине | 1989 |
|
SU1692854A1 |
| Литьевая пресс-форма | 1974 |
|
SU574897A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1980 |
|
SU919897A1 |
| АВТОМАТИЧЕСКИЙ ПРОИГРЫВАТЕЛЬ ГРАММОФОННЫХПЛАСТИНОК | 1967 |
|
SU205710A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С КОЛЬЦЕВЫМИ ПОДНУТРЕНИЯМИ | 1991 |
|
RU2017620C1 |
| Литьевая пресс-форма для изготовления изделий из полимерных материалов | 1978 |
|
SU706247A1 |
fl.l. 1 S г
д 10
