Изобретение относится к способам получения многослойного материала из полимерных пленок с линейным сварным швом, к устройству для их осуществления и к изделиям, полученным такими способами.
При транспортировке или хранении заполненного пакета необходимо иметь прочные пакеты с высокой прочностью на отрыв при ударе, которая, в частности, требуется, когда сварным швом является сварной шов дна или верха так называемого прочного пакета для тяжелых грузов, или промышленного пакета, который должен быть изготовлен так, чтобы быть устойчивым к удару от случайных падений. В развитых странах обычным является требование, чтобы заполненный пакет был способен выдерживать циклы падения на каждую из его сторон с высоты не менее 2 м, тогда как в развивающихся странах, где обработка пакетов часто является намного более грубой, часто требуется высота падения 4 м.
Проводится различие между падениями "на плоскость", т.е. падениями на одну из двух главных поверхностей, падениями "на ребро", т.е. на одну из двух меньших поверхностей, перпендикулярных верху и дну, "верхними падениями" и "нижними падениями", т.е. падениями на верх и дно соответственно.
Когда заполненный термосваренный пакет падает на верх и дно, ударное воздействие на сварные швы верха и дна является незначительным.
"Падения на ребро" вызывают прямое открывающее действие на сварные швы как верха, так и дна.
Открывающее действие при "падениях на плоскость" является незначительным, если пакет является простым "пакетом-вкладышем" без фальцев. Однако в течение многих лет в промышленной упаковке имеется тенденция к использованию пакетов с фальцами, все более и более практикуемому при "формировании-заполнении и сварке", где процесс начинается трубой с фальцем из барабана, и на одной механизированной линии последовательно сваривают дно, режут трубы на отрезки с получением пакетов с открытой горловиной, заполняют пакет и сваривают верх.
Когда промышленный заполненный термосваренный пакет с фальцами падает на "плоскость" и без использования специальных предосторожностей при сварке, имеет место сильное смещение типа отрыва, которое также может быть описано как разрыв в четырех точках, где внутренние складки фальцев пересекаются со сварными швами. Это вызывает горизонтальный выброс содержимого пакета при ударе в результате разрыва в фальцах силами, сконцентрированными вокруг внутренних складок фальцев.
Это означает, что места в сварных швах верха и дна, где эти сварные швы пересекаются с внутренними складками фальцев, подвергаются воздействию особенно больших усилий на отрыв при ударе или разрыв при ударе. Ситуация усложняется тем, что в этих местах сварные швы являются относительно слабыми благодаря переходу материала пакета от "2-хслойного" и 4-хслойному".
Обычно для устранения этих недостатков используются два, так называемых, "сварных K-швах" в каждом углу, швов, расположенных под углом 45o к дну и верху, начинающихся в вышеуказанных точках пересечения и соединяющих наружный слой со смежным слоем в фальце, но без соединения слоя фальца с слоем фальца.
При обращении к прямому отрыву при ударе, имеющему место в процессе "падений на грань", это является наиболее критическим в "2-хслойных" частях сварного шва, где они граничат с "3-хслойными" или "4-хслойными" частями, т. е. продольный шов (если такой шов присутствует).
Когда пакеты случайно падают, скорость, при которой имеет место отрыв (разрыв), часто превышает 5 м•с-1. Стандартизированные лабораторные испытания на прочность сварного шва выполняются при намного меньших скоростях, и было установлено, что они не имеют какого-либо значения для оценки практической характеристики, когда пакет падает. Поэтому эти испытания часто дают прямо дезориентирующие результаты, когда сравниваются различные полимерные материалы или различные типы сварных швов. Для сравнений было использовано упрощенное испытание на отрыв при ударе и упрощенное испытание на разрыв при ударе со скоростью около 5,5 м•с-1. Это испытание ниже поясняется на примере.
При рациональном выполнении (обычно линейных) сварных швов верха и сварных швов дна в пакете задачей является улучшение прочности на отрыв при ударе посредством утолщения через сокращение в его плоскости материала в соединенной зоне и в ближайших смежных зонах несоединенного пленочного материала. Очевидно, что это требуется только на стороне сварного шва, который предназначается для высокой прочности на отрыв при ударе, т.е. стороне, смежной с содержимым пакета. Это обычно достигается конусностью концов свариваемых полос или аналогичным образом при плавном переходе между соединенными и несоединенными зонами пленочного многослойного материала. Точнее положительным эффектом сглаживания является то, что граничная зона сварного шва, которая не является соединенной, участвует в утолщении через сокращение в перпендикулярном направлении к линейному сварному шву. (В данном контексте все, что является расплавленным, считается "сварным швом" без ограничения этим термином соединенной части пленочного многослойного материала).
Однако при необходимости уменьшения толщины пленочных материалов для изготовления пакетов, что является результатом экологических требований и требований экономии энергии, имеется и далее будет возрастать необходимость в намного более эффективном увеличении прочности на отрыв сварного шва при ударе. Первая промышленная реализация такого снижения толщины основана на использовании более жестких полимерных композиций и более высоких степеней ориентации расплава, в частности, соэкструдированных пленок с высокоориентированным расплавом, комбинирующих ПЭВП и ЛПЭНП. Последняя стадия в таких разработках, внедряемая сейчас промышленностью, комбинирует подобную соэкструзионную технологию с поперечным ламинированием (ламинирование с главными направлениями ориентационного перекрещивания) и последующим двухосным растяжением. Изобретения, включающие эту технологию, указаны во введении к патенту WO 93/14928.
Понятно, что уменьшение толщины в его собственном значении снижает прочность на отрыв при ударе. К тому же, эта прочность сильно зависит от жесткости материала, как указано, уменьшение толщины требует использования увеличенной жесткости, что снижает прочность на отрыв при ударе еще более. Чем выше жесткость, тем ниже эта прочность. Причина этого в том, что прочность на отрыв при ударе зависит от способности материала деформироваться эластично и деформироваться непрерывно в "линии отрыва" вместо разрушения и подвергаться такой непрерывной деформации с достаточной скоростью. (Если сварной шов повреждается при отрыве при ударе, это обычно обусловлено разрывом, но не расслоением). Кроме того, чем жестче пленочный материал, тем ниже его способность воспринимать часть энергии удара при эластичных изменениях в окружении сварного шва.
Другие проблемы связаны с ориентацией, которая является важным фактором в снижении толщины. Фигура 1 иллюстрирует это. Ориентация теряется в сварном шве, включая его несоединенные границы. В соединенной части это не имеет значения, потому что толщина становится двойной, но в несоединенных частях устранение ориентации снижает ударную прочность. (Необязательно снижать прочность при низких скоростях отрыва, когда материал имеет время для удлинения и ориентации).
Главным ограничивающим фактором в снижении толщины является "непрочность" пленки, которая делает трудным производство пакета или обработку незаполненного пакета. В вышеуказанном патенте WO 93/1428 рассматривается значительное улучшение этого специальным способом холодного растяжения, который обеспечивает волнистое поперечное сечение с утолщенными верхними частями. На чертежах это показано на микрофотографии, фиг. 4. (Это относится к пленочному материалу, действительно использованному в примере 1). Из этого понятно, что эта структура, которая является необходимой для значительного уменьшения толщины, благодаря комбинациям толщины также влечет за собой улучшение структуры сварного шва. (Колебания толщины имеют незначительное влияние на основные прочностные свойства пленки, так как более толстые участки растягиваются более сильно).
