Изобретение относится к переработке полимерных материалов в изделия литьем под давлением, конкретно к формам для изделий с углублениями или отверстиями на наружной боковой стороне, преимущественно изготовляемых на роторно-конвейер- ных литьевых машинах.
Цель изобретения - упрощение конструкции и повышение надежности формы в работе,
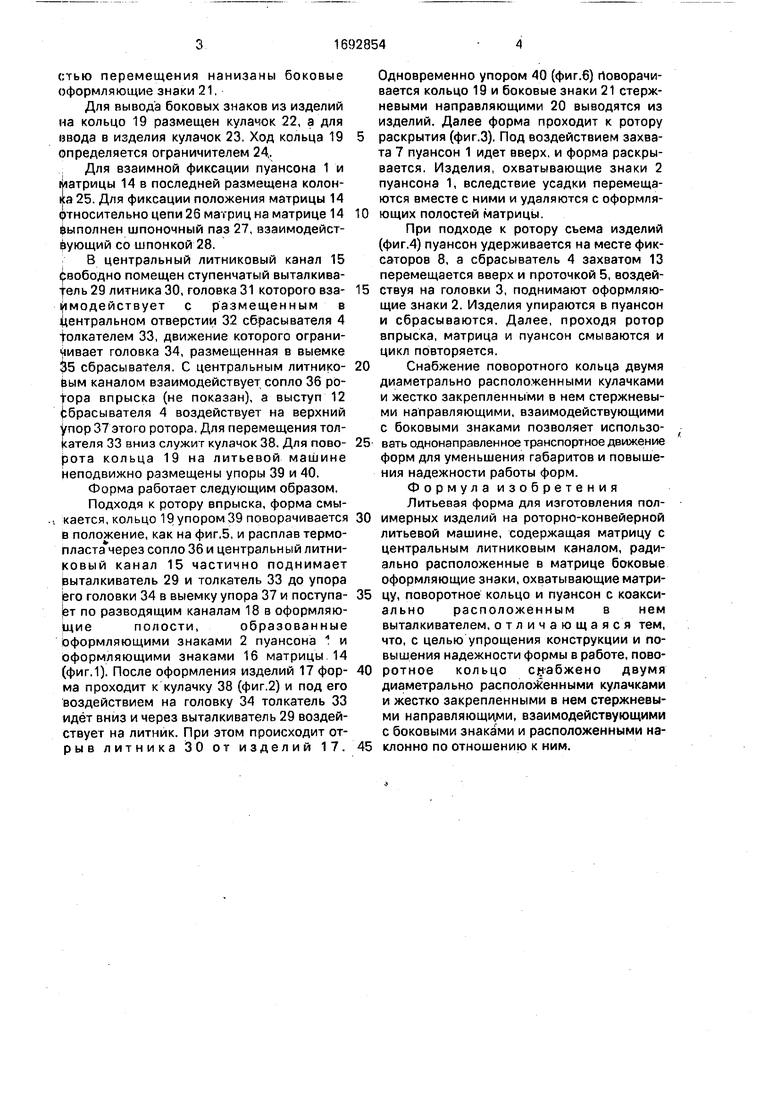
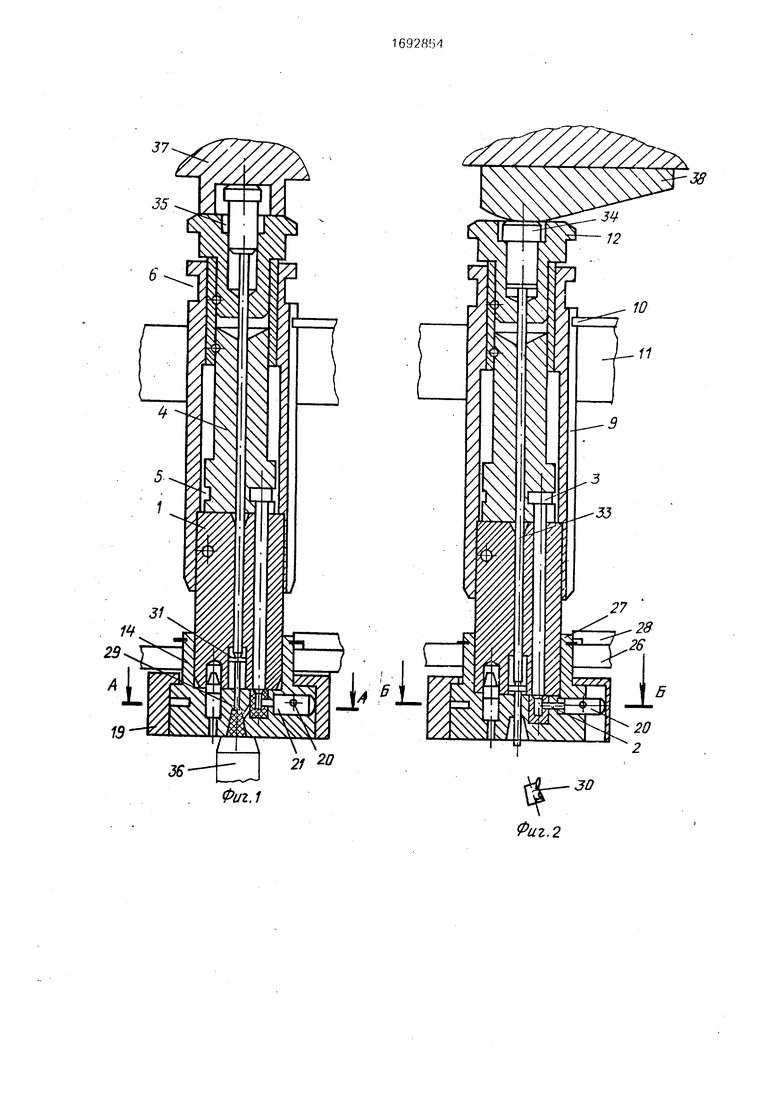
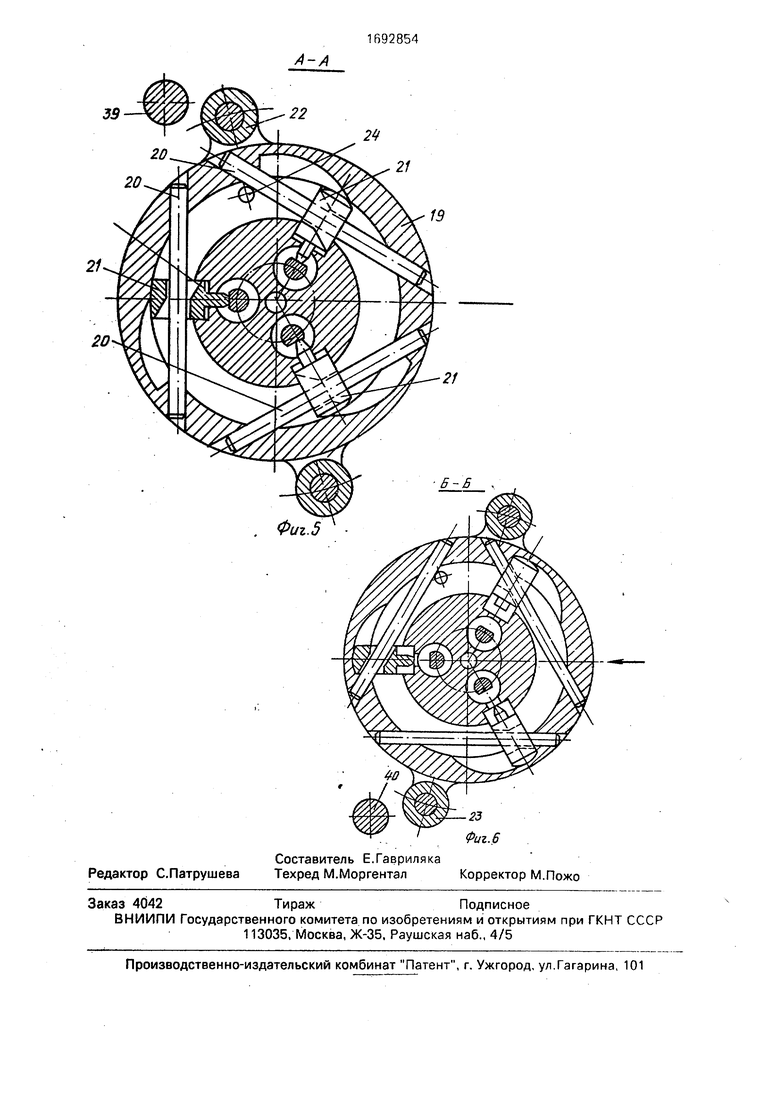
На фиг.1 показана предлагаемая форма в момент заполнения ее расплавом, общий вид; на фиг.2 - то же, в момент удаления литника и вывода боковых знаков; на фиг.З - то же, в момент удаления пуансона с изделиями из матрицы; на фиг.4 - пуансон в момент удаления изделий; на фиг.5 - разрез по сечению А-А на фиг.1 при сомкнутых знаках; на фиг.6 - разрез Б-Б на фиг.2 при разомкнутых знаках.
