(54) УСТРОЙСТВО ДЛЯ СВАРКИ

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ЭЛЕКТРОДУГОВОЙ СВАРКИ ПОСТОЯННОГО ТОКА | 1996 |
|
RU2096147C1 |
| ИСТОЧНИК ПИТАНИЯ СВАРОЧНОЙ ДУГИ ПОСТОЯННОГО ТОКА | 1997 |
|
RU2116174C1 |
| ДАТЧИК ТОКА СВАРКИ | 2003 |
|
RU2252118C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
| Устройство для создания режима дежурной дуги импульсной газоразрядной лампы | 1974 |
|
SU527035A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1829989A3 |
| СВАРОЧНЫЙ АППАРАТ(ВАРИАНТЫ) | 2002 |
|
RU2220828C2 |
| ВСЕСОЮЗНАЯ iп,<vpi'TSJn тг";?цгГ'-":'! ri hifiiKSl25\»j'4!,Ah;; SL.'i.b4;i; | 1973 |
|
SU361533A1 |
| СВАРОЧНЫЙ АППАРАТ | 2005 |
|
RU2302931C1 |
| УСТРОЙСТВО для ПОДЖИГА ИМПУЛЬСНОЙ ГАЗОРАЗРЯДНОЙ ЛАМПЫ ДЕЖУРНОЙ ДУГОЙ | 1973 |
|
SU376907A1 |
Изобретение относится к электросварке, в частности к устройствам с помощью, питания электрической дуги постоянного тока и предназначено, преимущественно, для ручной дуговой сварки в полевых условиях. Известно, что для обеспечения высокого качества сварочных работ и для более легкого возбужединя дуги источника питания св очкой дуги должны иметь достаточно высокое напряжение холостого xoдaf (6О-7О в), которое при загорании дуга падает до рабочего напряжения . Этим требованиям удовлетворяют нсполь ауемые при. сварке вьшрямители и преобразователи постоянного тока с падающими днешними характеристиками типов ВСС, ВКС ВД При этом понижающие трансффМа торы для них аьшопняются с повышенным магнитным рассеянием, а вторичные обмот ки имеют в 2-3 раза большее количество витков, чем тр уется для рабочего нацряжешш дуги {2О В), Поэтому сварочные выпрямители имеют большие габариты и вес и неэкономичны в работе. Иногда при сварочных работах испольау- ют -Три независимых источника постоянного тока: а) предназначенных непосредстве но для сварки силовой источник питания; б) источник дежурной дуги; в) маломощный источник высокого на1фяжения для беоконтактногог зажигания дуги. При сварке напряжение от этих последовательно соединенных источников подается на сварочные электроды в определенной последовательности, чем достигается более экбномичный режам и облегчается зажигание дуги. Устройство такого типа 2 содержит 1ри источника постоянного тока с различными ЭДС, .причем источнику тока с мекьшей ЭДС соответствует максималышя мощность, а стючнику тока с большей ЭДС минимальная, и диодьи Вс$ три источника , соединены последовательно согласно на раэ р5шный промежуток, а выхоаы всех источников, кроме самого мощного, зашунтиро398067.1,4
ваны диодами в направлении сварочного то-и 7 раарядиого промежутка и коммутика.рующий элемент 8.
Поскольку оба диода включеньг в цепьПри включении коммутирующего эле протекания сварочного тока последователь-мента 8 все напряжение источника 1 прино, мощность, рассеиваемая на них, имеет 5ложено к разрядному промежутку 6,7.
