1
Изобретение касается оборудования для монтажа и демонтажа узлов крупных изделий и может быть применено в судостроительной, станкостроительной и других отраслях промышленности.
Известна установка для индуктивного съема деталей.
Целью изобретения является обеснечение равномерного нагрева и съема различных по форме и размерам деталей.
Это достигается тем, что катушка возбуждения индукционного нагревателя выполнена подвижной и снабжена приводом перемещения вдоль оси для установки ее по центру тяжести снимаемой детали.
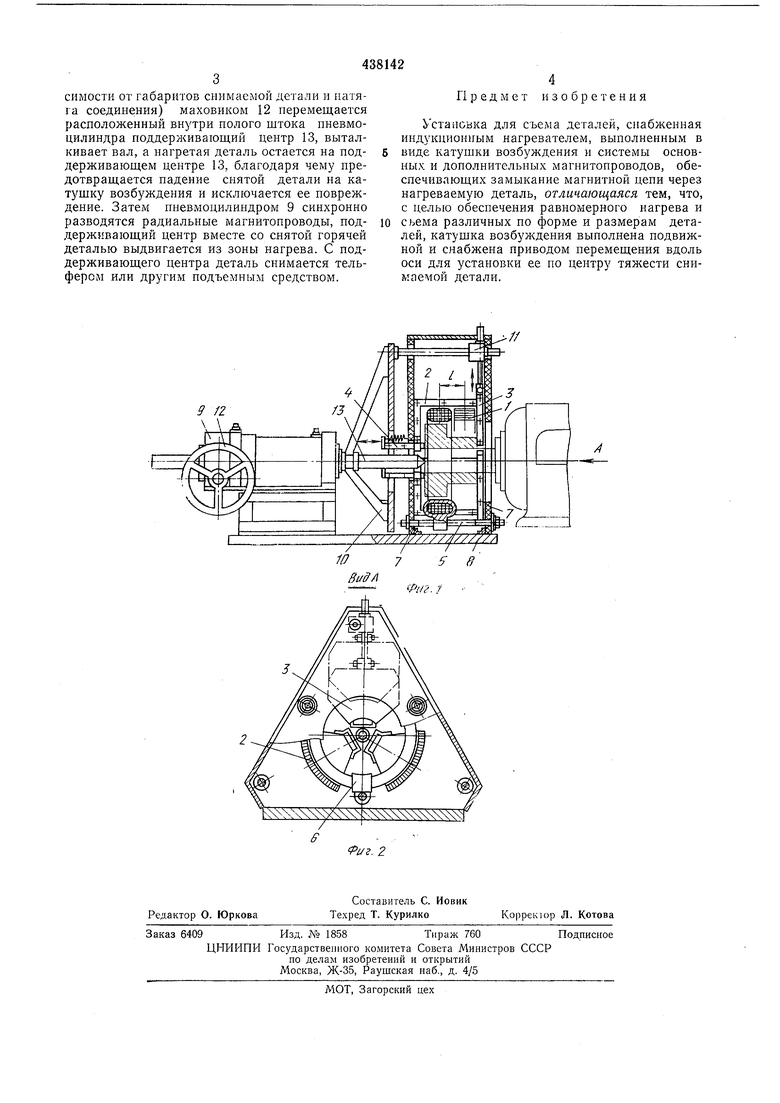
На фиг. 1 показана предлагаемая установка; на фиг. 2 - вид но стрелке А на фиг. 1.
Установка имеет индукционный нагреватель и привод перемещения магнитопроводов. Индукционный нагреватель состоит из катушки возбуждения 1, вынолненной в виде цнлиндра, которую обхватывают основные неподвижные Г-образные магнитопроводы 2, выполненные в виде кольцевого сектора. Для замыкания магнитной цепи через снимаемые детали, имеющие различные размеры, нрименены дополнительные, подвижные в радиальном направлении магнитопроводы 3 и подвижные в осевом направлении магнитопроводы 4. Катущка 1 имеет возможность перемещаться
2
вдоль осп посадочной повер.хности посредством, например, системы винт-гайка 5, 6 для установки ее по центру тяжести различных снимаемых деталей. Величина хода индукционной катушки равна /. Это вызвано необходимостью создания магнитного потока, способного обеспечить равномерное расширение диаметра посадочной поверхности вдоль длины ступицы. Магпитопроводы крепятся к панелям 7, которые установлены на основании 8. При разведенных радиальных магнитопроводах 3 в зону нагрева вводится снимаемая деталь, расположенная консольно на валу. Затем пневмоприводом 9 через рычажную систему 10 и редуктор 11 (рейка-шестерня) магнитопроводы 3 плавно сводятся с таким расчетом, чтобы они легли на задппй торец ступицы снимаемой детали. Осевые же магнитопроводы, в начальный момент максимально выдвинутые и подпружиненные, нри вводе детали в зону нагрева утапливаются деталью, сохраняя непрерывно контакт с передним ее торцо.м. Таким образом обеспечивается замыкание магнитного потока через радиальные магнитопроподы 3, Г-образные магнитонроводы 2, осевые магнитопроводы 4 и пагревае1мую деталь. Катушка возбуждения устанавливается по центру тяжести снимаемой детали. После этого производится включение индукционного нагревателя
в сеть перменного тока. Через 2-5 мин (в зави
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для съема деталей | 1984 |
|
SU1516337A1 |
| Устройство для демонтажа деталей | 1974 |
|
SU586980A1 |
| Станок для тепловой сборки и разборки деталей | 1978 |
|
SU774895A2 |
| Переносное устройство для разборки прессовых соединений | 1980 |
|
SU903066A1 |
| Индукционное устройство для разборки прессовых соединений | 1986 |
|
SU1362605A1 |
| Устройство индукционного нагрева металлических деталей кольцевой формы | 1982 |
|
SU1035837A1 |
| Индукционный нагреватель | 1978 |
|
SU764152A1 |
| ИНДУКТОР ДЛЯ НАГРЕВА ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2193293C2 |
| Устройство для демонтажа кольцевых деталей | 1978 |
|
SU721311A1 |
| Устройство для индукционного нагрева кольцевых деталей | 1980 |
|
SU924920A1 |
