(54) СТАНОК ДЛЯ ТЕПЛОВОЙ СБОРКИ И РАЗБОРКИ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для теплой сборки и разборки деталей | 1975 |
|
SU556023A1 |
| СПОСОБ ИНДУКЦИОННОЙ РАСПРЕССОВКИ СОЕДИНЕНИЯ ВАЛ-ВТУЛКА | 2009 |
|
RU2399474C1 |
| Стенд для тепловой сборки деталей типа вал-втулка | 1981 |
|
SU975302A1 |
| СТАНОК ДЛЯ ОБТОЧКИ КОЛЕСНЫХ ПАР | 1998 |
|
RU2126313C1 |
| СПОСОБ ИНДУКЦИОННОЙ РАСПРЕССОВКИ | 1997 |
|
RU2121420C1 |
| Устройство для демонтажа колесных пар | 1986 |
|
SU1324814A1 |
| Автомат для тепловой сборки | 1976 |
|
SU560729A1 |
| Станок для сборки деталей и клепки | 1974 |
|
SU519266A1 |
| ЭЛЕКТРОКОНТАКТНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ БАНДАЖЕЙ КОЛЕСНЫХ ПАР | 1995 |
|
RU2085346C1 |
| Установка для обжига и обточки колес и бандажей | 1982 |
|
SU1046141A1 |
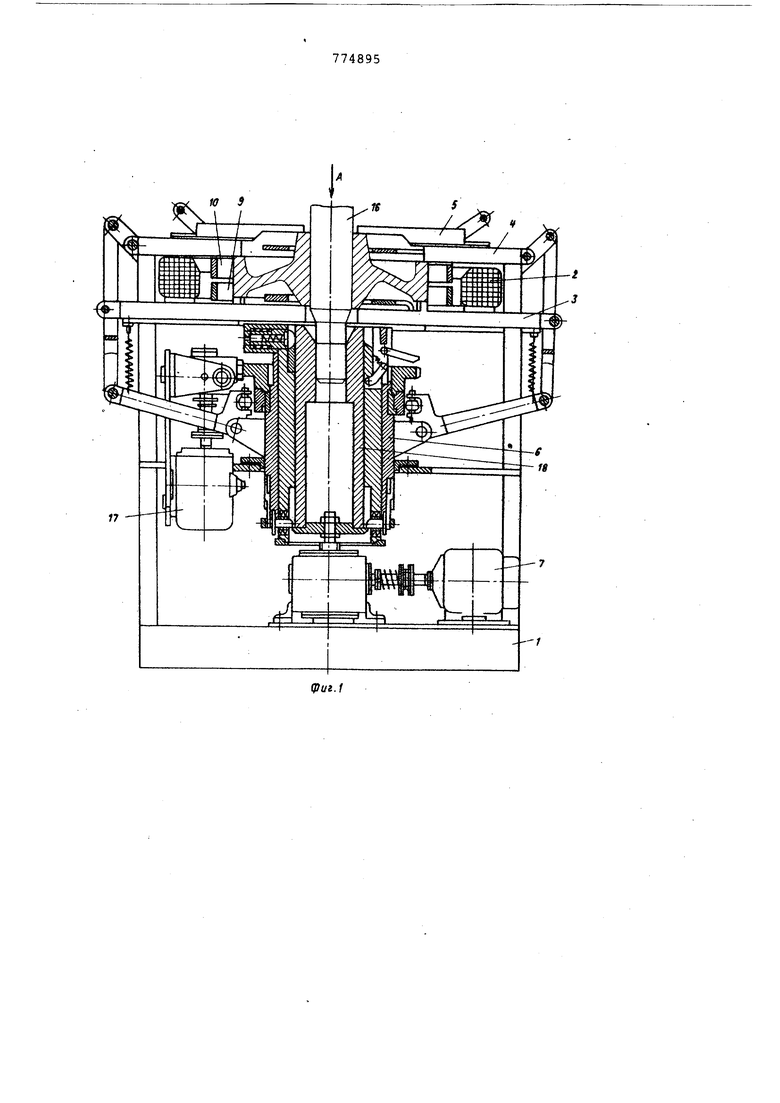
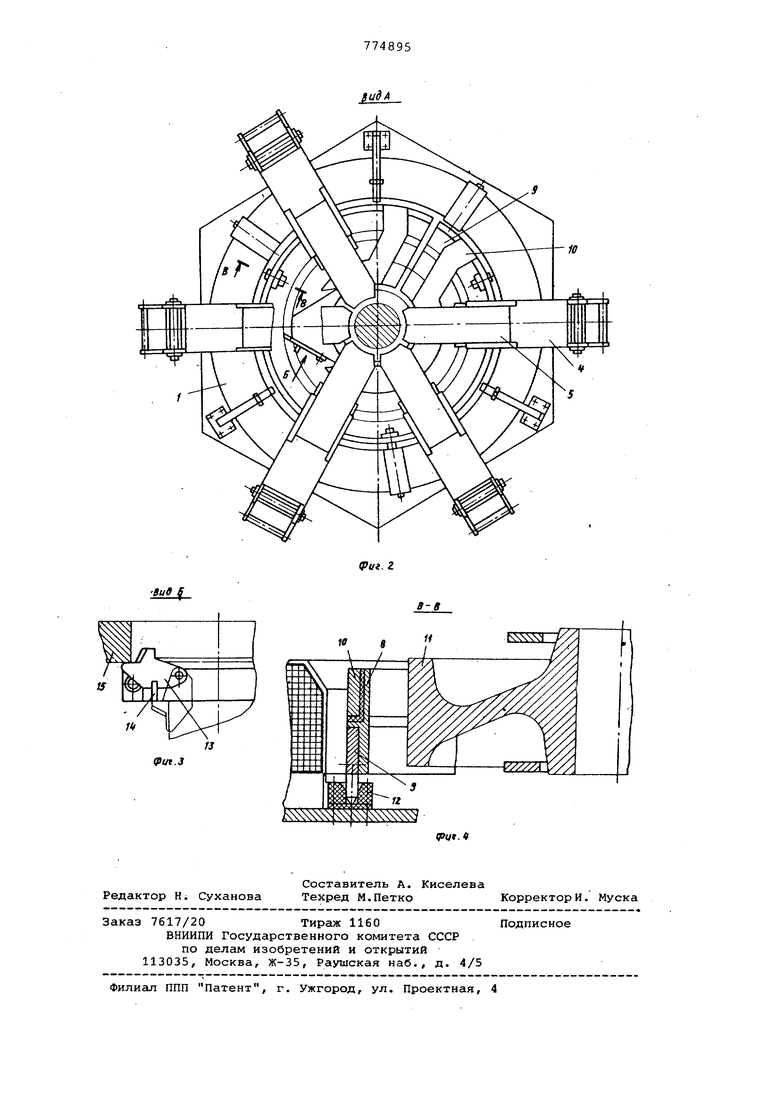
Изобретение относится к области сборочного производства и предназначено для тепловой сборки и разбор ки прессовых соединений преимущественно крупногабаритных деталей, на.пример колесных пар железнодорожных вагонов. Известен станок для тепловой сбо ки и разборки деталей по основному авт. св. № 556023, содержащий смонтированные на станине кольцевой индукционный нагреватель с магнитопроводами, механизм замыкания магнитопроводов и механизм центрирования выполненный в виде опоры с центрирующими элементами, установленной по оси нагревателя с возможностью возвратно-поступательного пе ремецения от привода. При этом меха низм центрирования имеет закрепленный на станине кольцевой корпус, ох ватывающий опору, а также установленную внутри опоры и соединенную с приводом гильзу, имеющую на торце ловитель для одной из собираемых де талей и закрепленные по окружности ее наружной поверхности кулачки. Опора выполнена в виде втулки, имеющей со стороны ловителя ступень на внутренней поверхности для размещения кулачков гильзы, а также фланец с радиально смонтированными в нем центрирующими элементами, выполненными в виде подпружиненных штырей, и содержит элементы фиксации ее положения относительно корпуса и гильзы. Элемент Фиксации положения опоры относительно корпуса выполнен в виде подпружиненных поворотных собачек, шарнирно закрепленных на фланце опоры и взаимодействуга.5их с планками, при этом в корпусе выполнены пазы для размещения собачек. Элемент фиксации положения опоры относительно гильзы выполнен в виде смонтированных в опоре с возможностью радиального смещения подпружиненных упоров