значительную величину. Следовательно, воз-Диоды 4 и 5 закрыты, и источники 2 и
никает необходимость использовать мощ-,3 в работе не участвуют. По мере рас-
ные диоды, снабженные устройствами теп-ширения канала дуги, зажигаемой источлоотвода. Кроме того, чтобы обеспечитьнкком 1, сопротивление разрядного про-
в известном устройстве расширение диа- 10межутка уменьшается, и напряжение на
пазона регулирования в стсрону уменьше-нем падает до значения меньшего, чем
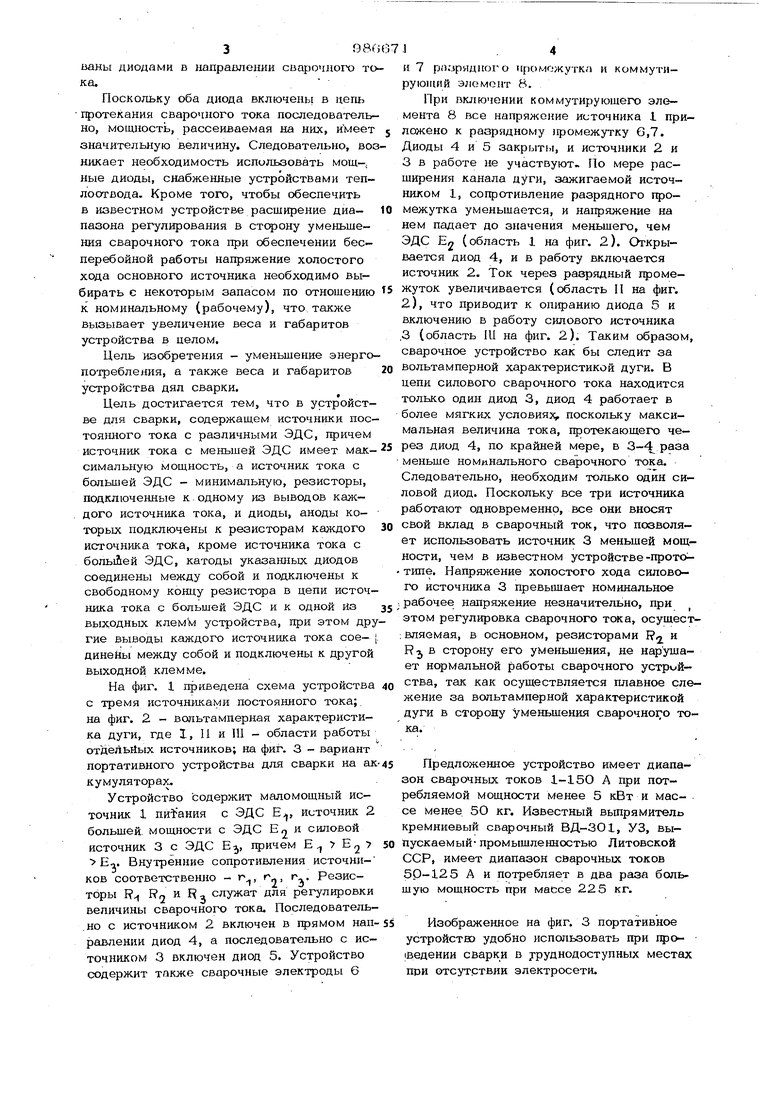
НИН сварочного тока при обеспечении бес-ЭДС Fl (область 1 на фиг. 2). Огкрыперебойной работы напряжение холостоговается диод 4, и в работу включается
хода основного источника необходимо вы-источник 2. Ток через разрядный промебирать с некоторым запасом по отношению 5жуток увеличивается (область П на фиг.
к номинальному (рабочему), что также2). то приводит к опиранию диода 5 и
вызывает увеличение веса и габаритоввключению в работу силового источника
устройства в целом. (область III на фиг. 2). Таким образом.
Цель изобретения - уменьшение энерго-сварочное устройство как бы следит за
потребления, а также веса и габаритов 20вольтамперной характеристикой дуги. В
устройства дял сварки. силового сварочного тока находится
Цель достигается тем, что в устройст-только один диод 3, диод 4 работает в
ве для сварки, содержащем источники пос-более мягких условияз(, поскольку макситояшюго тока с различными ЭДС, причеммальная величина тока, протекающего чеисточник тока с меньшей ЭДС имеет мак-25рез диод 4, по крайней мере, в 3-4 раза
симальную мощность, а источник тока с еньше номинального сварочного TOica.
большей ЭДС - минимальную, резисторы.Следовательно, необходим только один сиподключенные к. одному из выводов каж- « й диод. Поскольку все три источника
дого источника тока, и диоды, аноды ко-работают одновременно, все они вносят
торых подключены к резисторам каждого 30свой вклад в сварочный ток, что позволяисточника тока, кроме источника тока с использовать источник 3 меньшей мощбольДей ЭДС, катоды указанных диодовности, чем в известном устройстве-протосоединены между собой и подключены к типе. Напряжение холостого хода силовосвободному концу резистора в цепи источ- источника 3 превышает номинальное ника тока с большей ЭДС и к одной Из ; рабочее напряжение незначительно, при ,
выходных устройства, при этом дру-этом регулировка сварочного тока, осушестгие выводы каждого источника тока сое- |,: вляемая, в основном, резисторами I «
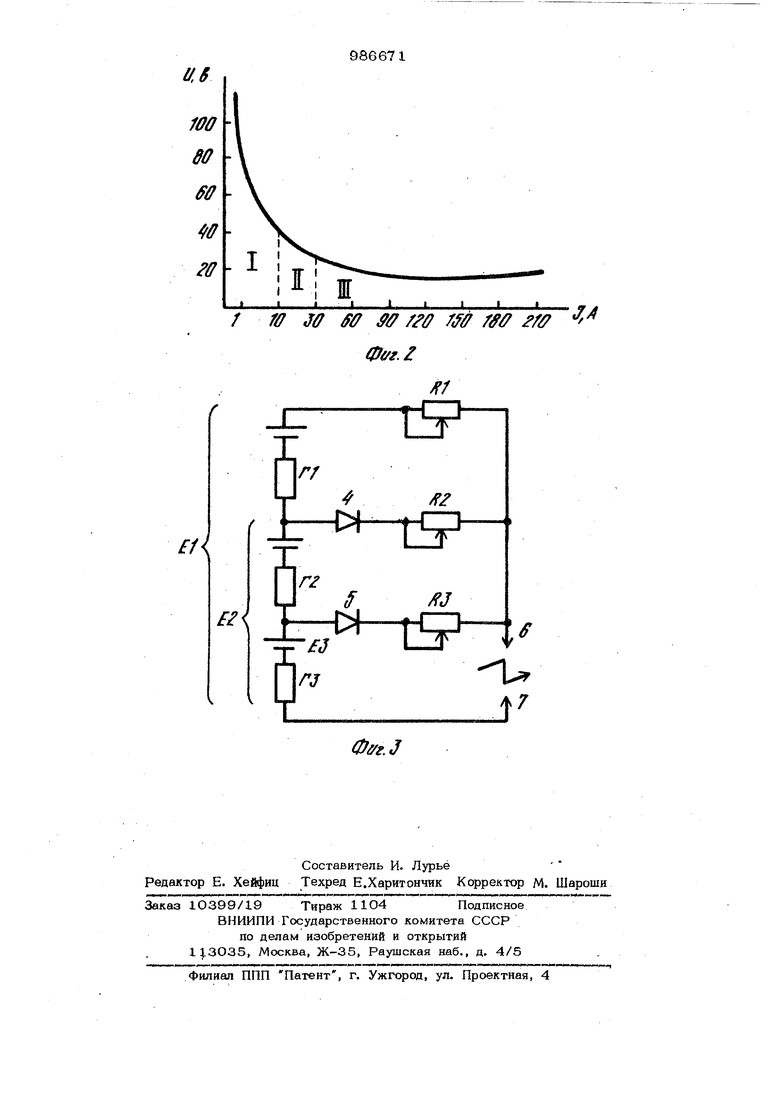
