1
И.зобрете1гаё относится к области автоматизации техяологических процессов и может б5:,гть использовано при .загрузке оборудования немагнитными токопроводяшими деталями. .
Известен способ распрепеления потока немагнитных токопрбвоаятпнх деталей, подаваемых в зону магнитного поля с аополнительными контурами токов, расположенными по концам детали, перпендикулярно к вектору индукции магнитного поля. В известном способе разделение на потоки производят по признаку асимметри за счет выталкивания детали из зоны магнитного поля в ту ишг иную, сторону. Однако в таком поле нельзя получить целенаправленного движения потока деталей в определенном количестве по определенным направлениям.
Предлагаемый способ отличается от известного тем, что на деталь вйздейст вуют дополнительными контурами токов, расположенными у одного ее конца при разгл1кнутых контурах у другого котща, и
наоборот, в зависимости от направления подачи деталей.
Это позволяет регулировать направление подачи деталей независимо от того, симметричны эти детали или нет.
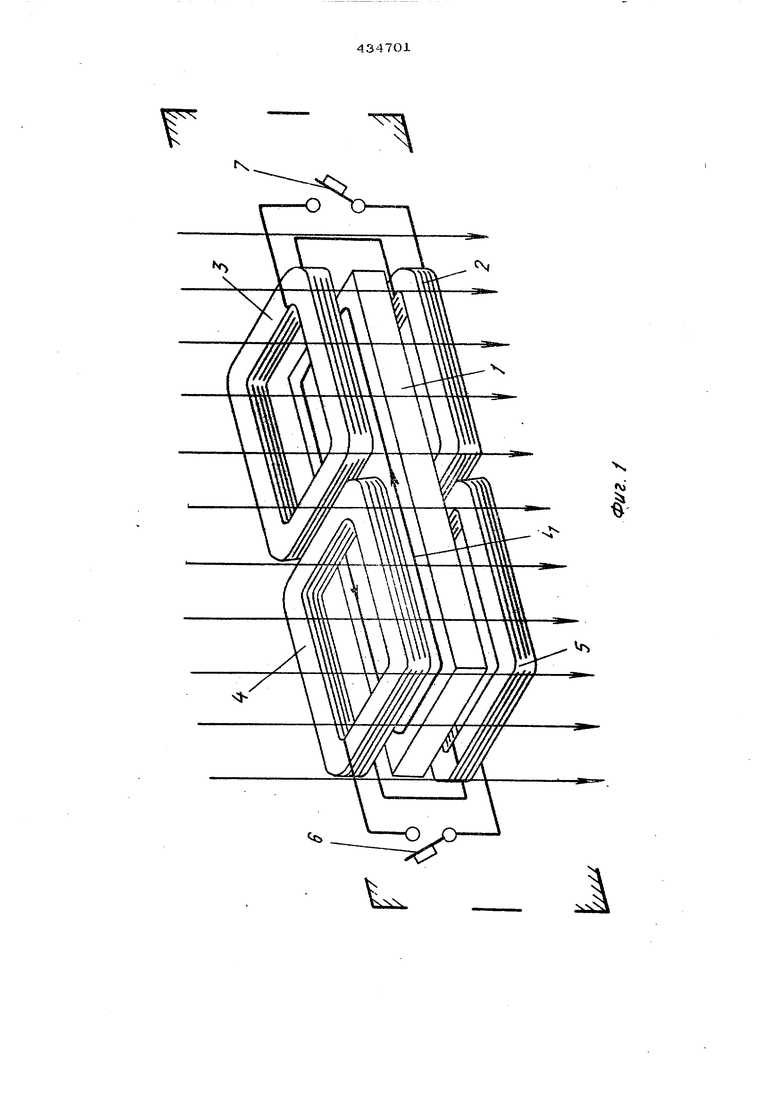
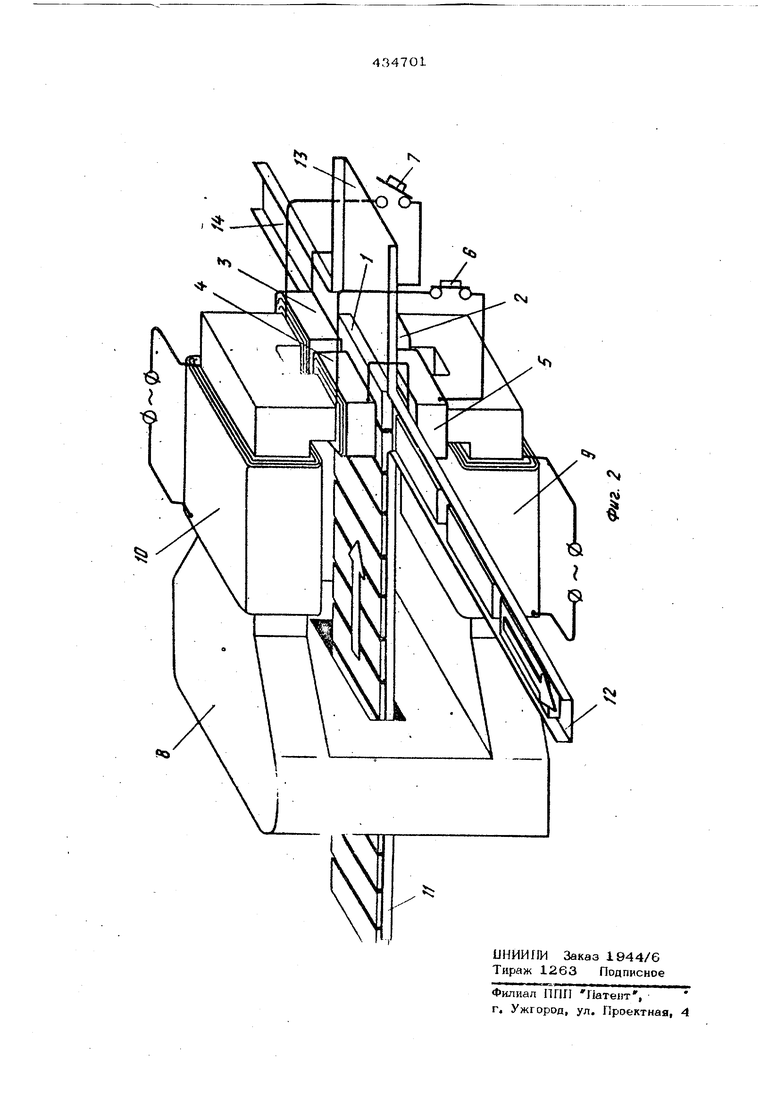
На фиг. 1 показана схема устройства для реализации предлагаемого способа; на фиг. 2 - вариант устройства.