и закрепленных в корпусе кулачков, проходящих через выполненные в упорах пазы. Механизм загикания магнитопроводог) выполнен в виде диска с кулачками, установленного с возможностью поворота на корпусе механизма центрирования, а также шарнирно закреп-, ленных на корпусе двуплечих рычагов, на одних концах которых смонтированы ролики, взаимодействующие с диском. a другие посредством тяги соединены магнитопроводами. Однако известный станок не обеспе чивает сборки и разборки различных соединений типа узлов колесных пар железнодорожных вагонов, а также пре варительной ориентации одной из соби раемых деталей, например бандажа колесного центра. Целью изобретения является .обеспе чение сборки и разборки соединений типа узлов колесных пар железнодорожных вагонов и предварительной ориентации одной из собираемых деталей,, а также ввода и вывода е из зоны нагрева. Указанная цель достигается за сче того, что станок, содержа1т1ий смон1тированные на станине кольцевой индукционный нагреватель с магнитопро водами, механизм замыкания магнитопроводов, а также механизм центриро ния, выполненный в виде опоры с цен трирующими элементами, установленно по оси Нагревателя с возможностью возвратно-поступательного nepeMeiieния от привода, снабжен расположенной соосно в индукторе цилиндрической направляющей с установленными на ней один под другим двумя съемными верхним и нижним петлеобразными вкладышами, нижний из которых имеет палец под теплоизоляционное гнездо, закрепленное на станине, а верхние магнитопрОводы снабжены подвижными в радиальном направлении магнито.проводящими накладками, размещенными в направляющих, вы полненных на магнитопроводах. Механизм центрирования снабжен -смонтированными по окружности на оп ре откидными планками. Нижние магнитопроводы выполнены подвижными в радиальном направлении относительно оси центрирующего меха низма и с уступом для базирования деталей. На фиг. 1 изображен станок, общ вид; на фиг. 2 - вид по стрелке А на фиг. :).; на фиг. 3 - вид -по стрел ке Б на фиг. 2 (узел предварительно ориентации при установке одной из д талей) ; на фиг. 4 - разрез В-В на фиг. 2 (узел установки и базировани вклещышей). Станок для тепловой сборки и раз борки деталей содержит смонтированные на станине 1 индукционный нагре BaTeJib 2 с подвижными в ргщиальном направлении нижними магнитопроводам 3, имеющими уступы для базирования деталей,и с составными поворотными верхними магнитопроводами 4,в напр которых размещены с возможностью радиального перемещения доп нительные магнитопроводящие наклад 5.