1
Изобретение относится к упаковке жидких продуктов, а именно к контейнеру для жидкости, например молока.
Известен контейнер для жидкости, имеющий герметичный многослойный шов.
Целью изобретения является удобство открывания контейнера. Для этого шов выполнен с бороздкой с возможностью разрыва его по последней и имеет над бороздкой толщину превышающую сумму
толщин слоев, а толщина бороздки меньше, чем первоначальная толщина одного из слоев.
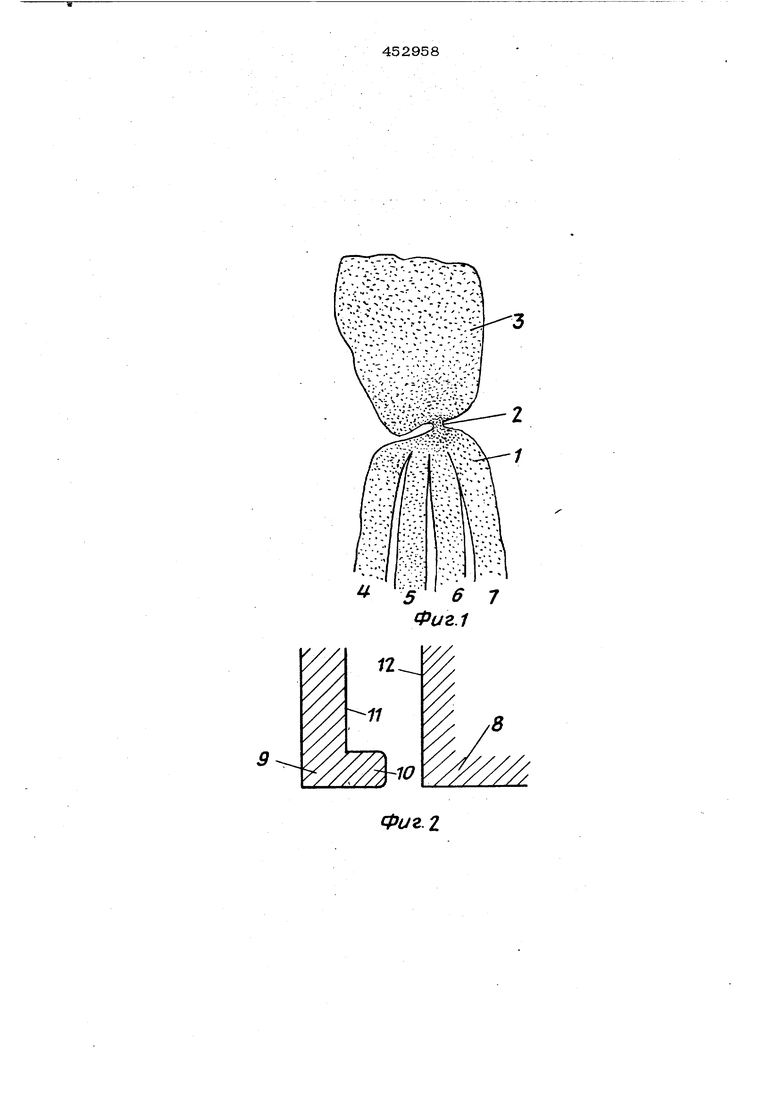
На фиг. 1 изображен герметичный шов из четырех слоев, разрез; на фиг. 2 сварочные зажимы, разрез; на фиг. . 3 форма головки контейнера с одним герметичным швом; на фиг. 4 - то же, с двумя герметичными швами.
Предлагаемый контейнер для жидкости имеет герметичный многослойный шов 1, выполненный с бороздкой 2 с возможностью разрыва его по последней.
Часть 3 шва над бороздкой имеет толщину, превышающую сумму толщин слоев 4-7. При этом толщина бороздки 2 меньше, чем первоначальная толщина одного из слоев.
Шов выполнен из полистиролового пенопласта ТОЛ1Щ1НОЙ каждый примерно 2.5м и плотностью приблизительно 40 кг/м ; Слои 4-7 свариваются вместе с помощью нагреваемых; сварочных зажимов 8 и 9, образуя герметичный многослойный шов 1
Зажимы нагреваются до температуры
примерно на 20 С выще точки размягчения пенопласта, при этом зажим 9 имеет прямоугольный выступ 10 с закругленными углами для возможности предотвращения трения в слое пенопласта, примыкающем к нему, при сжатии слоев.