В экспериментах, предшествующих настоящему изобретению, были сделаны попытки улучшить прочность сварного шва на отрыв путем использования плоских сваривающихся поверхностей, помещенных под углом 5-15o друг к другу с углом раствора к стороне, где требуется такая прочность на отрыв, чтобы обеспечить утолщение в этой стороне. Это дает значительно улучшенные результаты при сваривании даже относительно толстого пленочного многослойного материала, но результаты являются недостаточными или даже ухудшающими в случае значительных колебаний толщины, например, при переходе около внутренней складки фальца в пакете. Очевидно, что объяснение этого состоит в том, что такое сваривание дает граничную линию, которая отклоняется от прямолинейности очень намного, когда имеются некоторые колебания толщины, и что прямолинейность этой границы является условием хорошей прочности на отрыв при ударе.
Наиболее близким известным техническим решением к заявленному изобретению является способ тепловой сварки, по меньшей мере, двух пленок термоусаживающего полимерного материала линейным сварным швом высокопрочным на отрыв при ударе от одной предпочтительной стороны, между парой противоположных сварочных элементов, в котором две пленки подвергают нагреву, в результате чего материал каждой из пленок сокращается в плоскости и утолщается, и одновременному воздействию давления в сжатой зоне таким образом, чтобы получить сварной шов, содержащий соединенную зону и несоединенную зону, в которой пленка утолщается, причем на начальной стадии нагрев и давление прикладывают к начальной зоне давления, а на второй стадии нагрев и давление прикладывают ко второй зоне давления, которая перекрывает начальную зону давления, далее простирается от границы начальной зоны давления и включает, по меньшей мере, часть остатка сжатой зоны, при этом давление, по меньшей мере, в части начальной зоны давления, расположенной смежно с границей сжатой зоны, снижается (патент GB N 943457, кл. В 65 В 51/14, 1963).
Недостатком известного технического решения является недостаточная прочность сварного шва на отрыв при ударе.
Техническим результатом настоящего изобретения является создание такого способа тепловой сварки, по меньшей мере, двух пленок термоусаживающегося полимерного материала, который устраняет вышеуказанные недостатки и позволяет получить сварной шов, высокопрочный на отрыв, отвечающий современным требованиям.
Это достигается тем, что в способе тепловой сварки, по меньшей мере, двух пленок термоусаживающегося полимерного материала линейным сварным швом, высокопрочным на отрыв при ударе от одной предпочтительной стороны, между парой противоположных сварочных элементов, в котором две пленки подвергают нагреву, в результате чего материал каждой из пленок сокращается в плоскости и утолщается, и одновременному воздействию давления в сжатой зоне таким образом, чтобы получить сварной шов, содержащий соединенную зону и несоединенную зону, в которой пленка утолщается, причем на начальной стадии нагрев и давление прикладывают к начальной зоне давления, а на второй стадии нагрев и давление прикладывают ко второй зоне давления, которая перекрывает начальную зону давления, далее простирается от границы начальной зоны давления и включает, по меньшей мере, часть остатка сжатой зоны, при этом давление, по меньшей мере, в части начальной зоны давления, расположенной смежно с границей сжатой зоны, снижается, по меньшей мере, один из сварочных элементов прокатывают относительно другого сварочного элемента так, что нагрев и давление поддерживаются в зоне перекрытия от начала начальной стадии до конца второй стадии.
В предпочтительном варианте на конечной стадии нагрев и давление прикладывают к конечной зоне нагрева и давления, которая включает часть второй зоны и далее простирается от границы сжатой зоны, противоположной предпочтительной стороне, при этом нагрев и давление поддерживают, по меньшей мере, в части сжатой зоны в течение периода от начала начальной стадии до конца конечной стадии.
В другом предпочтительном варианте зону давления, к которой нагрев и давление подводятся в любой момент времени, непрерывно перемещают от начальной зоны давления через вторую и конечную зоны.
Конечная зона давления может иметь большую ширину, чем начальная зона давления.
В еще одном предпочтительном варианте пленки на предпочтительной стороне начинают отрываться после второй стадии и пока материал пленок на предпочтительной стороне соединенной зоны, которая является утолщенной, является еще расплавленным.
Возможно осуществлять отрыв в расплавленном состоянии в такой степени, что в конечном изделии создается угол не менее 45o между самыми внутренними поверхностями двух наружных пленок многослойного материала в несоединенной зоне.
В конце процесса сварки самое высокое давление сварки можно прикладывать по границе сварного шва, противоположной предпочтительной стороне.
По меньшей мере, один из сварочных элементов может иметь овальную форму, так что при прокатке по отношению к другому элементу различная ширина материала подвергается воздействию давления и нагрева между элементами.
Поверхность, по меньшей мере, одного сварочного элемента может являться в основном клиновидной, причем начальная зона давления начинается в виде ленты, включая верх клина и часть обеих сторон клина, и на второй стадии нагрев и давление подводят ко второй зоне давления при взаимной прокатке между противоположными сварочными элементами, имеющей место поверх верха клина так, что после прокатки вторая зона давления определяется давлением, оказываемым полной шириной одной стороны клина, и давление в основном снимается с другой стороны клина.
Целесообразно осуществлять импульсную сварку или сварку при постоянной температуре между парой сварочных шин, при этом клиновидный сварочный элемент является одной из сварочных шин.
В еще одном варианте осуществления способа в то время, как одна сварочная шина является в основном клиновидной формы, другая шина является в основном плоской и монтируется на упругом основании.
Сварку можно осуществлять между парой противоположных лент, причем клиновидный сварочный элемент является одной из сварочных лент.
Полимерная композиция, температура сварки и характеристики поверхности сварочных шин, используемых для подачи давления на второй стадии, могут быть выбраны таким образом, чтобы сделать полимерный материал на поверхности двух пленок прилипающим к сварочным элементам также после снятия давления сварки.
Для высвобождения сваренного многослойного пленочного материала от сварочных элементов могут быть использованы вспомогательные шины.
В другом предпочтительном варианте после приложения нагрева и давления образуется соединенная зона и несоединенная зона, материал в сварном шве охлаждают, тогда как продольную усадку сварного шва сводят к минимуму при воздействии на пленки в зоне, расположенной за пределами сварного шва, противоположного предпочтительной стороне, механического усилия, препятствующего усадке.
После окончания сварки сварочные элементы могут дополнительно взаимно прокатываться поверх одного или более расширений, расположенных к стороне части элемента, подводящей вторую зону давления, противоположной стороне, предпочтительной для отрыва, с полным снятием в результате давления сварки, причем указанное расширение выдерживается при температуре ниже температуры, требующейся для сварки, и расширения предназначены для удерживания пленочного многослойного материала в процессе, по меньшей мере, части периода охлаждения.
Целесообразным является охлаждение материала продувкой охлаждающего воздуха, по меньшей мере, одной поверхности сварного шва в процессе приложения препятствующего усадке усилия, причем охлаждающий воздух может проходить через зоны расширений, которые удерживают пленочный многослойный материал, при этом расширения выполняют в несплошном виде для образования этого прохода.
Технический результат достигается также тем, что в способе тепловой сварки, по меньшей мере, двух пленок ориентированного полимерного материала, в котором две пленки подвергают нагреву, в результате чего материал каждой пленки сжимается в плоскости пленки и утолщается, и одновременно подвергают воздействию давления в сжатой зоне так, чтобы получить сварной шов, содержащий соединенную зону и, по меньшей мере, на одной стороне несоединенную зону, в которой пленка образует утолщение, причем нагрев и давление прилагают сварочными шинами, а сварной шов является линейным, стадия раскрытия сварочных шин состоит в прокатке шин относительно друг друга поверх расширений указанных шин на одной стороне сварного шва, причем указанные расширения выдерживают при температуре ниже минимальной температуры сварки, при этом расширения приспосабливают для удерживания пленочного многослойного материала в процессе, по меньшей мере, части периода охлаждения так, чтобы снизить усадку сварного шва в его продольном направлении.