По оси индукционного нагревателя на станине 1 смонтирован механизм трирования б в виде опоры с центри ими элементами, связанный с приодом 7. Внутри индукционного нагревателя 2 асположена соосно цилиндрическая аправляющая 8, в которой установлеы один под другим два съемных петеобразных вкладшиа, - нижний 9 и верхний 10, для интенсивного нагрева детали, например ступичной части олесного центра 11. Нижний вкладыш 9 имеет палец под теплоизоляционное гнездо 12, закрепленное на станине 1. На опоре механизма центрирования 6 смонтированы по окружности откидные планки 13 с ограничителями 14 ля предварительной ориентации одной из деталей, например бандажа 15, а также для ввода и вывода ее из зоны нагрева. Работа станка осуществляется следующим образом. При сборке узла колесной пары, например колесного центра 11 с осью 16, на привод 7 подается команда и механизм центрирования занимает нижнее положение. Нижние магнитопроводы 3 перемещаютс к центру до упора, верхние магнитопрОводы 4 приводом 17 через систему рычагов устанавливаются в исходное вертиксшьное положение. В гнезда 12 укладывается нижний вкладьаи 9. Колесный центр 11, подлежащий нагреву, грузоподъемным краном устанавливается концентрично относительно оси станка на торец гильзы 18 с .помощью специальной оправки (не показана), входящей одновременно в его посадочное отверстие и расточку гильзы 18. Затем в направляющей 8 устанавливается верхний вкладыш 10. Включается привод 17, верхние магнитопроводы 4 с магнитопроводящими накладками 5 замыкают магнитную систему на верхний торец ступицы колесного центра 11 и производится его нагрев. По окончании нагрева и удаления базирующей оправки ось 16 краном вводится в отверстие нагретой детали, колесного центра 11, до упора с гильзой 18, после скрепления деталей собранный узел снимается со станка, В такой же последовательности производится установка на станок колесного центра 11 в сборе с осью 16 для разборки соединения. В зтом случае для концентричной установки центра относительно вертикальной оси станка используется выступающий конец оси 16. При сборке узла колесной пары, например бандажа 15 с колесным центром 11, из цилиндрической направляющей 8 извлекаются верхний 10 и нижний 9 вкладыши, а бандаж с помощью специального захвата подъемным краном устанавливается на откидные планки 13 механизма центрирования б, раположенного в крайнем верхнем положении. Нижние магнитопроводы 3 перемеадают я до упора в крайнее от ос станка