1 -.
I изооретенив относится к об-П ласти камнеобработки для натяга штрипсов на штрипсовых распиловочных станках для получения тонкостенных плит.
Известны устройства для натякения штрипсов камнерезного станка, включающие силовой цилиндр с порпь нями, резервуар распределения с плунжерами.
При получении плит малой толщины, когда расстояние между штрипсами ограничено, для осуществления натяга требуется создать в гидроцилиндре весьш высокие давления, что не возможно получить обычным ручным путем.
Целью изобретения является . получение тонкостенных каменных плит посредством обеспечения натяга штрипсов в ограниченном малом пространстве.
Это достигается в гидроцилиндре посредством двух секций одного из поршней большого и шлого диа|Метров, имеющих возможность перемёщаться для образования высокого давления в полости под днищем малого поршня за счет разности диаметров, причем полость, образгованная днищем секции поршня меньшего диаметра и крышкой, соединена посредством трубопровода с резервуаром распределения, выходной конец плунжеров которого оперт на скобу, охватывающую поперечины рамы.
0
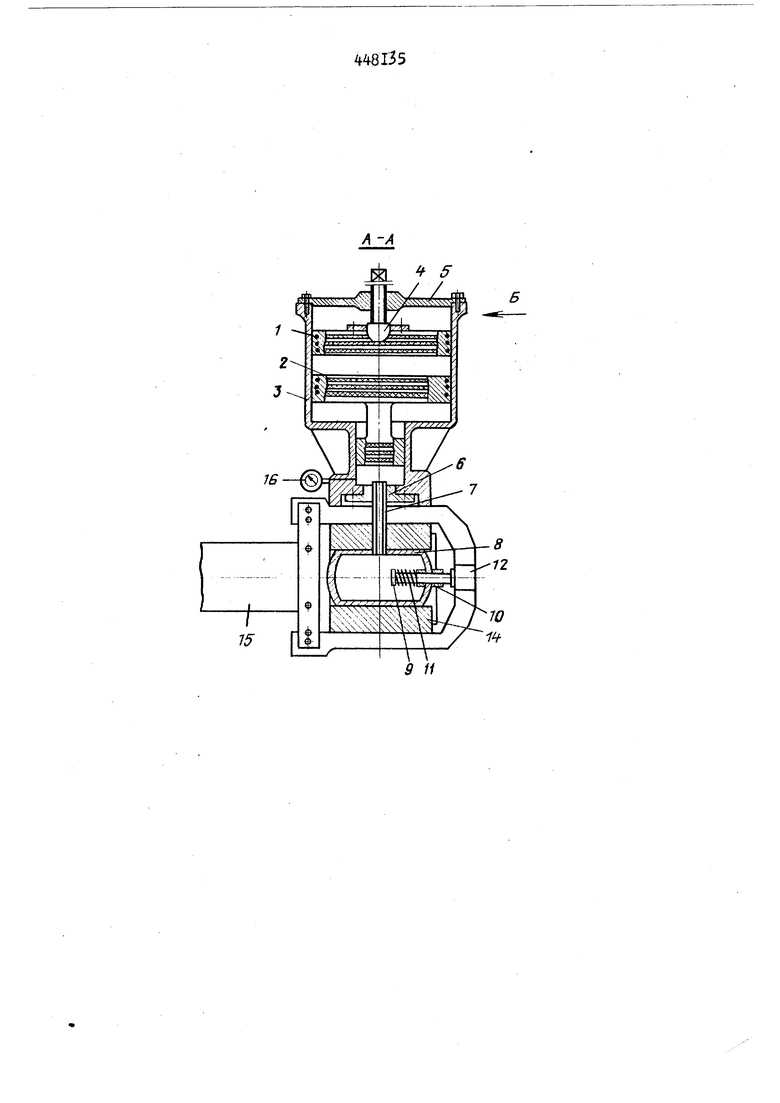
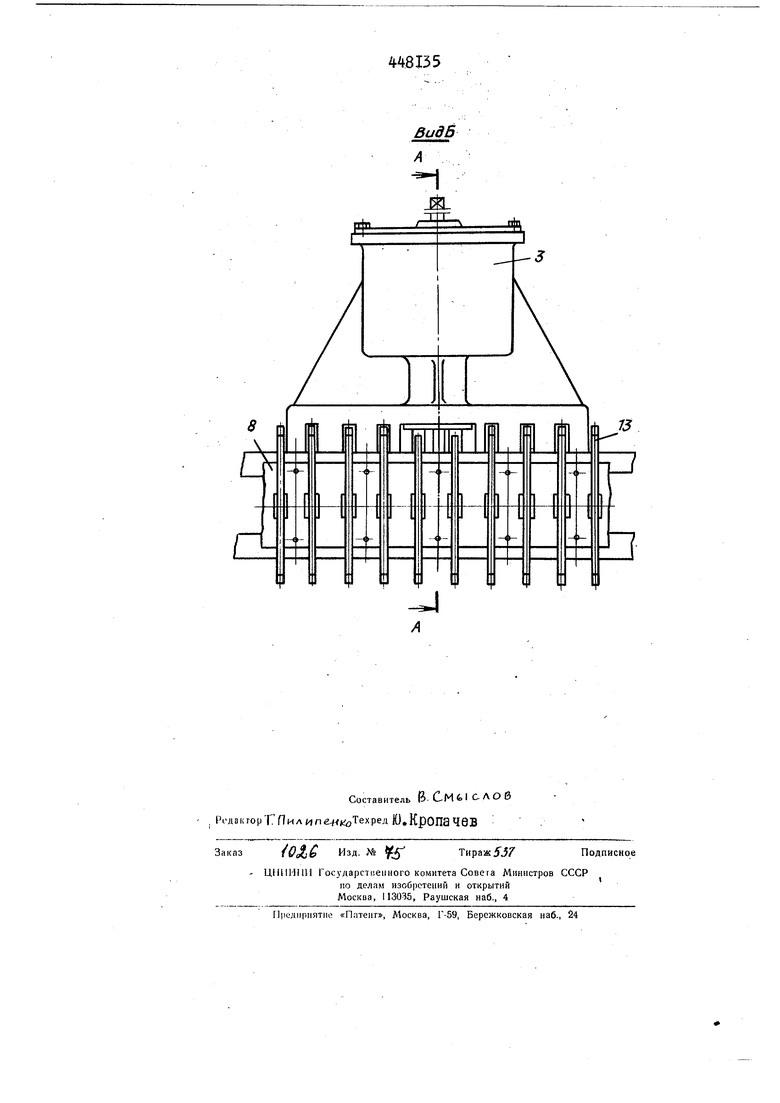
На чертеже изображено предлагаемое устройство.