Еще одним аспектом изобретения является многослойный термосвариваемый полимерный материал со сварным швом, полученным вышеописанным ранее способом.
Другим аспектом изобретения является многослойный пленочный материал со сварным швом, высокопрочным на отрыв при ударе, имеющим утолщение, полученное посредством сокращения материала в плоскости пленки в соединенной зоне и в непосредственно смежных несоединенных зонах несоединенного пленочного материала на предпочтительной стороне сварного шва, в котором утолщение в зонах несоединенного пленочного материала имеет, по меньшей мере, двойную толщину наружных пленок многослойного материала на расстоянии от границы соединения, которое составляет, по меньшей мере, двойную толщину пленки без утолщения, причем самые внутренние поверхности двух наружных пленок многослойного материала в несоединенных зонах, где эти зоны граничат с соединенными зонами, расположены под углом не менее 45o.
Еще одним аспектом изобретения является пакет из термосвариваемого полимерного материала со сварным швом на дне и в верхней части, полученный вышеописанным ранее способом или содержащий вышеуказанный многослойный материал.
Целесообразно, чтобы пакет имел фальцы.
Еще одним аспектом изобретения является термосварочное устройство, включающее устройство тепловой сварки, содержащее противоположные сварочные элементы, нагревательное средство для нагрева, по меньшей мере, одного из сварочных элементов, приводное устройство для взаимного перемещения элементов друг к другу во время нагрева и для перемещения элементов друг от друга, средство для подачи многослойного материала, состоящего, по меньшей мере, из двух полимерных пленок, в устройство тепловой сварки так, что многослойный материал находится между сварочными элементами, и средство для перемещения термосваренного многослойного материала из устройства тепловой сварки, причем сварочные элементы выполнены с возможностью одновременного подведения нагрева и давления к пленочному многослойному материалу между начальными зонами элементов по всей начальной зоне давления и одновременного подведения нагрева и давления к пленочному многослойному материалу по второй зоне давления, которая перекрывает начальную зону давления, в котором, по меньшей мере, один из сварочных элементов выполнен с возможностью прокатки относительно другого сварочного элемента и включает начальную зону для подведения нагрева и давления к многослойному материалу по всей начальной зоне давления и вторую зону, которая перекрывает начальную зону элементов и включает участок, который является наружным, но смежным с начальной зоной элемента.
В предпочтительном варианте сварочные элементы выполнены с возможностью одновременного подведения нагрева и давления по всей конечной зоне давления на многослойный материал между конечными зонами элементов.
Конечные зоны элементов могут иметь большую ширину, чем начальные зоны элементов.
Один из сварочных элементов может быть выполнен овальным, а другой по существу плоским.
В еще одном варианте один из сварочных элементов выполнен в основном клиновидным, а другой выполнен по существу плоским, а вершина клина и часть каждой стороны клина образует начальную зону элемента, при этом при прокатке клина около вершины одна из по существу прямых сторон элемента по существу параллельна другому сварочному элементу для перемещения второй зоны элемента, причем другая сторона клина перемещается от другого сварочного элемента.
Другой сварочный элемент может быть установлен на упругой основе.
Сварочными элементами могут быть шины.
Сварочными элементами могут быть ленты, которые выполнены подвижными в направлении, являющемся продольным по отношению к лентам, и в машинном направлении устройства.
Вышеуказанное устройство может содержать систему конвейерных лент, расположенных ниже пары сварочных лент, которая транспортирует полимерный материал через устройство тепловой сварки, и средство для подачи полимерного материала в устройство тепловой сварки с провисанием материала между сварочными лентами и конвейерными лентами.
Устройство тепловой сварки может дополнительно содержать подвижные шины для отсоединения пленочного материала от сварочных элементов после того, как сварочные элементы отводятся друг от друга для высвобождения термосваренного многослойного материала.
Устройство тепловой сварки может также содержать вспомогательные шины для отрыва сварного шва от сварочной шины.
В еще одном варианте противоположные сварочные элементы могут включать каждый, по меньшей мере, одно расширение, расположенное за краем второй зоны элементов, противоположной начальной зоне элементов, причем расширения поддерживаются при температуре ниже заданной минимальной температуры сварки, при этом устройство включает средство для перемещения расширений друг к другу с передачей механического усилия на пленочный многослойный материал для предотвращения последнего от усадки в направлении по длине сварочных элементов.
В другом варианте устройство тепловой сварки включает охлаждающее средство для охлаждения материала в сварном шве пленочного многослойного материала после формования сварного шва.
Охлаждающее средство может включать воздуходувку для направления холодного воздуха на сварной шов.
Возможно выполнение расширений, по меньшей мере, на одном сварочном элементе несплошными вдоль элемента, поэтому охлаждающий воздух может проходить через расширения поперек поверхности пленочного многослойного материала.
В предложенном способе согласно изобретению термосваривания, по меньшей мере, двух пленок термоусаживающегося полимерного материала, причем сварной шов является линейным и предназначается для высокой прочности на отрыв при ударе с одной определенной стороны, две пленки подвергают нагреву, в результате чего материал в каждой пленке сокращается в плоскости одной пленки и утолщается, и одновременно подвергают воздействию давления в сжатой зоне так, чтобы получить сварной шов, содержащий соединенную зону и, по меньшей мере, на предопределенной стороне, несоединенную зону, в которой пленка утолщается, в котором на первой стадии нагрев и давление подводят в пределах начальной зоны давления, составленной частью сжатой зоны, включая границу сжатой зоны, расположенной на указанной предопределенной стороне, а на второй стадии нагрев и давление подводят в пределах второй зоны давления, которая перекрывает начальную зону давления и простирается от границы указанной начальной зоны давления, противоположной границе сжатой зоны, расположенной на указанной предопределенной стороне, и включает, по меньшей мере, часть остатка сжатой зоны, смежного с указанной начальной зоной давления, и давление, по меньшей мере, в части начальной зоны давления, расположенной смежно с границей указанной сжатой зоной, снижается, причем способ отличается тем, что нагрев и давление поддерживают в указанной зоне перекрытия от начала начальной стадии до конца второй стадии.
В предпочтительном способе на конечной стадии нагрев и давление подводят в пределах конечной зоны нагрева и давления, которая включает границу сжатой зоны, противоположной указанной предопределенной стороне, и в которой нагрев и давление поддерживают, по меньшей мере, в части сжатой зоны в течение периода от начала конечной стадии до конца конечной стадии.
Вторая стадия может быть конечной стадией, но предпочтительно конечная стадия не следует непосредственно за первой стадией, т.е. вторая стадия является отдельной от конечной стадии. Имеется предпочтительно непрерывное распространение от первой через вторую и конечную стадии.
Предпочтительно, чтобы конечная зона давления была шире, чем начальная зона давления.
Следовательно, первый аспект настоящего изобретения касается увеличения утолщения в критической части сварного шва, который в то же самое время дает возможность образования достаточно прямой границы между соединенной и несоединенной зонами. Он отличается применением сварочных элементов, которые при взаимном прокатывании между парой таких элементов могут изменить ширину полосы в пленочном многослойном материале, что происходит как при нагреве, так и под давлением, с получением в результате первой части указанной полосы, причем эта первая часть занимает только часть конечной ширины сварного шва и располагается на стороне, предопределенной для отрыва, и затем при взаимном прокатывании с увеличением ширины полосы и снятием давления сваривания на указанной предопределенной стороне.
