Поверхностное покрытие металлических изделий из черных металлов слоем твердого сплава представляет большую практическую ценность, значительно предохраняя их от механического износа и коррозии. Существующие методы покрытия твердыми сплавами основаны на расплавлении на покрываемой поверхности вольтовой дугой или ацетиленом крупки, кусков или пасты шихты твердого сплава. Другой способ основан на нагревании поверхности до температуры размягчения с последующим нанесением на нее расплавленного твердого сплава. Этот прием применяется, например, при стеллитировании. При указанных покрь тиях основной металл нагревается в течение длительного времени до высокой температуры, что ведет к ухудшению его механических свойств. Получаемые указанными способами покрытия неравномерны по толщине, имеют раковины и требуют длительной механической обработки. Предлагаемый способ стремится разрешить вопрос покрытия твердыми сплавами поверхности черных металлов равномерным слоем толщиной порядка 1-2 мм или отдельных участков слоями до 10 мм, причем способ позволяет получить слой твердого сплава на поверхности металлического изделия без длительного перегрева основного металла около температуры его плавления.
(82)
Согласно предлагаемому способу измельченные твердые соединения металлов, например карбиды (ординарные сложные) хрома, титана, вольфрама и др. с возможными сочетаниями их со свободными порошкообразными металлами,, например хромом, смешиваются известным образом с связующим веществом, предпочтительно растворами смол, до состояния пластичной пасты.
Для получения пластичной пасты смешивают примерно 1 кг порошка и 400 см 5%-го раствора канифоли в спирте. Металлические изделия в участках, подвергаемых покрытию, тщательно защищаются от загрязнений; желательно даже зачищенную поверхность покрыть при помощи электролиза слоем цветного, металла-никеля, меди и др. На подготовленную поверхность наносится паст в виде соответствующего слоя или же паста формуется приемами, принятыми в производстве твердых сплавов, и накладывается на покрываемую поверхность в виде пластин. Для получения тонких покрытий (менее 0,1 мм рекомендуется наносить пасту на покрываемые участки пульверизацией из аппарата типа Гидрант. Для придания механической проч ности и удаления избытка связующего вещества нанесенные порошкообразные слои вместе с изделием прогреваются в нейтральной для основного металла и порошков газовой среде при температуре порядка 150-500°. При употреблении в качестве связующих веществ не смол, а иных соединений температуру легко соответственно подобрать опытным путем. При получении тонких покрытий карбидный слой можно дополнительно не прогревать. В случае покрытий-слоем твердых сплавов только части поверхности металлических изделий остальные участки поверхности или близ лежащие участки обмазываются пастой, изготовленной из тугоплавких порошков, например жженой магнезии. Изготовление подобного рода паст общеизвестно из области термической обработки металлов.
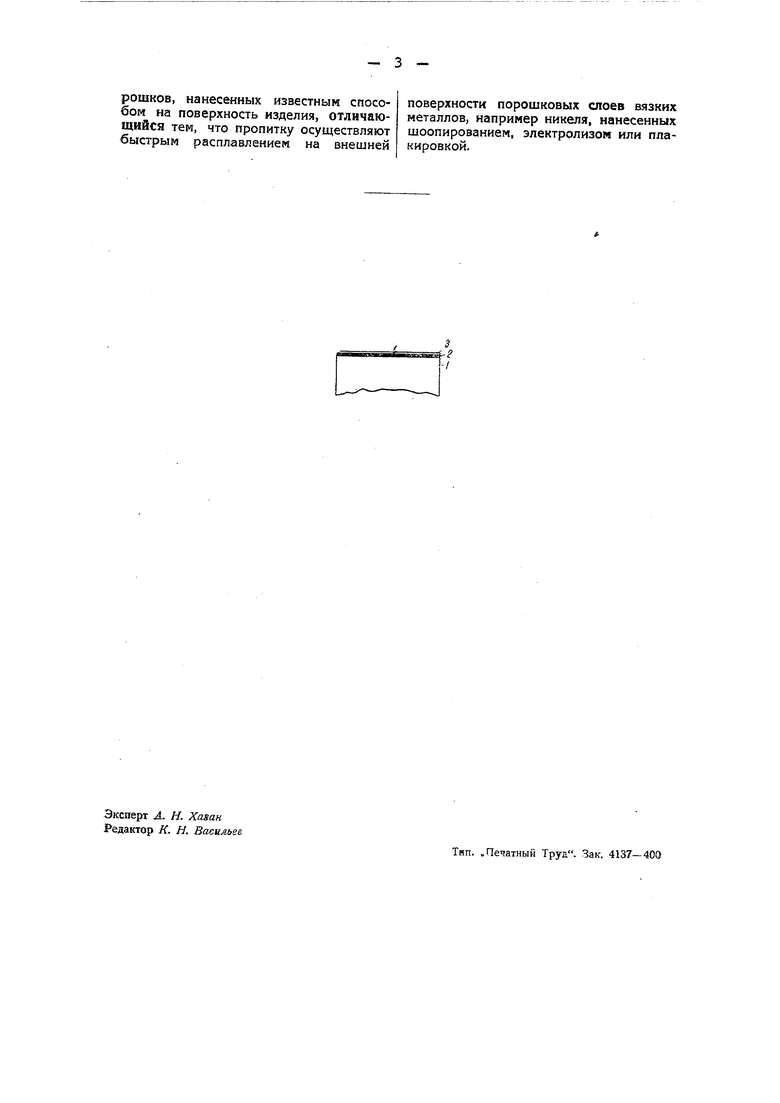
Согласно предлагаемому способу карбидный слой 2 (см. чертеж), нанесенный «а основной металл 7, по своей внешней поверхности покрывается посредством электролиза, щоопирования или плакирования слоем вязкого металла 3, например никелем, кобальтом и др. Наращивание или наложение дополнительного металла проводится приемами, принятыми в соответствующих областях техники, и никаких трудностей не представляет. Защищенные тугоплавкой пастой участки дополнительным металлом не покрываются. Соотношение толщины слоев нанесенного карбидного слоя и внешнего слоя вязкого металла зависит от удельного веса применяемых порошков и поэтому практически следует придерживаться следующих весовых пропорций: 