Кроме того, сварочные зажимы имеют плоские поверхности 11 и 12, обращенные одна к другой.
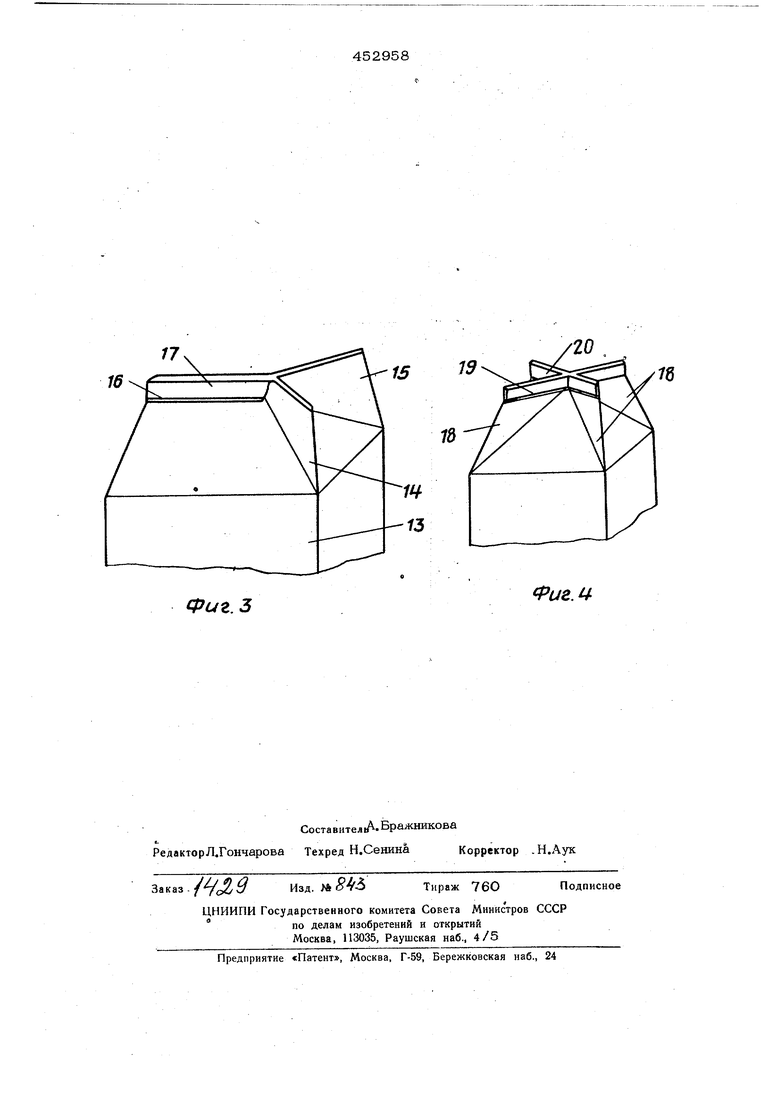
При образовании герметичного шва зажимы 8 и 9, между которыми расположены слои пенопласта, движутся один навстречу другому так, что слои сжимаются приблизительно до 20% их первоначальной толщины только в том месте, где в зажиме имеется выступ 10, в результате чего слои сжимаются менее чем до 2 удельная поверхность давления на них превышает 200 кг/см . При этом высота выступа 10 равна или меньше толщины слоя, а высота плоских поверхностей 11 и 12 превышает сумму тол- вдин слоев.. Предпочтительное время, в течение которого слои Сжимаются, состаляет. 2-10 сек. При этом при сжатии воздуха в ячейках слоя в месте выступа в плоскостях последних, обращенных друг к другу, температура более высокая, вследствие чего бороздка 2 шва 1 легко разрывается. Головка контейнера 13 может быть вЫ полнена из одного слоя пенопласта и состоит из створок, сваренных по У-образног му контуру. В фальцованных частях 14 и 15 соединяются только по две толщины слоя, и герметичные швы не имеют бороздки.. В третьей ветви У-образного контура соеди шются четыре слоя пено- .пластовых листов, при этом герметичный шов имеет, бороздку 16, а часть 17 - то шину, превышающую сумму толщин слоев. При этом часть 1 служит как для захва та контейнера, так и для разрыва его вдоль бороздки 16. Кроме того, фальцованные части соеди няются в виде взаимно перпендикулярных плоскостей 18(см фиг, 4), а герметичный шов выполняется в их верхней части во всех четырех или только в двух плоскостях с образованием бороздок 19 и вы тупающей, над ним части 2О. При этом .свариваются два слоя, и при сварке выступ 10 выходит над поверхностью 11 меньше f чем на ,2О% толщины двух слоев Герметичный шов может быть также выполнен из других материалов, например из четырех слоев мягкого полиэтилена с fзакрытыми ячейками толщиной 2,5мм,с плотностью примерно 45 кг/м и степенью лоперечного связывания, при которой; 18,6% веса растворяется в кипящей кисло-j |те, или двух слоев поперечно связанного ;полипропилена с закрытыми ячейками с плотностью 70 кг/м , степенью попереч;ного связывания 32,7%, с растворением в кипящей кислоте и йри толцщце 2 мм. 1 Другие пеноплйсты также можно сва|ривать герметичным щврм, содержащим бороздку с условием их термопластичности| и применением нагрева и давления. При этом предпочтительными материалами являются полистирол, полистирол - каучуковые .