На первой стадии способа устанавливается относительно прямая граница, а на последующей части способа обеспечивается значительное утолщение в то же самое время, когда сварной шов расширяется и поэтому становится способным воспринимать сильные удары в его продольном направлении, в частности, от разрыва при ударе, когда пакет падает на плоскость.
В предпочтительном варианте способа несоединенные, но термообработанные и утолщенные зоны сварного шва на стороне, предопределенной для сопротивления отрыву в конечном изделии отрываются, когда еще прилипают к сварочным шинам и когда материал является еще расплавленным (называется далее как горячий отрыв).
Указанный горячий отрыв предпочтительно осуществляется в пределах создания в конечном изделии угла не менее 45o между самыми внутренними поверхностями двух наружных пленок многослойного материала в несоединенных, но утолщенных зонах, где эти зоны граничат с соединенными зонами.
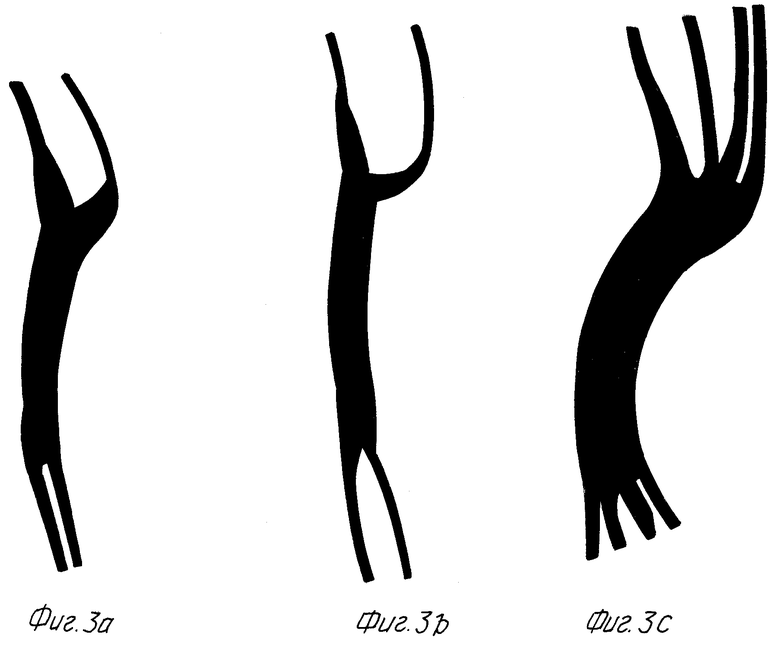
Эффекты горячего отрыва иллюстрируются специально на фигурах 3a и 3b, и понятно, что это увеличивает сопротивление холодному отрыву в конечном продукте.
Кроме того, первый аспект изобретения предпочтительно осуществляется таким образом, что в конце процесса сварки (на конечной стадии) самое высокое давление сварки прикладывается на стороне сварного шва, противоположной указанной предопределенной стороне. Это способствует утолщению сварного шва в стороне, где это является важным (т.е. в предопределенной стороне), и расплавленный материал может даже сжиматься от стороны, где толщина сварного шва не имеет значения, к стороне, где она является важной.
Настоящее изобретение предпочтительно включает пропускание полимерного материала между парой сварочных элементов, которые подводят тепло и давление. По меньшей мере, один из элементов имеет форму, предусмотренную таким образом, что при взаимной прокатке достигается требуемый эффект. Например, один из элементов может быть плоским, а другой может иметь по существу овальную или эллипсоидную форму, так что при прокатке изменение ширины материала происходит под воздействием давления и нагрева.
Точнее говоря, первый аспект изобретения предпочтительно осуществляется таким образом, что поверхность, по меньшей мере, одного сварочного элемента является в основном клиновидной, полоса, которая находится как под давлением, так и под нагревом начинается как полоса, включающая верх клина и часть обеих сторон клина, и взаимная прокатка имеет место поверх верха клина, так что после прокатки нагрев и давление распространяются в основном на полную ширину одной стороны клина, и давление в основном ослабляется с другой стороны клина.
Вершина клина может быть криволинейной или сглаженной. Прокатка предпочтительно имеет место около вершины или центра кривизны криволинейной вершины.
Таким образом, начальная стадия тепловой сварки начинается с углом между двумя сварочными элементами, открывающимся к стороне, где требуется высокая прочность на отрыв при ударе, подобно вышеуказанным "предшествующим экспериментам", но в устройстве, которое обеспечивает легкое регулирование этого угла для получения для данного многослойного пленочного материала наилучшего согласования между прямой границей и высоким нарастанием по толщине.
Для того чтобы достигнуть вышеуказанный отрыв в расплавленном состоянии, полимерная композиция, температура сварки и поверхность сварочных элементов предпочтительно модифицируются, чтобы сделать поверхности пленочного многослойного материала прилипающими к сварочным шинам также после снятия давления сварки.
Предпочтительно имеется использование вспомогательных шин для участия в действии горячего отрыва и для обеспечения освобождения сваренного пленочного многослойного материала от сварочных шин несмотря на заданное относительно сильное сцепление между пленочным материалом и шинами.
Как показано на фиг. 2, практический путь конструирования оборудования для осуществления первого аспекта изобретения состоит в использовании пары сварочных шин, причем одна сварочная шина обычно является клиновидной, тогда как другая обычно является плоской и является упругой. Упругость может быть достигнута традиционным путем, показанным на этой фигуре, где имеется относительно тонкая пластина жесткого тепло-и электроизоляционного материала ("асбестовый заменитель") между лентой нагревателя и фактически упругим материалом (Si-каучук). Это, как известно, обеспечивает сварку пленочных многослойных материалов сильно отличающейся толщины, особенно, материала пакета, включающего фальцы и/или продольный сварной шов. Альтернативно упругость может быть достигнута при условиях использования пленки, усиленной Si-каучуком по ленте нагревателя. Подобная лента, усиленная Si- каучуком, может быть использована при условиях использования на клиновидной сварочной шине.
Дальнейшая разработка способа согласно первому аспекту настоящего изобретения отличается тем, что после окончания сварки сварочные элементы дополнительно взаимно прокатываются поверх одного или более расширений, расположенных к стороне части элемента, подводящей вторую зону давления, противоположной стороне, предопределенной для отрыва, с полным снятием в результате давления сварки, причем указанное расширение выдерживается при температуре ниже температуры, требующейся для сварки, и расширения предназначены для удерживания пленочного многослойного материала в процессе, по меньшей мере, части периода охлаждения так, чтобы избежать или уменьшить усадку сварного шва в его продольном направлении.
Охлаждение предпочтительно выполняется продувкой охлаждающего воздуха, по меньшей мере, на одну поверхность сварного шва в процессе периода удерживания.
Использование прокатывающего движения сварочных элементов относительно друг друга в комбинации с охлаждением является вторым аспектом настоящего изобретения и может осуществляться независимо от первого аспекта.
В этом другом аспекте предусматривается способ сварки, по меньшей мере, двух пленок термоусаживающегося полимерного материала, в котором две пленки подвергают нагреву, поэтому материал в каждой пленке сокращается в плоскости пленки и утолщается и одновременно подвергают воздействию давления в сжатой зоне, так, что получается сварной шов, содержащий соединенную зону и, по меньшей мере, на одной стороне несоединенную зону, в которой пленка утолщается, причем нагрев и давление подводят сварочными элементами, и сварной шов является линейным, отличающийся тем, что стадия введения сварочных элементов состоит в прокатке шин относительно друг друга поверх расширений указанных элементов на одной стороне сварного шва, причем указанные расширения поддерживают при температуре ниже минимальной температуры сварки, и расширения предназначены удерживать пленочный многослойный материал в процессе, по меньшей мере, части периода охлаждения так, чтобы уменьшить усадку сварного шва в его продольном направлении.
