1
Изобретение относится к технике электросварки и может быть использовано при сварке ненлавящимся электродом с бесконтактным зажиганием дуги и размещением электродов в местах, недоступных для оператора.
Известны устройства для сварки постоянным током, содержащие силовой источник питания, источник дежурной дуги и маломощ. ный ионизирующий источник высокого напряжения для бесконтактного зажигания дуги.
Предлагаемое устройство отличается от известного тем, что все три источника постоянно подключены к сварочным электродам в течение всего времени сварки и соединены между собой носледовательно согласно. При этом выходы источника дежурной дуги и ионизирующего истопника зашунтированы диодами в направленни протекания сварочного тока, а в качестве ионнзирующего источника использован источник постоянного тока.
Такое выполнение повышает надежность зажигания дуги и немедленное восстановление ее при случайном затухании.
Па чертеже схематически изображено предлагаемое устройство.
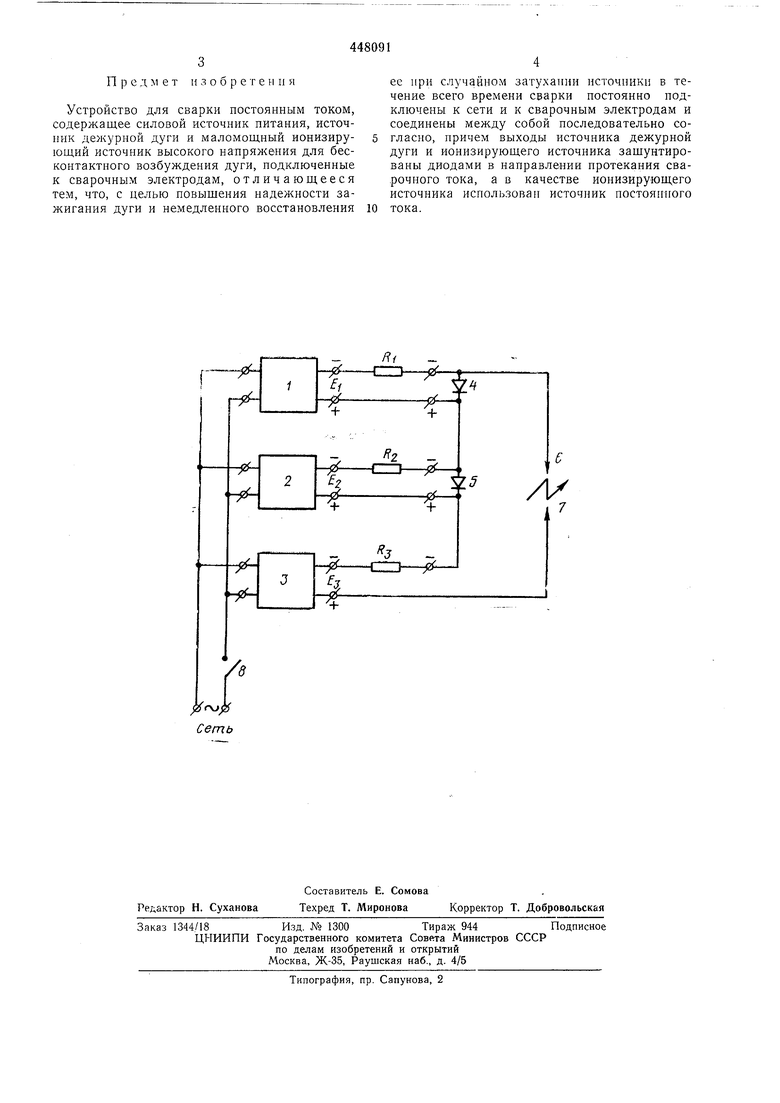
Устройство содержит маломощный высоковольтный ионизирующий источник 1 постоянного тока с электродвижущейся силой Еу и внутренним сопротивлением R, источник 2
дел урной дуги с электродвижущей силой Ег и внутренним сонротивлением R-., силовой источник 3 питания с электродвижущей силой fa и внутренним сонротивлением Rz, шунтируемые диоды 4 и 5, сварочные электроды 6 и 7 и коммутирующий элемент 8.
Три источника соединены носледовательно на разрядный промел уток и подключены к сетн общим коммутирующим элементом 8, причем , а .
При включении коммутирующего элемента 8 на разрядный промежуток между электродами 6 и 7 в первый момент подается напряжение, равное сумме э.д.с. всех трех источников, которое ионизирует газ в разрядном промежутке.
После создания проводящего канала нанряженне между электродами резко падает н становится ниже суммы напряжений и за счет второго и третьего источников через разрядный промежуток протекает ток дежурной дуги, достаточный для разогрева электродов. Напряжение между электродами при этом снижается (за счет дальнейшего снижения сопротивления разрядного промежутка), становится меньше напряжения ES, и в работу вступает основной мощный источник, обеспечивающий сварку.
П р е д м е т н з о б р е т е и п я
Устройство для сварки постоянным током, содержащее силовой источник питания, источник дежурной дуги и маломощный ионизирующий источник высокого напряжения для бесконтактного возбуждения дуги, подключенные к сварочным электродам, отличающееся тем, что, с целью повышения надежности зажигания дуги и немедленного восстановления
ее при случайном затухании источники в течение всего времени сварки постоянно подключены к сети и к сварочным электродам и соединены между собой последовательно согласно, причем выходы источника дежурной дуги и ионизирующего источника зашунтированы диодами в направлении протекания сварочного тока, а в качестве ионизирующ его источника использован источник постоянного тока.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки | 1981 |
|
SU986671A1 |
| Устройство для аргоно-дуговой и микроплазменной сварки | 1973 |
|
SU446162A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ИМПУЛЬСНОГО СВАРОЧНОГО ТОКА | 1968 |
|
SU221189A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 2000 |
|
RU2190510C2 |
| ОДНОФАЗНЫЙ СВАРОЧНЫЙ СТАБИЛИЗАТОР ТОКА | 2005 |
|
RU2299794C1 |
| Источник питания горелки для сварки | 1981 |
|
SU967710A1 |
| Источник питания сварочной дуги | 1991 |
|
SU1808561A1 |
| СВАРОЧНЫЙ ТРАНСФОРМАТОР ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2537683C1 |
| СПОСОБ ВОЗБУЖДЕНИЯ ЭЛЕКТРИЧЕСКОЙ ДУГИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2469826C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 2013 |
|
RU2547048C2 |
