1
Изобретение относится к области электротермии и может быть использовано для автоматического регулирования процессов методического индукционного нагрева и бестигельного индукционного переплава.
Известно устройство для автоматического регулирования процесса индукционного нагрева, содержащее датчик тока, датчик напряжения, соединенный через выпрямитель с блоком сравнения, усилитель и исполнительный механизм.
Однако процесс регулирования зависит от коэффициента мощности установки (настройки колебательного контура), так как параметром регулирования является величина импедаиса индукционного нагревателя, равная произведению эквивалентного активного сопротивления Rg на коэффициент мощности
СОЗф.
Целью устройства является исключение влияние настройки колебательного контура установки на процесс регулирования и повыщение точности регулирования.
Достигается это тем, что устройство снабжено фазочувствительным преобразователем, установленным между датчиком тока и блоком сравнения и соединенным управляемым входом с датчиком напряжения.
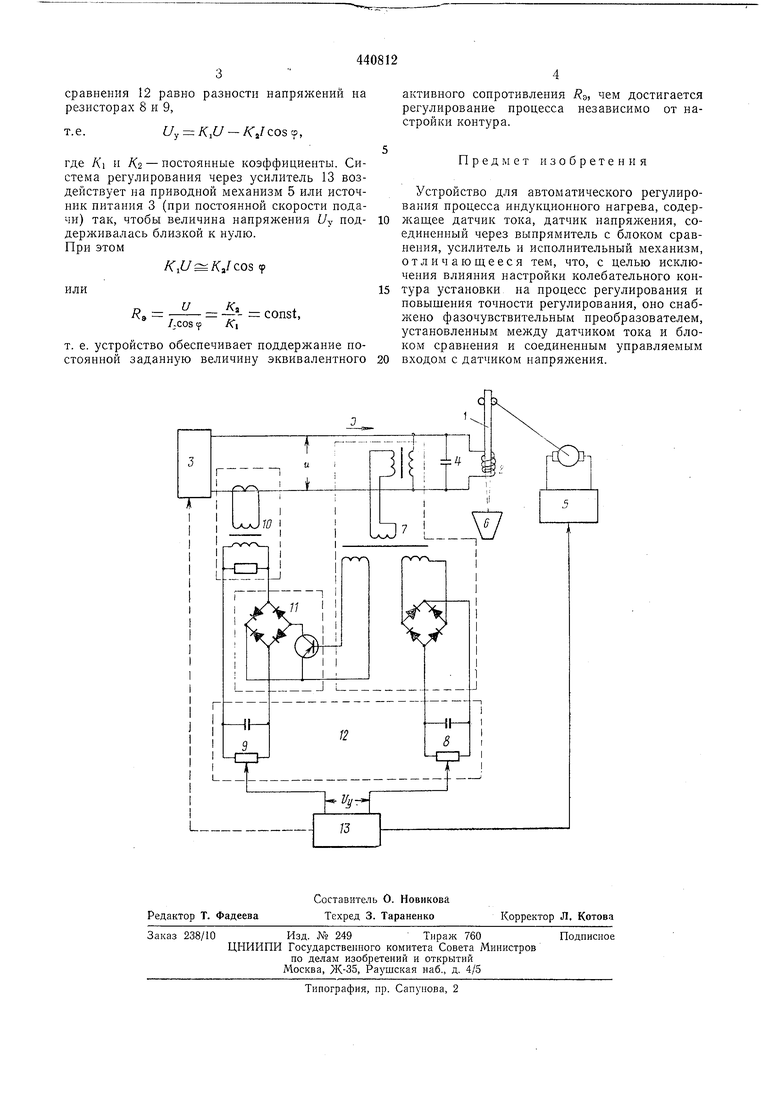
На чертеже изображена схема предлагаемого устройства.
Оно имеет заготовку 1, индуктор 2, источник питания 3, конденсаторную батарею 4, приводной механизм 5, изложницу 6, датчик напряжения 7, резисторы 8 и 9, датчик тока 10, фазочувствительный преобразователь 11, блок сравнения 12 и усилитель 13.
Устройство работает следующим образом. Заготовка 1 опускается в индуктор 2 до заданного уровня и включается источник нитания 3, который подает напряжение U па индуктор п конденсаторную батарею 4. По мере нагрева и оплавления заготовка перемещается вниз с помощью приводного механизма 5. Расплавленный металл попадает в изложницу 6. Автоматическое регулирование процесса обеспечивается поддержанием постоянными по ходу переплава напряжения на индукторе и уровня заглубления заготовки в индукторе, который при прочих равных условиях однозпачио определяет величину эквивалентпого активного сопротивления Кэ
Датчик напряжения 7 выдает иа резистор 8 напряжение, пропорциональное напряжение /индуктора. Датчик тока 10 благодаря фазочувствительному преобразователю 11, управляемый вход которого соединен с датчиком напрялсения 7, выдает на резистор 9 напрял ение, пропорциональное величине произведения тока на коэффициент мощности Ьсозф установки. Напрял ение управления t/y на выходе блока
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство предварительной настройки колебательного контура индукционной печи | 1983 |
|
SU1144195A1 |
| Индукционная нагревательная установка | 1985 |
|
SU1288941A1 |
| Устройство для автоматического регулирования температуры заготовки при непрерывно-последовательном индукционном нагреве | 1981 |
|
SU1023672A1 |
| Устройство для автоматического регулирования процесса непрерывно-последовательного индукционного нагрева ферромагнитных сталей при отпуске | 1983 |
|
SU1136329A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПРОЦЕССА ВЫСОКОЧАСТОТНОЙ ЗАКАЛКИ^ пл'.':!1ТпЗ •< Тл,;,;;^ч^с::А1Е>&,ЗЛ1;СТЗКА | 1965 |
|
SU173349A1 |
| Устройство предварительной настройки колебательного контура индукционной печи | 1982 |
|
SU1066042A1 |
| Способ автоматического регулирования электрического режима индукционной термической установки | 1981 |
|
SU995388A1 |
| Индукционная плавильная установка | 1983 |
|
SU1103364A1 |
| Устройство автоматической стабилизации коэффициента мощности тиристорного инвертора | 1982 |
|
SU1083314A2 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ТЕМПЕРАТУРОЙ ПРИ ИНДУКЦИОННОМ НАГРЕВЕ | 1992 |
|
RU2076465C1 |