Изобретение также содержит изделия, полученные описанными способами, и устройство, элементы конструкции которого видны из описания способов.
Устройство согласно изобретению включает устройство тепловой сварки, содержащее противоположные сварочные элементы, нагревательное средство для нагрева, по меньшей мере, одного из сварочных элементов, приводное устройство для взаимного перемещения элементов друг к другу, во время нагрева, и для перемещения элементов друг от друга, средство для подачи многослойного материала, по меньшей мере, из двух полимерных пленок в устройство тепловой сварки, так что многослойный материал находится между сварочными элементами, и средство для перемещения сваренного многослойного материала от устройства тепловой сварки, отличающееся тем, что сварочные элементы выполнены с возможностью одновременного подведения нагрева и давления к пленочному многослойному материалу между начальными зонами элементов по всей начальной зоне давления на многослойный материал и одновременного подведения нагрева и давления к пленочному многослойному материалу по всей второй зоне давления на многослойный материал, которая перекрывает начальную зону давления между вторыми зонами элементов, где перекрытие начальных зон элементов включает наружные участки сварочных элементов, но смежные с начальными зонами элементов.
Предпочтительно в устройстве сварочные элементы выполнены с возможностью одновременного подвода нагрева и давления по всей конечной зоне давления на многослойный материал между конечными зонами элементов.
По меньшей мере, один сварочный элемент может быть выполнен овальным по форме, поэтому элементы нагревают и оказывают давление по различной ширине зон давления, когда овальный элемент прокатывается относительно другого элемента. Предпочтительно, по меньшей мере, один сварочный элемент является клиновидным.
Устройство может использовать сварочные шины или может использовать сварочную ленту. Этот последний способ обычно используется для заварки заполненных пакетов. Пакет устанавливают на конвейерную ленту и непрерывно пропускают через сварочное устройство. Оно содержит две бесконечные сварочные ленты, выполненные, обычно из тонкого металла или из фторопласта, армированного стеклянными волокнами, которые (сварочные ленты) перемещаются с такой же скоростью, как конвейерная лента, захватывают верх пакета и перемещают его в один или более нагревательных блоков, когда ленты сжимаются вместе. Нагрев передается через одну или более сварочные ленты к материалу пакета, и осуществляется сварка. Могут иметься последовательные охлаждающие элементы, контактирующие с лентами.
Кроме того, непосредственно под этими сварочными лентами могут находиться подвижные ленты подложки, которые захватывают и транспортируют верх пакета. В этом варианте одна из сварочных лент может быть по существу плоской, как традиционная сварочная лента, а другая может быть гибкой и подводить нагревательный блок, имеющий фигурную прорезь для обеспечения профиля в ленте.
Что касается изделий, первый аспект изобретения, в частности, относится к многослойному пленочному материалу, со сварным швом, предназначенным для высокой прочности на отрыв при ударе, на одной стороне при утолщении через сокращение материала в соединенной зоне и в непосредственно смежных зонах несоединенного пленочного материала на указанной предопределенной стороне сварного шва, отличающийся тем, что утолщение в указанных зонах несоединенного пленочного материала имеет, по меньшей мере, двойную толщину наружных пленок многослойного материала на расстоянии от границы соединения, где расстояние также составляет двойную толщину исходной пленки, и тем, что имеется угол не менее 45o между самыми внутренними поверхностями двух наружных пленок многослойного материала в несоединенных, но утолщенных зонах, где эти зоны граничат с несоединенными зонами.
Эта структура является идеальной для прочности на отрыв при ударе.
Патент WO 89/10312 раскрывает шаблоны холодного профилирования для защиты сварного шва против ударных воздействий. Шаблон, называемый в этой публикации "ударпоглощающей лентой", поглощает часть удара, воздействующего на сварной шов в процессе "падений на ребро" пакетов, тогда как шаблон, называемый "профилированием фальца", смягчает усилия разрыва в процессе падений на плоскость. Для оптимизации характеристик падения пакета улучшение самого сварного шва согласно первому аспекту данного настоящего изобретения предпочтительно комбинируется с такими мерами предосторожности для защиты сварного шва.
Изобретение ниже дополнительно описано со ссылкой на чертежи (на которые ссылка была сделана ранее).
На фиг. 1 представлена принципиальная схема поперечного сечения традиционных термосваренных пленок, каждая с относительно высокой степенью молекулярной ориентации. Схема показывает главную причину низкой прочности на отрыв при ударе, когда несоединенные части сварного шва не имеют увеличенной прочности при утолщении.
На фиг. 2 представлена схема предпочтительного устройства для осуществления сварки согласно изобретению.
На фиг. 3a представлена репродукция микрофотографии с увеличением в 26 раз, показывающей поперечное сечение сварного шва между ориентированными пленками в основной части сварного шва, т.е. в "2-хслойный" части. Для получения репродукции микрофотография ретушируется с точным воспроизведением структуры, представленной на фото. Сварной шов является швом согласно примеру, и фигура поэтому служит двойной цели иллюстрирования и документального подтверждения изобретения.
Фиг. 3b является подобной репродукцией также "2-х слойной" части сварного шва и способа примера, но сечение является разрезом примерно в наиболее критическом положении сварного шва, а именно, только в 1 мм от пересечения со складкой фальца.
Фиг. 3c является подобной репродукцией и также способа примера, но фальца или "4-х слойной" части сварного шва.
На фиг. 4 представлена репродукция микрофотографии с 20-кратным увеличением, показывающей поперечное сечение растянутой пленки, использованной в примере. Целью показа этого поперечного сечения являются цели документального подтверждения и пояснения того, что фиг. 7a, 7b и 7c показывают пленки очень различной толщины, также где пленки не были расплавлены и поэтому не имеют утолщения.
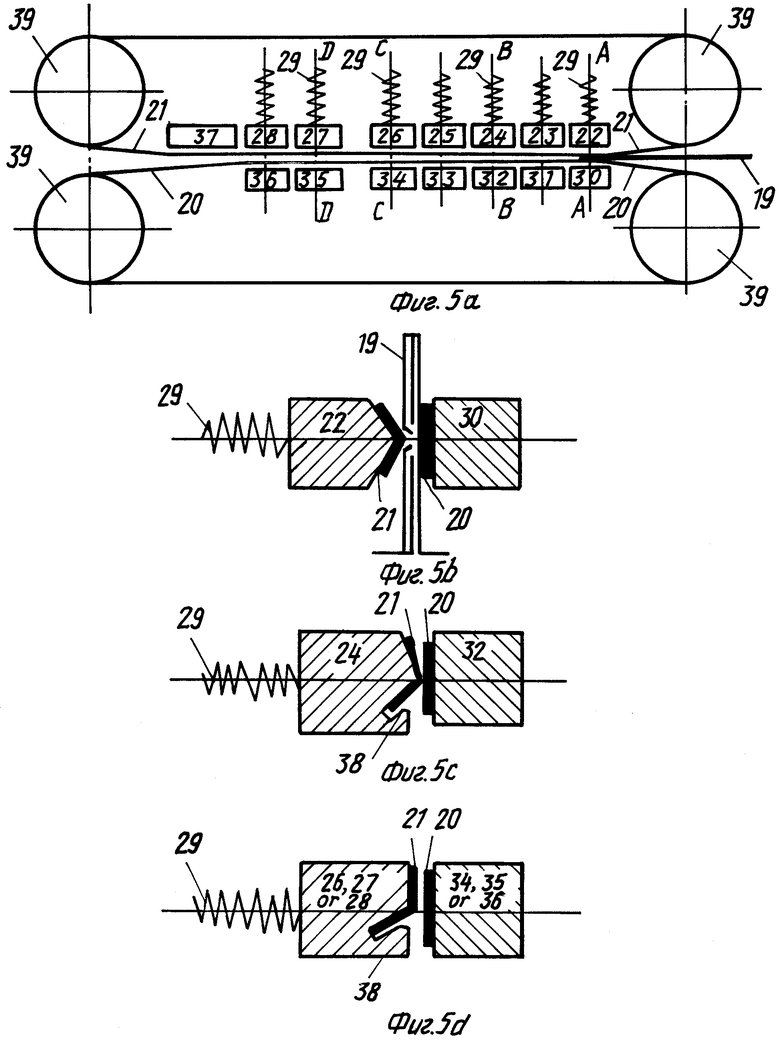
На фигурах 5a, 5b, 5c, 5d представлены схемы ленточного сварочного устройства, модифицированного в соответствии с принципом первого аспекта изобретения. В то время как на фиг. 5a представлен полный цикл способа, на фиг. 5b показано сечение B-B фиг. 5a, а на фиг. 5с и фиг 5d показаны сечения C-C и D-D соответственно.