Сущность способа поясняется на примере симметричной прямоугольной токопроводяшей немагнитной пластины, i
Деталь 1 подают в зону переменного мапштного поля в пространство между симметрично расположенными катушками
2-5. В зоне переменного магнитного поля в детали 1 наводится некоторый индукционный ток Lj , а в катушках 2-5 - ЭДС индукции, которая при замыкании ключей 6 и 7 приводит к протеканию в катушках
индукционного тока 1 ji 1-ц i-gПри замкнутом ключе в в катушках 4 и 5 протекают индукционные токи ц и Lg , которые взаимодействуют с контуром тока 1 и приводят к возникноветшю
электроцинамическон силы F , стрем ятей-.
ся сдвинуть деталь влево. Деталь разгоняется и покидает зону магнитного поля.
Если же при разомкнутом ключе б зак кнуть ключ 7, то дополнительные контуры токов образуют катушки 2 и 3 за счет протекающего в них тока Ц В этом случае элоктродпиамическая сила Р сдвигает деталь вправо, деталь разгоняется и погашает эону поля двигаясь вправо.
В том случае, когда оба ключа 6 и 7 caahiKнуты или оба разомкнуты, эпектродинамического воздействия вследствие симметричности расположеиня токовых контуров не возникает,
В устройстве показанном на фиг. 2, катушки 2, 3, 4, 5, снабженные ключами 6 и 7, установлены на растепленых полюсах мапжтопровода электромапшта 8 с возбуждаюпшми катушками 9 и 10. Устройство имеет подводящий лоток 11 и отвоцяище лотки 12, 13, 14.,
Детали 1 поступают по лотку 11, например, посредством виброперемещения в пространство между полюсами электромагнита При необхоаимости отвода по лотку 12 катушга 1 и 5 замыкаются (накоротко)
ключом 6. Токи, тшводимые в детали 1, наход.ящейся в межполюсном пространстве, взаимодействуют с дополшггельными контурами тока, протекающими в катушках 4 и 5, в ре.зультате чег-о деталь выталкивается с некоторой скоростью в лоток 12. Дальней ций отвод деталей, попавших в лоток
12 (или 13, или 14), произвоцится иэвестнт)1ми средствами, например виброгюремещением их.
Соответственно при Heo6xo iNfocTH отвода деталей в лоток 14 ра-змыкается ключ 6, замыкается ключ 7, и детали выталкиваются в лоток 14.
При необхоаимости отвода по лотку 13 оба ключа 6 и 7 MorjT быть замкнуты или оба разомкнуты. Изменения направления движения деталей при этом не происходит. В этом случае можно также просто выключить магнитное поле, что наиболее рационально.
Формула изобретения
Способ распредепе гая потока немагнитных токонроводяишх деталей, подаваемых в зону магнитного поля с дополнительными контурами токов, расположенными по концам деталей, перпендикулярно к вектору индукции магнитного поля, отличающийся тем, что, с целью обеспечения регулирования направления подачи деталей, на деталь воздействуют дополнительными контурами токов, расположенными у одного ее конца при разомкнутых контурах у другого конца, и наоборот, в зависимости от направления подачи деталей.
i
1
U
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ разделения асимметричных немагнитных токопроводящих деталей на ориентированные потоки | 1972 |
|
SU441763A1 |
| УСТРОЙСТВО для МАГНИТНОЙ ОРИЕНТАЦИИ ПЛОСКИХДЕТАЛЕЙ | 1971 |
|
SU321323A1 |
| Устройство для ориентации и поштучной выдачи | 1985 |
|
SU1270082A1 |
| Устройство для контроля и сортировки деталей | 1987 |
|
SU1442274A1 |
| Способ ориентации немагнитных токопроводящих деталей | 1972 |
|
SU434702A1 |
| Способ сборки | 1972 |
|
SU434699A1 |
| Способ ориентации асимметричных деталей и устройство для его осуществления | 1986 |
|
SU1373518A1 |
| Устройство для разделения на орентированные потоки немагнитных токопроводящих детелей | 1973 |
|
SU550269A1 |
| Способ бесконтактной магнитной ориентации деталей | 1973 |
|
SU501535A1 |
| Устройство для бесконтактного ориентирования немагнитных токопроводящих деталей | 1970 |
|
SU362561A1 |