Известей способ автоматического регулирования, обеспечивающий повторяемость результатов процесса высокочастотной закалки путем стабилизации напряжения на зажимах высокочастотиого генератора с помощью замкнутой системы автоматического регулирования и использующий при фиксированном времени нагрева электромашиниый или магнитный усилитель. Указанный способ стабилизации режима индукционного нагрева не обеспечивает повторяемости результатов закалки при замене узлов нагревательного контура, параметры которых могут иметь значительный разброс.
Замена в установке хотя бы части конденсаторной батареи или понижающего высокочастотного трансформатора на другие экземпляры аппаратов одинакового типа при неизменном режиме работы генератора заметно изменяет настройку установки и мощность, потребляемую индуктором. Поэтому в производственных условиях перевод обработки определенной детали в данном индукторе с одной высокочастотной установки с машинным генератором на другую с аналогичными номинальными параметрами, а также замена при ремонте установки части конденсаторной батареи или понижающего высокочастотного трансформатора всегда требуют проверки и корректирования режима с выполнением металлографического анализа, часто неоднократного, а также оформления нового технологического документа, фиксирующего данный режим.
Отличительной особенностью предложенного способа является то, что обратную связь осуществляют с закалочного индуктора и стабилизируемым параметром служит напряжение или ток индуктора. Это исключает перенастройку закалочного контура как при колебаниях напряжения сети, так и нри замене его элементов. Ввиду того, что стабилизируемым параметром служит напряжение на закалочном индукторе или ток индуктора, напряжение на зажимах генератора в процессе нагрева не остается постоянным и выбор стабилизируемого параметра зависит от того, в каком режиме оно изменяется в более узких пределах нри закалке данной детали - в релчиме постоянного напряжения на индукторе или в режиме постоянного тока индуктора.
Предлагаемый способ можно применять для автоматической стабилизации тока в индукторе или напряжения на его зажимах при одном неизменном значении этих параметров в течение цикла нагрева и для автоматической стабилизации тока в индукторе или напряжения на его зажимах нри двух или нескольких постоянных значениях, т. е.
при ступенчатом регулировании этих параметров в течение цикла нагрева.
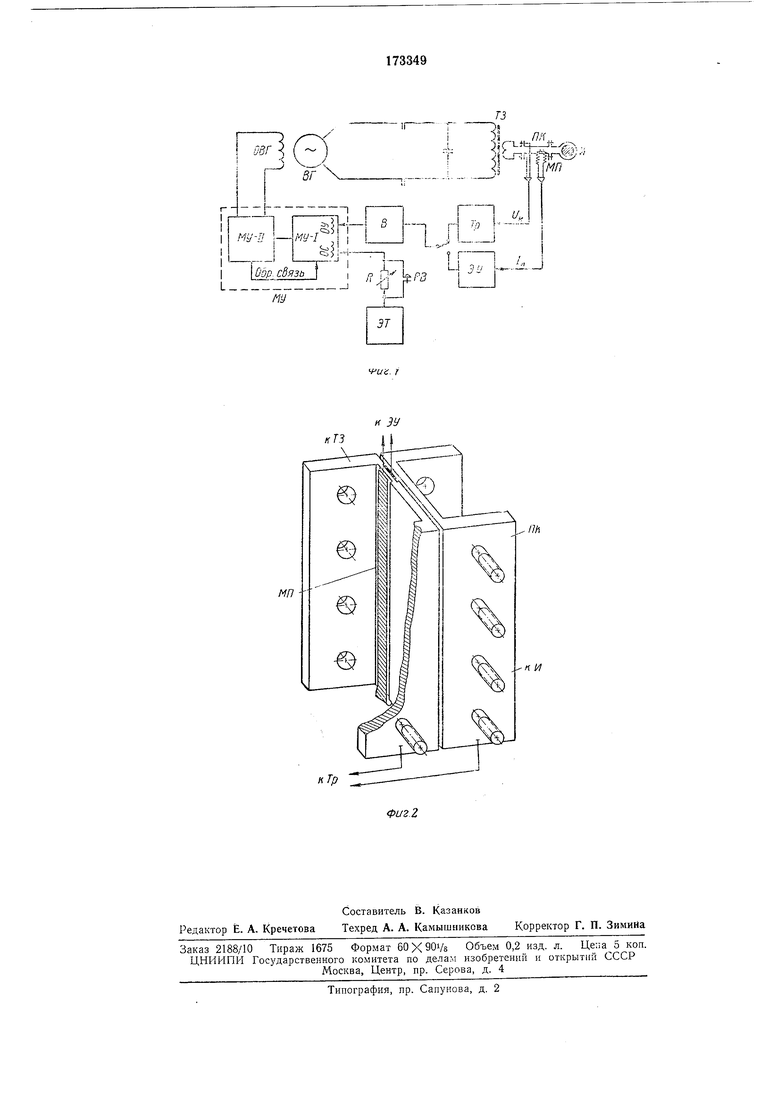
На фиг. 1 представлена блок-схема устройства для осуществления автоматического регулирования процесса высокочастотной закалки по электрическим параметрам индуктора; на фиг. 2 - переходная колодка с маг -:итньш поясом.