На фиг. 1 позиция (1) обозначает несоединенные относительно сильно ориентированные пленки высокой прочности. Позиция (2) показывает несоединенную зону сварного шва, которая имеет потерю ориентации, но еще имеет необходимую стойкость к отрыву благодаря удвоению толщины. Позиция (3) обозначает несоединенные зоны сварного шва, которые имеют потерю прочности благодаря потере ориентации и поэтому, если эта потеря не компенсируется увеличением толщины, являются восприимчивыми к разрушению в процессе отрыва особенно при большой близости к соединенной зоне (2). Это является тем более критическим, чем жестче полимерный материал. Кроме того, недостаток проявляется, когда граница соединения значительно отклоняется от прямолинейности, так как такое отклонение создает "эффекты надрезов" в процессе отрыва.
За исключением специальных характеристик, связанных с прокаткой сварочных элементов относительно друг друга, сварка согласно настоящему изобретению осуществляется традиционным способом, как импульсная сварка или сварка при постоянной температуре. Сварка при постоянной температуре является предпочтительной по практическим причинам, но нагревательное средство может быть сконструировано таким способом, который обычно применяется для импульсной сварки, как показано на фиг. 2. Позиции (4) и (5) показывают ленты нагревателя с электрическим нагревом (ленты сопротивления), как было указано, они предпочтительно поддерживаются при постоянной температуре сварки и выполнены в виде клиновидной рамки (4) или плоской рамки (5). Обе покрыты стеклотканью с покрытием из фторопласта (6) или другого листового материала, пригодного для обеспечения не слишком высокой и не слишком низкой адгезии между сварочными шинами и расплавленным полимерным материалом. (5) является упругой деталью, выполненной при использовании ленты из силоксанового каучука (7), которая защищена от нагрева с помощью листа (8) из асбестового заменителя. (7) и (8) вкладываются в металлическую шину (9). Это является традиционным устройством, которое в некоторой степени устраняет различия в толщине. Благодаря клиновидной раме нагревательная лента (4) не может быть сделана упругой подобным способом, однако это не является существенным. Эта лента поддерживается и в то же самое время тепло- и термоизолируется шиной (10), также выполненной из асбестового заменителя. Последний вкладывается в металлическую шину (11).
Смыкание и размыкание сваривающего зажима наиболее практично осуществляется при движении сварочной шины, которая показана справа, причем смыкание и размыкание обозначается двойной стрелкой (12). Прокатка сварочных шин относительно друг друга наиболее практично осуществляется при прокатке левой сварочной шины по верхней линии рамы, клиновидной нагревательной ленте (4), как обозначено двойной стрелкой (13).
Фиг. 2 и данное описание схемы соответствует фигурам 3a, 3b и 3c таким образом, что левая сторона поперечных сечений, как показано, выполняется левой стороной устройства, как показано, а верхний конец сварных швов, как показано, выполняется верхним концом сварочных шин, как показано и описано.
Сварка между двумя клиновидными сварочными шинами или одной клиновидной и одной плоской сварочной шиной известна сама по себе, поэтому специалисту нетрудно выбрать подробную конструкцию клиновидной шины. Понятно, что угол между двумя сваривающимися поверхностями не должен быть таким острым, или верхний конец таким острым, что многослойная пленка режется, а не сваривается. При этом использован угол приблизительно 120o между указанными двумя поверхностями, как показано на чертеже, и округление верхнего конца, имеющее радиус около 1 мм. Кроме того, заявитель предпочитает использовать общую ширину сваривающей поверхности на обеих сварочных шинах между приблизительно 4 мм и 10 мм. Эти указания, конечно, не означают ограничения объема изобретения.
Вышеуказанное скругление верхнего конца может быть установлено точной кривизной сварочной ленты (4). Точный контроль температуры может быть, например, выполнен при использовании термопар (не показано), расположенных в полостях в (8) и (10), изолированных термически и электрически от нагревательных лент тонкой фторопластовой лентой и прижатых к этой ленте небольшим куском вспененного силоксанового каучука. Также могут быть использованы другие традиционные способы точного контроля температуры. На рисунке две стороны рамной нагревательной ленты (4) показаны имеющими равную ширину. Однако общая ширина этой ленты превышает примерно 6 мм, наиболее удобно, что сторона, показанная как верхняя сторона (т.е. сторона, где выполнена критическая часть сварного шва), является более узкой, чем другая сторона.
Цикл сварки начинается смыканием зажима сжатием (9) влево. Предпочтительно он не должен оставаться в остановленном положении, под давлением сварки может осуществляться некоторое небольшое перемещение вправо или влево под влиянием прокатки противоположной шины. Например, смыкание и размыкание (9) может быть удобно осуществлено пневматическим или гидравлическим способом (не показано). На первой стадии сварки клиновидная шина может быть в ее симметричном положении, как показано на схеме, или может отклоняться от него. Оптимальное положение зависит, например, от изменений толщины пленочного многослойного материала и устанавливается экспериментально посредством согласования между значительным утолщением широких зон несоединенного материала и образованием прямой границы между соединенными и несоединенными зонами многослойного материала.
На последней стадии сварки левая сварочная шина прокатывается поверх (скругленного) конца клина в положение, где, главным образом, нижние части двух сварочных лент (с армированным фторопластовым покрытием) будут прижаты друг к другу. Устройства для осуществления прокатки не показаны, но целесообразно, чтобы они являлись пневматическими или гидравлическими.