соединения, поливинилхлорид, сополи- мерЬ виниловых соединений, полирлефины I и соединения акрилонитрил-бутадиен-стирола и другие - полимеры и сополимеры, полученные из мономеров общей формулы Н или СН„ , а хСу, где X ..у - н.с.е, с,-.н-, соон, соонсн |/- IIDOd i, , В сополимере может быть выстроен диолефин, а также могут использоваться модификации из смеси этих полимеров. В контейнерах могут храниться не толь ко молоко, но и другие вещества, не pea:гирующие с пеной, пластификатором,, стабилизатором, образователем пены или кра-, сителями применяемь1х материалов. ПРЕДМЕТ ИЗОБРЕТЕНИЯ . , Контейнер для жидкости, например моjTOKaj имеющий герметичный многослой- ный шов,о т л и ч а я тем, что, с целью удобства открывания контейнера, щов выполнен с бороздкой с возможностью разрыва его по последней и (имеет над бороздкой толщину, превыща ющую сумму толщин слоев, а толщина |бороздки меньше, чем первоначальная тол|щина одного из слоев ,
Фиг. 2
Фиг. 2
игМ
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕРМОСВАРИВАЮЩИЕСЯ ПОЛИМЕРНЫЕ ПЛЕНКИ, СПОСОБЫ ТЕПЛОВОЙ СВАРКИ И ТЕРМОСВАРОЧНОЕ УСТРОЙСТВО | 1997 |
|
RU2173262C2 |
| ГИБКИЙ УПАКОВОЧНЫЙ КОНТЕЙНЕР И ПЕРЕХОДНИК ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2011 |
|
RU2457992C1 |
| ГИБКИЙ КОНТЕЙНЕР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2678635C1 |
| ЭЛАСТИЧНАЯ ЕМКОСТЬ С УКУПОРОЧНЫМ СРЕДСТВОМ И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2015 |
|
RU2683722C1 |
| КОНТЕЙНЕР ДЛЯ ВЫДАЧИ ВЕЩЕСТВА | 2006 |
|
RU2403198C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ СВАРКИ УПАКОВКИ | 2004 |
|
RU2359884C2 |
| ВЫДАЧА ВЕЩЕСТВА В ДИСПЕНСЕРНОЙ СИСТЕМЕ | 2005 |
|
RU2372276C2 |
| ГИБКИЙ МЕДИЦИНСКИЙ КОНТЕЙНЕР (ВАРИАНТЫ), СПОСОБ УВЕЛИЧЕНИЯ ЕГО ВМЕСТИМОСТИ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И СПОСОБ ФОРМИРОВАНИЯ ГИБКОГО КОНТЕЙНЕРА (ВАРИАНТЫ) | 1998 |
|
RU2195253C2 |
| ЭЛАСТИЗИРОВАННЫЙ ОДНОРАЗОВЫЙ ПРЕДМЕТ ОДЕЖДЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2090172C1 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА И СПОСОБ ЕГО ГЕРМЕТИЗАЦИИ | 1997 |
|
RU2127457C1 |