Устройство состоит из подвижного поршня I, поршней 2 с различныьш диаметрами секции гидроци5линдра 3. Подвижный поршень I соединен с шарнирной головкой 4 винтом, который ввинчен в крышку 5, Полость, образованная днищем малой секции поршня и крышкой 6, посред0ством трубопровода 7 соединена с резервуаром распределения 8, Высокое давление, создаваемое в резервуаре распределения 8 передается на головки плунжеров 9, которые |Могут перемещаться во втулках 10,
преодолевая сопротиБлеяие потжин II. Выходной конец плунжера У упирается в скобу 12, Последняя, охватывая поп€1,речины 13 штрипсо- , ВОЕ рамы, соединяется с пластинкой 1
14,которая соединена со штрипсом
15..
Описанная.конструкция работает следующим образом.
Для получения высокого давления в гидроцилиндре созданы две по-дости высокого и низкого давлений.
Полость низкого давления образована между днищаш подвижного поршня I и поршня 2, Полость высокого давления расположена между днищем малой секции поршня и крышкой 6, При вращении винта с шарнирной головкой 4 подвижный поршень, :передвигаясь, создает давление в полости низкого давления. Полученное давление через равнодействую1цую силу передается в полость высокого давления, где оно увеличивается.
Это высокое давление через распределительный резервуар 8 действует на головки плунжеров 9, которые отводят назад скобы 12, тем самым натягивая штрипс 15,
Для ослабления штрипсов подвижный поршень отводится вверх, тогда f( поршень 2, находшцийся в свободном состоянии, поднимается за 5 счет пружин 11 плунжера 9, Регулировка давления в пояости высокого давления производится по показанию манометра 16,
ПРЕдаЕТ ИЗОБРЁТЕНШ
Устройство для натяжения штрипсов каьшерезного станка, включающее силовой цилиндр с пордн
нями, крышку, резервуар распределения с плунжерами и раму, о тличающееся тем, что, с целью обеспечения надежного натяга штрипсов для получения тонкостеняых каменных плит, один из поршней силового цилиндра выполнен по высоте составным с секциями различного диаметра, причем полость, образованная днищем секции поршня
меньшего диаметра и крышкой, соединена посредством трубопровода с резервуаром распределения, выходной конец плунжеров которого оперт на скобу, охватывающую поперечины
15
8
73
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАХВАТНОЕ УСТРОЙСТВО ДЛЯ ШТУЧНЫХ ИЗДЕЛИЙ | 1972 |
|
SU355095A1 |
| ГИДРАВЛИЧЕСКИЙ МНОГОЭТАЖНЫЙ ПРЕСС С ГИДРОЦИЛИНДРАМИ ПОДЪЕМА И НАГРЕВАТЕЛЬНЫМИ ПЛИТАМИ | 2010 |
|
RU2440244C2 |
| УСТРОЙСТВО ИМПЛОЗИОННО-ГИДРОИМПУЛЬСНОЕ ДЛЯ СТИМУЛЯЦИИ ПРОИЗВОДИТЕЛЬНОСТИ СКВАЖИН | 2011 |
|
RU2468192C1 |
| Металлорежущий станок со сменными шпиндельными головками | 1991 |
|
SU1784443A1 |
| УСТРОЙСТВО для ЗАХВАТА КАМЕННЫХ ПЛИТ | 1973 |
|
SU394284A1 |
| Холодновысадочный автомат | 1977 |
|
SU659267A1 |
| ПОГЛОЩАЮЩИЙ АППАРАТ АВТОСЦЕПКИ | 1990 |
|
RU2008233C1 |
| РУЧНОЙ ГИДРАВЛИЧЕСКИЙ РЕЗАК | 1997 |
|
RU2121433C1 |
| Ползун зубошлифовального станка | 1985 |
|
SU1463407A1 |
| Тормозная камера с пружинным энергоаккумулятором | 1988 |
|
SU1527053A1 |