50-95% карбидов и 5-50% металлического слоя. Для образования твердого сплава покрытое указанными слоями изделие быстро прогревается с поверхности одним из известных приемов до температуры размягчения или расплавления слоя внешнего вязкого металла, т. е. примерно до 1400-1500°, после чего быстро охлаждается. Лежащий между расплавленным слоем металла 3 и основным металлом / слой карбида 2 является плохим проводником тепла и предохраняет основной металл от перегрева в течение нескольких минут. Близлежащие не покрываемые участки предохранены от перегрева слоем тугоплавкой пасты, слабо теплопроводной. Нагревание может быть произведено в печи с инертной газовой средой
или на воздухе при помощи вольтовой дуги, роликовой электросварки, автогеном и т. д. с применением известных шлакующих веществ, предохраняющих металл от окисления, например кислородными соединениями бора, фтористыми солями и т. д.
Во всех случаях термической обработки добавочный металл, быстро расплавляясь на карбидном слое, пропитывает его, сваривая порошки в твердый сплав, плотно приваренный к поверхности основного металла. Полученный слой твердого сплава обладает высокими механическими качествами и почти полным отсутствием пор. Для простых по форме изделий можно предложить еще один вариант. Согласно этому варианту изделие, покрытое слоем карбидной пасты и защищенное в не покрываемых участках слоем тугоплавкой пасты, нагревается в печи до красного каления. Нагретое изделие быстро погружается в ванну с расплавленным металлом, например стеллитом (температура плавления 1300°), никелем (температура плавления 1450°) и т. п. и выдерживается в ванне несколько минут, после чего быстро вынимается. Нанесенный карбидный слой вследствие смачивания и капиллярности пропитывается расплавленным металлом и . приваривается в виде твердого сплава к основному металлу. Для получения толстых покрытий твердыми сплавами на значительной площади описанные в обоих вариантах операции можно проводить в несколько слоев.
Особенно высокие качества получаются у покрытий по двум описанным вариантам, если пропитку карбидного слоя проводить в вакууме, используя известную в черной металлургии соответствующую конструкцию печей. Нанесенные слои твердого сплава не препятствуют, как показывает опыт, возможной термической обработке основного металла изделия, например процессам закалки, нормализации и т. д.
Предмет изобретения.
Способ получения твердых покровов на металлических поверхностях методом пропитки расплавленными металлами или сплавами связанных твердых порошков, нанесенных известным способом на поверхность изделия, отличающийся тем, что пропитку осуществляют быстрым расплавлением на внешней
поверхности порошковых слоев вязких металлов, например никеля, нанесенных шоопированием, электролизом или плакировкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления из шихты твердых сплавов стержневидного материала | 1934 |
|
SU45739A1 |
| Способ термического наращивания из газовой фары на поверхность металлических изделий твердых сплавов | 1935 |
|
SU49238A1 |
| Способ нанесения металлических покрытий | 1937 |
|
SU57162A1 |
| Способ получения твердых покровов на металлических поверхностях | 1945 |
|
SU67611A2 |
| Способ отливки двух или многослойных изделий | 1941 |
|
SU63440A1 |
| Способ и прибор для равномерного осаждения вспомогательных металлов на карбидную составляющую шихты для спекания твердых сплавов | 1934 |
|
SU39395A1 |
| Способ механической обработки твердых сплавов | 1936 |
|
SU50595A1 |
| Способ наваривания твердых сплавов | 1933 |
|
SU50212A1 |
| Способ получения твердых металлических изделий | 1944 |
|
SU66650A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТВЕРДЫХ СПЛАВОВ | 1933 |
|
SU38325A1 |