Датчиком напряжения U на индукторе И служит трансформатор Тр, а датчиком тока Iи индуктора И - магнитный пояс МП (пояс Роговского), охватывающий одну из щин специальной переходной колодки ПК, включаемой между вторичными выводами закалочного трансформатора ТЗ и индуктора И. Вторичное напряжение трансформатора Тр подают непосредственно на выпрямитель В, электронный усилитель ЭУ предварительно усиливает сигнал от магнитного пояса.
Выходное напряжение выпрямителя В, пропорциональное величине стабилизируемого параметра, подается на обмотку управления ОУ первого каскада Л1У-/ дроссельного двухкаскадного магнитного усилителя МУ, работающего на частоте 50 гц. На входе первого каскада магнитного усилителя МУ-1 стабилизируемая величина сравнивается с эталонной. Источник эталонного напряжения ЭТ питает обмотку смещения ОС первого каскада МУ-. Нагрузкой первого каскада МУ-1 служит обмотка управления второго каскада, а нагрузкой второго каскада МУ-// - обмотка возбуждения ОВГ высокочастотного машинного генератора ВГ.
Устойчивость системы и требуемое качество регулирования обеспечено введением коррекции в виде гибкой обратной связи ОС, охватывающей оба каскада магнитного усилителя.
В схеме предусмотрена возможность .- не только стабилизации, но и ступенчатого изменения тока или напряжения индуктора И в процессе нагрева путем соответствующего изменения сопротивления R в цепи смещения первого каскада магнитного усилителя МУ-1 с помощью реле времени РВ.
Предмет изобретения
Способ автоматического регулирования процесса высокочастотной закалки в установках с питанием закалочного индуктора через понижающий закалочный трансформатор от машинного генератора, ток возбуждения которого регулируется усилителем, являющимся исполнительным устройством системы регулирования с обратной связью, отличающийся тем, что, с целью исключения перенастроек закалочного контура для обеспечения заданной температуры закалки как при колебаниях напрял ения, так и при замене его элементов, обратную связь осуществляют с закалочного индуктора, вследствие чего стабилизируемым параметром служит напряжение или ток индуктора.
I1 I
HT5iJ
I Одр, сбязь
I
МУ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования процесса разливки металлов | 1969 |
|
SU338036A1 |
| ИМПУЛЬСНАЯ СХЕМА ПРЕИМУЩЕСТВЕННО ДЛЯ УПРОЧНЕНИЯ МЕТАЛЛИЧЕСКИХ ШТАНГ БУРОВОГО ИНСТРУМЕНТА | 1992 |
|
RU2063104C1 |
| ИНДУКЦИОННАЯ УСТАНОВКА ДЛЯ ПОВЕРХНОСТНОЙ ЗАКАЛКИ ЗУБЧАТО-КОЛЕСНЫХ ДЕТАЛЕЙ, СПОСОБ ВЫСОКОЧАСТОТНОГО КОНТРОЛЯ НАГРЕВА ЗУБЧАТО-КОЛЕСНОЙ ДЕТАЛИ, ИНДУКЦИОННАЯ ЗАКАЛОЧНАЯ УСТАНОВКА, СПОСОБ ВЫСОКОЧАСТОТНОГО РЕГУЛИРОВАНИЯ ПОДАЧИ ПИТАНИЯ И ИНДУКЦИОННО-ЗАКАЛОЧНАЯ УСТАНОВКА | 1991 |
|
RU2113773C1 |
| Устройство для поверхностной закалки стальных изделий | 1937 |
|
SU58009A1 |
| СПОСОБ ТЕРМООБРАБОТКИ СВАРНЫХ ШВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2384632C2 |
| Установка для термообработки металлов | 1979 |
|
SU849559A1 |
| Разжимная оправка для автоматизированных технологических линий | 1980 |
|
SU917947A1 |
| Способ управления процессом индукционного нагрева | 1978 |
|
SU779413A1 |
| УСТРОЙСТВО для ВЫСОКОЧАСТОТНОЙ ЭЛЕКТРОИМПУЛЬСНОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1968 |
|
SU208766A1 |
| СТАБИЛИЗАТОР ПЕРЕМЕННОГО НАПРЯЖЕНИЯ | 1971 |
|
SU298030A1 |
кТЗ
кТр
n и