Для окончания цикла сварки имеются две альтернативы. Одна состоит в высвобождении сварного шва от шин с помощью вспомогательных шин (14) и (15), которые действуют после раскрытия зажима при движении (9) вправо. Другая альтернатива состоит из "перепрокатки" клиновидной сварочной шины поверх относительно холодных расширений 16 и 17, с последующим воздушным охлаждением сварного шва и одновременным высвобождением последнего от шин также с помощью воздушного потока, и, наконец, раскрытия зажима. Обе альтернативы показаны на фиг. 2, хотя обычно они не должны на практике использоваться вместе. При осуществлении на практике первой указанной альтернативы пленочный многослойный материал располагается между шинами (14) и (15). Шина (14) является стационарной, и в случае, когда сварной шов прилипает к правой сварочной шине, но высвобождается от левой сварочной шины, когда зажим открывается, шина (14) будет удерживать многослойный материал назад и поэтому отрывать сварной шов от правой сварочной шины. Другая вспомогательная шина (15) является подвижной, как указано двойной стрелкой (18). Она здесь показана в "положении выжидания". Ее функция состоит в отрыве сварного шва от левой (клиновидной) сварочной шины, в случае, когда раскрытие зажима высвобождает сварной шов от правой сварочной шины, но оставляет его прилипшим к левой шине. Поэтому шина (15) механически сталкивается вниз непосредственно после раскрытия зажима в положение, достаточно низкое для отрывающего действия, и возвращается в "положение выжидания" перед концом технологического цикла. Механические средства для этих перемещений не показаны, но целесообразно, чтобы они были пневматическими или гидравлическими.
Использование вспомогательных шин для высвобождения сварного шва от сварочных шин не является обычным, так как целью традиционной сварки является как можно более незначительное прилипание к сварочным шинам и поэтому желательно применение как можно более низких температур. Напротив, в настоящем изобретении целью является особенно высокое сокращение перпендикулярно длине сварного шва и, следовательно, предпочтительны высокие температуры, также является целью значительная деформация посредством отрыва в горячем состоянии. Следовательно, вспомогательные шины являются предпочтительными в этом аспекте изобретения.
Во второй альтернативе для определения технологического цикла, в котором левая сварочная шина дополнительно прокатывается поверх относительно холодных расширений (16) и (17), воздух высвобождает зажим предпочтительно с обеих сторон пленочного многослойного материала и охлаждает сварной шов при высвобождении от обеих сварочных шин. Сопла для этих воздушных струй не показаны, но должны быть установлены приблизительно там, где показаны шины (14) и (15) (последние, как указано, обычно не используются для этого альтернативного способа высвобождения сварного шва). Расширения (16) и (17) являются несплошными или имеется другой путь, образующий проходы для продувания воздуха. В процессе этой стадии способа пленочный слоистый материал крепко удерживается между (16) и (17) для предотвращения его от поперечной усадки.
В способе ленточной сварки и устройстве, показанном на фигурах от 5a до 5d, позиция 19 обозначает верх заполненного пакета, герметизируемого тепловой сваркой, как показано сверху. Пакет устанавливается на конвейерную ленту, а также поддерживается системой лент по одной на каждой стороне пакета и располагается непосредственно под сварочным устройством. Эти ленты не показаны.
Позиции 20 и 21 показывают тонкие бесконечные ленты, предпочтительно выполненные из покрытой фторопластом стали. Они приводятся в движение шестернями 39. Все 5 ремней и лент приводятся в движение с одинаковой скоростью.
Как показано на фигурах с 5b по 5d, 20 - обычно плоская лента, тогда как 21 имеет V-профиль, например, с углом 120o между двумя ветвями V и округлением на "дне" V. Эта V-образная лента имеет такую же функцию в концепции изобретения, как профилированная шина 10 на фиг. 2. Отметим, что лента автоматически теряет свою V-образную форму при прохождении через шестерню, но возвращает ее, когда сходит с шестерни.
Позиции с 22 по 26 обозначают нагревательные блоки, которые сжимают вместе ленты с помощью регулировочных пружин 29. Направляющие для этого движения не показаны. Позиции с 30 по 33 указывают нагревательные блоки в фиксированном положении. Аналогично, позиции 27 и 28 указывают охлаждающие блоки, задействованные от пружин 29, тогда как позиции 35 и 36 обозначают стационарные охлаждающие блоки. В нагревательных блоках имеются электронагревающие элементы, а в охлаждающих блоках - каналы для охлаждающей воды (не показано). Пружины 29 регулируются для установления соответствующего давления сварки.
В то время как блоки 30-36 имеют ленты с непрофилированной наружной поверхностью, блоки 22-28 имеют V-образную поверхность с соответствием V-формы ленты 21 и с ее V в положении, предназначенном для управления изгибанием ленты 21. Кроме того, блоки 23-28 имеют направляющие пазы ("карманы") 38, помогающие воспринимать усилие, необходимое для изгиба ленты 21 (смотри фигуры 5c и 5d). Первая стадия сварки имеет место, когда материал пакета проходит блоки 22 и 30. Положение "V" здесь видно на фиг. 5b. Последняя стадия сварки имеет место, когда материал пакета проходит блоки 28 и 36, и положение "V" показано на фиг. 5d. Переход между этими двумя положениями "V" имеет место в постепенно изгибающей манере при постепенном переходе поверхностей от начала блока 23 к концу блока 26. Положение на этом пути, а именно соответствующее сечению B-B, показано на фиг. 5c.
После охлаждения на блоках 27-28 и 35-36 изгиб ленты 21 постепенно исключается, когда эта лента проходит над более длинным блоком 27, поверхность которого в контакте с лентой направляет это постепенное неизгибание.
В зависимости от условий сварки указанная, но не показанная система конвейерных лент непосредственно под лентами 20 и 21 может противодействовать или даже предотвращать сокращение в расплавленном материале перпендикулярно сварному шву. Однако этого вредного эффекта можно в любом случае полностью избежать при подаче материала пакета с провисанием в интервале между указанными конвейерными лентами и сварочными лентами на входе в последние.
Пример
Объем.
Это показывает (А) применение первого аспекта изобретения для изготовления прочных сварных швов дна в легковесных трубах с фальцами, которые в целях ужесточения снабжены толстыми "ребрами", каждое около 2 мм. Для сравнения сварные швы выполняются в подобных условиях, но (В) с использованием только первой стадии сварки, на которой клиновидная сварочная шина устанавливается на ее верхнюю часть, и (С) с использованием только последней стадии сварки, на которой ту же сварочную шину устанавливают на все расширение одной поверхности, с двумя точно параллельными сваривающими поверхностями. Это считается достаточным ограничением традиционной сварки, в которой каждая нагревательная лента является суженной на концах для обеспечения усадки также в несоединенной граничной зоне.
Каждый из сварных швов испытывается на отрыв при ударе в различных и на разрыв при ударе, который ограничивает действие на четыре пересечения между сварным швом и складкой фальца, когда пакет падает на плоскость. Кроме того, форма сварных швов исследуется посредством микрофотографий.
Устройство для сварки.
Используется устройство, показанное на фиг. 2, однако без холодных "расширений" (16) и (17). Клиновидная нагревательная лента (4) изогнута под углом 120o с наружным радиусом изгиба 1 мм, и две стороны являются равной ширины, как также показано. Нагревательные ленты 4 и 5 являются каждая шириной 5 мм. Их температура регулируется с точностью примерно ± 3oC. Смыкание и размыкание сварочной шины 9 и поворот сварочной шины 10 осуществляются пневматическим способом. Остановы регулируются так, чтобы первая стадия сварки осуществлялась нагревательной лентой (4) в симметричном положении, т.е. каждая из сторон образует угол 30o с нагревательной лентой (5), и так, что угол поворота составляет 37o. Поэтому после поворота одна сторона ленты (4) образует угол 67o, а другая сторона - угол 7o с лентой (5), причем оба угла раскрыты наружу (смотри положения на фиг. 2). Вспомогательная шина (15) также перемещается пневматически.
Труба с фальцами.
