1
Известна кассетная форма для изготовления железобетонных изделий, включающая опорную раму, разделительные перегородки и борта.
Цель изобретения - облегчить процесс распалубки кассеты.
Достигается это тем, что борта выполнены с жестко прикрепленными к ним одним концом рычагами-выталкивателями, которые средней частью шарнирно закреплены на кронштейне, жестко смонтированном на раме.
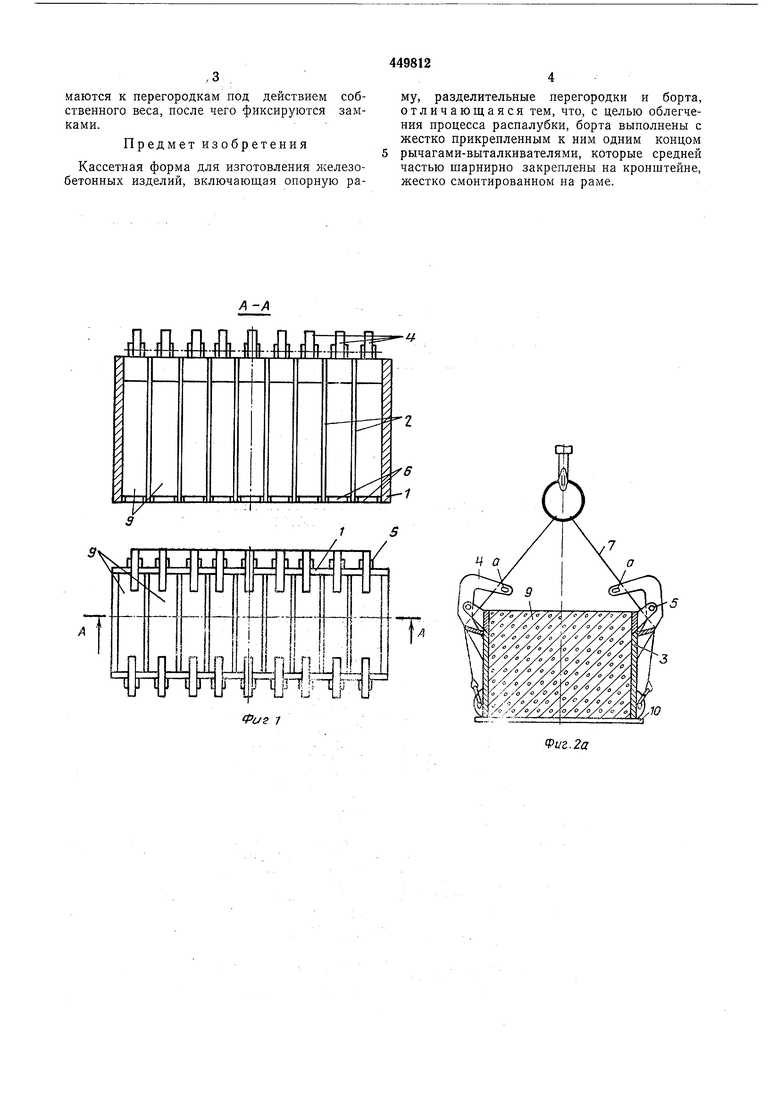
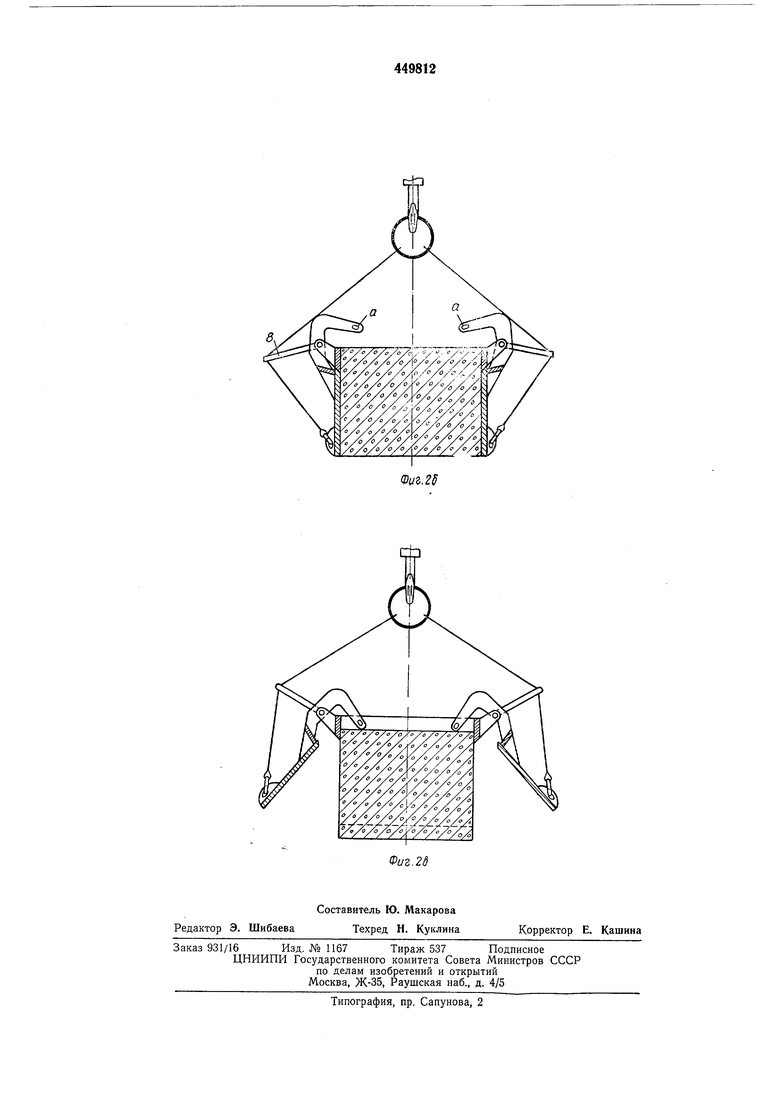
На фиг. 1 изображена кассетная форма в двух проекциях; на фиг. 2- форма в различных положениях: 2а - в процессе транспортировки с заформованными плитами; 26-в исходном положении перед распалубкой; 2в-в процессе самораспалубливания.
Кассетная форма состоит из рамы 1 с перегородкой 2 внутри, открывающихся бортов 3, на которых расположены рычаги-выталкиватели 4. Борта 3 и рычаги-выталкиватели 4 соединены щарниром 5. В нижней части бортов 3 имеются фиксаторы 6. Трос служит для транспортировки и распалубки формы, откидной инвентарный упор 8- для увеличения плеча приложения усилий при открывании бортов для извлечения изделий 9 из формы.
Кассетную форму устанавливают на вибростол и закрепляют винтовым или другими замками, расположенными в нижней часги
бортов. Вибростол служит дном формы, в полость для изделия 9 вставляют арматуру, и подают бетон в форму.
Для изготовления плит больщей толщины к форме прикрепляют инвентарный поддон 10. После уплотнения бетона форму открепляют от вибростола и транспортируют на участок термообработки. Уплотненный бетон в свежеотформованном виде удерживается в полости между перегородками благодаря вязкости бетонной смеси.
При изготовлении плит большей толщины для предотвращения обвала свежеотформованного бетона к дну формы присоединяют легкий инвентарный поддон 10. Для распалубки изделий размыкают борта 3, которые открываются при подъеме краном.