динейы между собой и подключены к другойR сторону его уменьшения, не нарушавыходной клемме. нормальной работы сварочного устр1 йНа фиг. 1 приведена схема устройства , так как осуществляется плавное слес тремя источниками постоянного тока; кение за вольтамперной характеристикой на фиг. 2 - вольтамперная характеристи-, в сторону уменьшения сварочного тока дуги, где 1, И и III - области работыка. отдельйых источников; на фиг. 3 - вариантпортативного устройства для сварки на ак-45 Предложенное устройство имеет диапакумуляторах.зон сварочных токов 1-15О А при потУстройство содержит маломощный ис-ребляемой мощности менее 5 кВт и маеточник 1 писания с ЭДС Ej,, источник 2се менее 50 кг. Известный вьшрямителс большей, мощности с ЭДС Е к силовойкремниевый сварочный ВД-ЗО1, УЗ, выисточник 3 с ЭДС ЕЗ, причем Е.., Е2 50 пускаемый-промышленностью Литовской Ео. Внутренние сопротивления источни-ССР, имеет диапазон сварочных токов ков соответственно - г, г г . Резне-50-125 А и потребляет в два раза больторы R R и Rj служат для регулировкишую мощность при массе 225 кг. величины сварочного тока. Последовательно с источником 2 включен в прямом нап- 55 Изображенное на фиг. 3 портативное равлении диод 4, а последовательно с ис-устройстю удобно использовать при проточником 3 включен диод 5. Устройство(ведении сварки в уруднодоступных местах содержит также сварочные электроды 6пои отсутствии электросети. а иэобретения Ф p. р м у ycTpoJtaTBo для сварки, сюдержащее источники постоянного тока с различными ЭДС, причем источник тока с меньшей ЭДС имеет максимальную мощность, а источник тока с большей ЭДС - минималь ную мошность, резисторы, подключенные к одному из выводов каждого источника тока, и диоды, аноды которых подключены к резисторам указанных источников тока, кроме источника тока с большей ЭДС, отличающееся тем, что, с целью уменьшения энергопотребления. с целью уменьшения ЭH,Ч) а также габаритов и веса устройства, ка981 тоды указанных диодов соединень между собой и подключены к свобоаному концу резисто1эа в цепи источника тока с большей ЭДС и к одной из BbixanHtix клемм устройства, при этом другие выводы каждого источника тока соединены между собой и подключены к другой выходной клем Источники информации, принятые во внимание rtpn экспертизе 1.Гев(Ч)кян В.Г. Основы сварЬчного дела. М., 1979, с. 39. 2.Авторское свидетельство СССР № 448091. кл. В 23 К 9/06. О4.О2.7О . (прототип
0ffr. f
I I
f rff jff ffff ffff /го fffff fff
.A
Ф&г. Z
/Г/
g..
/f/
D
r/
с/
w
1л;
e
-fj
-л
J
.J