Литьевая форма содержит пуансон 1, в котором по периферии с возможностью осевого перемещения размещены несколько оформляющих знаков 2, на которых выполнены головки 3. В центральной части пуансона 1 коаксиальноему размещен ступенчатый сбрасыватель 4, на котором выполнена проточка 5. На верхней части пуансона 1 выполнена кольцевая проточка 6, взаимодействующая поочередно с захватом 7 (фиг.З) на роторе раскрытия (не показан) и фиксатором 8 (фиг.4) на роторе съема (не показан). На пуансоне 1 имеется шпоночный паз 9, взаимодействующий со шпонкой 10 на цепи 11 пуансонов. На верхней части сбрасывателя 4 выполнен выступ 12, взаимодействующий с захватом 13 (фиг.4) ротора съема. В матрице 14 выполнен центральный литниковый канал 15 и нижние оформляющие знаки 16, образующие полости со знаками 2, в которых формируются изделия 17. Центральный литниковый канал 15 соединен с оформляющими полостями изделий 17 разводящими каналами 18. Матрицу 14 охватывают поворотное кольцо 19, в котором жестко закреплены стержневые направляющие 20, на которых с возможноЁ
О
о
ю
00
ел Jbb
отью перемещения нанизаны боковые оформляющие знаки 21.
Для вывода боковых знаков из изделий на кольцо 19 размещен кулачок 22, а для ввода в изделия кулачок 23, Ход кольца 19 определяется ограничителем 24.
Для взаимной фиксации пуансона 1 и матрицы 14 в последней размещена колонка 25. Для фиксации положения матрицы 14 ртносительно цепи 26 матриц на матрице 14 выполнен шпоночный паз 27, взаимодействующий со шпонкой 28.
В центральный литниковый канал 15 Свободно помещен ступенчатый выталкиватель 29 литника 30, головка 31 которого взаимодействует с размещенным в Центральном отверстии 32 сбрасывателя 4 толкателем 33, движение которого ограничивает головка 34, размещенная в выемке 35 сбрасывателя. С центральным литниковым каналом взаимодействует сопло 36 ро- topa впрыска (не показан), а выступ 12 Јбрасывателя 4 воздействует на верхний упор 37 этого ротора. Для перемещения толкателя 33 вниз служит кулачок 38. Для поворота кольца 19 на литьевой машине неподвижно размещены упоры 39 и 40.
Форма работает следующим образом.