Рычаги-выталкиватели 4 при повороте бортов 3 весом формы перемещают железобетонные изделия вниз в соответствующие контейнеры.
Борт 3 является плечом рычага 4 и конструктивно во много раз длиннее самого рычага-выталкивателя 4 благодаря этому усилие выталкивания изделия велико. Сборка формы (подготовка под формовку) также происходит при подъеме ее краном, при этом крюки троса 7 входят в отверстия а, выполненные на рычаге-выталкивателе 4. При этом борта прижи-3
маются к перегородкам под действием собственного веса, после чего фиксируются замками.
Предмет изобретения
Кассетная форма для изготовления железобетонных изделий, включающая опорную ра4
му, разделительные перегородки и борта, отличающаяся тем, что, с целью облегчения процесса распалубки, борта выполнены с жестко прикрепленным к ним одним концом рычагами-выталкивателями, которые средней частью шарнирно закреплены на кронштейне, жестко смонтированном на раме.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования мелкоразмерных железобетонных изделий | 1973 |
|
SU480567A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ВЕНТИЛЯЦИОННЫХ БЛОКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2182864C2 |
| Кассетная форма для изготовления бетонных изделий | 1991 |
|
SU1795939A3 |
| Кассетная установка для формования изделий из бетонных смесей | 1983 |
|
SU1129079A1 |
| Форма для изготовления изделий из бетонных смесей | 1976 |
|
SU936556A1 |
| Многместная форма | 1974 |
|
SU498164A1 |
| КАССЕТНАЯ ФОРМА | 1973 |
|
SU406747A1 |
| Кассетная установка для изготовления изделий из бетонной смеси | 1987 |
|
SU1507574A1 |
| ИНВЕНТАРНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ БЕТОННЫХ БЛОКОВ | 1993 |
|
RU2040399C1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2104152C1 |
7/W
V /
.2а
9,