положение. Приводом 7 бандаж 15 опускается на нижние магнитопроводы 3, при этом после автоматического отключения привода 7 откидные планки 13 возвращаются в исходное положение. Включается привод 17, верхние магнитопроводы 4 поворачиваются до соприкосновения с деталью и происходит ее нагрев (rlpu нагреве бандажа магнитопроводящие наклсщки 5 не используются). По достижении требуемой температуры дается команда на включение привода 7 для подъема механизма центрирования , осуществляющего принудительное центрирование бандажа 15. После максимального подъема гильзы ,18 в ее расточку устанавливается свободный конец оси 16 в сборе с колесным центром 11. Включается привод 7 и колесный центр свободно заходит в отверстие бандажа 15 до упора в его выточку. Магнитопроводы 4 приводом 17 возвращаются в исходное положение. Собранный узел после скрепления деталей снимается.
В случае съема бандажа работа стака осуществляется следующим образом
Колесная пара грузоподъемным краном вертикально вводится в зону нагрева до упора бандажа в нижние магнитопроводы 3. Свободный конец оси 16 входит в расточку гильзы 18. Приводом 17 магнитопроводы 4 поворачиваются до упора с верхним торцом бандажа и осуществляется нагрев детали. При образовании необходимого зазора в соединении включается привод 17, а затем привод 7, осуществляющий подъем гильзы 18, которая своим торцом выталкивает колесный центр 11 в сборе с осью 16 и бандажо 15 и подъемнЕЛм краном снимается со станка.- Нагретый бандаж 15 поднимается в крайнее верхнее положение, а затем удаляется.
На станке осуществляется сборка и разборка двух типов соединений: бандаж-колесный центр, колесный центр - ось.
Совмещение выполнения операций по тепловой сборке и разборке узлов колесных пар железнодорожных вагонов позволит сократить трудоемкость, уменьшить металлоемкость и габариты по сравнению с анашогичными станками.
Формула изобретения
разборки-деталей по авт. св. №556023, отличающийся тем, что, с целью обеспечения сборки и разборки соединений типа узлов колесных пар железнодорожных вагонов и повышеяйя производительности, он снабжен расположенной соосно в индукторе цилиндрической направляющей с установленными на ней один под другим двумя съемными верхним и нижним петлеобразными вкладышами, нижний из
которых имеет палец под теплоизоляционное гнездо, закрепленное на станине, а верхние магнитопроводы снабжены пoдвижны ш в радиальном направлении магнитопроводящими накладками, размещенными в направляющих, выполненных на магнитопроводах.