Подходя к ротору впрыска, форма смыкается, кольцо 19 упором 39 поворачивается в положение, как на фиг.5, и расплав термо- пласта через сопло 36 и центральный литни- ковый канал 15 частично поднимает выталкиватель 29 и толкатель 33 до упора его головки 34 в выемку упора 37 и поступает по разводящим каналам 18 в оформляющиеполости,образованные оформляющими знаками 2 пуансона и оформляющими знаками 16 матрицы 14 (фиг.1). После оформления изделий 17 форма проходит к кулачку 38 (фиг.2) и под его воздействием на головку 34 толкатель 33 идёт вниз и через выталкиватель 29 воздействует на литник. При этом происходит от- рыв литника 30 от изделий 17.
Одновременно упором 40 (фиг.6) поворачи- вается кольцо 19 и боковые знаки 21 стержневыми направляющими 20 выводятся из изделий. Далее форма проходит к ротору
раскрытия (фиг.З). Под воздействием захвата 7 пуансон 1 идет вверх, и форма раскрывается. Изделия, охватывающие знаки 2 пуансона 1, вследствие усадки перемещаются вместе с ними и удаляются с оформляющих полостей матрицы.
При подходе к ротору съема изделий (фиг.4) пуансон удерживается на месте фиксаторов 8, а сбрасыватель 4 захватом 13 перемещается вверх и проточкой 5, воздействуя на головки 3, поднимают оформляющие знаки 2. Изделия упираются в пуансон и сбрасываются. Далее, проходя ротор впрыска, матрица и пуансон смываются и цикл повторяется.
Снабжение поворотного кольца двумя диаметрально расположенными кулачками и жестко закрепленными в нем стержневыми направляющими, взаимодействующими с боковыми знаками позволяет использовать однонаправленное транспортное движение форм для уменьшения габаритов и повышения надежности работы форм.
Формула изобретения Литьевая форма для изготовления полимерных изделий на роторно-конвейерной литьевой машине, содержащая матрицу с центральным литниковым каналом, ради- ально расположенные в матрице боковые оформляющие знаки, охватывающие матрицу, поворотное кольцо и пуансон с коакси- ально расположенным в нем выталкивателем, отличающаяся тем, что, с целью упрощения конструкции и повышения надежности формы в работе, поворотное кольцо снабжено двумя диаметрально расположенными кулачками и жестко закрепленными в нем стержневыми направляющими, взаимодействующими с боковыми знаками и расположенными наклонно по отношению к ним.
te
th
Ь гпф
Ј-гпф
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий на роторно-конвейерной литьевой машине | 1990 |
|
SU1713823A1 |
| Литьевая форма для изготовления полимерных изделий на роторно-конвейерной литьевой машине | 1986 |
|
SU1435467A1 |
| Литьевая форма для изделий из термопластов | 1981 |
|
SU981001A1 |
| Литьевая форма для изготовления изделий из термопластов | 1985 |
|
SU1331653A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1980 |
|
SU919897A1 |
| Литьевая форма | 1987 |
|
SU1509269A2 |
| Литьевая форма для изготовления полимерных изделий на роторно-конвейерной линии | 1990 |
|
SU1761527A1 |
| Литьевая многогнездная форма для изготовления пластмассовых изделий | 1980 |
|
SU921867A1 |
| Литьевая форма для изготовления армированных полимерных изделий с резьбой | 1986 |
|
SU1369914A1 |
| Литьевая форма | 1984 |
|
SU1199645A1 |
Изобретение относится к переработке полимерных материалов в изделия литьем под давлением, в частности изделия с углублениями или отверстиями на наружной боковой стороне, и позволяет упростить и повысить надежность формы. Для этого поворотное кольцо формы снабжено двумя диаметрально расположенными кулачками и жестко закрепленными в нем стержневыми направляющими, взаимодействующими с боковыми знаками и расположенными наклонно по отношению к ним. 6 ил.
t S8269l
39
Редактор С.Патрушева
23
Фиг.6
Составитель Е.Гавриляка
Техред М.МоргенталКорректор М.Пожо
21
19
| Справочник по проектированию оснастки для переработки пластмасс/А.П.Пантелеев и др | |||
| М., Машиностроение, 1986, стр | |||
| Ручной прибор для загибания кромок листового металла | 1921 |
|
SU175A1 |