Это выполняется из поперечного ламината, описанного в патенте WO 93/24928, пример 1, за исключением того, что в указанном примере калибр составляет 62, а в настоящем примере 80 г/м2, что соответствует толщине 86 мкм, и, кроме того, за исключением того, что содержание высокомолекулярного полиэтилена высокой плотности, которое было 52,5% в предыдущем примере, теперь составляет 60%. Аналогично, в предыдущем примере главной частью остатка является линейный полиэтилен низкой плотности, а поверхностные слои, непосредственно включенные в тепловую сварку ("высвобождающиеся/сварные слои"), образуют 15% массы и состоят из обычного линейного полиэтилена низкой плотности.
В качестве краткого повторения информации из предыдущего примера изготовление этого поперечного ламината начинается соэкструзией 3-х слоев трубчатой пленки при обеспечении ориентации расплава в продольном направлении, происходит с винтовой резкой под углом 30o для получения двухосной ориентации и кончается специальным ламинированием и двухосным растяжением, где используются ролики с канавками для поперечного растяжения, и используются относительно низкие температуры растяжения. Эта специальная технология дает поперечное сечение, показанное на микрофотографии на фиг. 4.
Толстые ребра в форме плоской V обеспечивают 80 г/м2 ламинат с жесткостью, которая требуется для переработки пакетов в обычных пакетоделательных машинах, включая машины типа "формование - заполнение - и сварка", но в то же самое время различные толщины делают тепловую сварку более критической. Поперечный ламинат окончательно превращается в фальцованную плоскую трубу с шириной фальца 7-8 см и промежутком 23 см между фальцами. В этой технологии переработки выполняется продольный шов при использовании термоплавкого клея.
Технология сварки (А) согласно изобретению.
Обе нагревательные ленты постоянно поддерживаются при температуре 175oC. Указания синхронизации по времени ниже относятся к точке, когда задействуется пусковой включатель, смыкающий зажим.
Через 0,2 с: достигается смыкание зажима, давление сварки 0,30 кг/см.
Через 0,6 с: начало поворота.
Через 0,8 с: достигается конечное положение поворота, давление увеличивается до 1,2 кг/см.
Через 1,6 с: начало раскрытия зажима.
Через 1,8 с: начало перемещения высвобожденной шины (18).
Через 2,1 с: клинообразная шина поворачивается обратно в исходное положение, начинается автоматическое продвижение фальцованной трубы в следующее положение сварки.
Через 2,6 с: начинается перемещение обратно высвобожденной шины (18).
Через 3,0 с: конец цикла сварки, готовность к началу следующего цикла.
Первая модификация технологии сварки (В), выполненная для сравнения.
Описанная выше технология модифицируется путем установки раскрытия зажима через 0,6 с, т.е. непосредственно после конца первой стадии сварки. Начало движения высвобожденной шины (18) изменяется соответственно так, что имеется еще 0,2 с после начала раскрытия зажима.
Вторая модификация технологии сварки (С), выполненная для сравнения.
Технология под (А) модифицируется путем начала поворота, как только устройство дает сигнал, что зажим сомкнут, т.е. через 0,2 с. Других изменений нет. Это значит, что, пренебрегая очень быстрым поворотом, полная сварка является "второй стадией" под углом 7o, открывающимся наружу (относительно чертежа). Первые 0,4 с эта сварка имеет место под давлением 0,3 кг/см, а последнюю 1,0 с - под давлением 1,2 кг/см.
Хотя сваривающиеся поверхности устанавливаются механически с образованием угла 7o по отношению друг к другу, как показано под технологией (А), микроскопические исследования поперечных сечений сварного шва показывают, что сваривающиеся поверхности являются строго параллельными, т.е. сварка является удовлетворительным воспроизведением традиционной сварки (расхождение между механической установкой и фактическим нахождением объясняется некоторым перегревом в "верхней части" сварного шва в сочетании с упругостью сварочной шины (8)).
Наблюдения границ между сваренными и несваренными зонами.
Границы делаются четко видимыми при распространении черной краски с детергентом между слоями и затем наблюдаются в микроскоп с увеличением примерно в 5 и 10 раз.
В образцах, выполненных согласно технологии (А), т.е. согласно изобретению, и согласно технологии (В), т.е. первой стадии изобретения, границы кажутся прямыми даже при переходе от "2-х слоев" к "4-м слоям" в критических зонах около внутренних складок фальцев. В образцах, выполненных согласно технологии (С), т. е. без начальной стадии, предназначенной для определенности, границы выглядят намного более извилистыми и особенно делают "скачки" в указанных критических зонах.
Исследование профиля поперечного сечения сварного шва, выполненного согласно изобретению, т.е. технологии (А).
Микрофотографии 3a, 3b и 3c представляют поперечные сечения сварного шва трех принципиально различных частей, а именно:
а) главного тела "2-х слойный" части;
в) критической части "2-х слойный" части, непосредственно смежной с фальцевой частью;
с) фальца или "4-х слойной" части.
Проблемы, связанные с пересечением продольного и сварного швов и непосредственно смежных с этим пересечением участков, являются схожими с проблемами, связанными с прохождением сварным швом фальцев и непосредственных смежных фальцам, участков.
Микрофотографии показывают значительное утолщение сварного шва не только в соединенных зонах, но также в больших несоединенных граничных зонах. На фиг. 3a верхняя левая ветвь несоединенной зоны сварного шва в ее наиболее утолщенном месте составляет примерно в 2,5 раза больше соответствующей толщины пленки без утолщения. В промежутке от границы соединения, расстояние которого равняется двойной толщине пленки без утолщения, несоединенная зона без утолщения еще имеет толщину, которая в 2,15 раза больше соответствующей толщины пленки без утолщения. В правосторонней ветви утолщение является еще более выраженным, с учетом того, что материал без утолщения намного тоньше, чем материал без утолщения в левосторонней ветви. Как уже пояснялось, эти различия по толщине между различными частями без утолщения пленочного материала отражают "ребристую" структуру, которая показана на фиг. 4 и достигается специально для того, чтобы увеличить жесткость материала.
Горячий отрыв дает поперечные сечения сварного шва, включающие его расширения с утолщениями, форму вилки, или 2-х слойные зоны, как V. На фиг. 3a угол между самыми внутренними поверхностями несоединенных частей пленки с утолщением, где последние граничат с несоединенными зонами, составляет около 75o. На фиг. 3b он составляет 100o. Непосредственно предполагается, что это значительное "раздвоение" вносит вклад в прочность на отрыв при ударе сварного шва. Поперечные сечения на каждой из трех фигур 3a, 3b и 3c имеют слегка Z-образную форму. Это является результатом действия вспомогательной шины (15), когда она отрывает сварной шов от армированного фторопластового покрытия нагревательной ленты (4). Однако эта слегка Z-образная форма не оказывает ни положительного, ни отрицательного влияния на прочность сварного шва.
Методы испытаний.
Как указано во введении, падение пакета на торец вызывает прямой отрыв при ударе сварного шва верха и сварного шва дна, тогда как падение на плоскость пакетов с фальцами вызывает смещенный отрыв в точках пересечений между сварными швами и внутренними складками фальцев. Этот тип смещенного отрыва в последующем называется разрывом фальца. Как также указано во введении, скорость, с которой имеет место отрыв или разрыв, когда пакет падает, часто превышает 5 м/с, и не существует никакого стандартизованного метода испытаний, который дает какую-либо правильную информацию о прочности сварного шва в таких условиях. Использовался следующий метод испытаний на прямой отрыв при ударе: отрезают полосы шириной 20 мм перпендикулярно сварному шву и наблюдают в микроскоп, что разрез через сварной шов чистый. Захватывают каждый язычок 35 мм от сварного шва и руками максимально ускоряют разрыв образца. Тщательное электронное исследование показывает, что руками в этих условиях достигается скорость 5,5 м/с ± 10% относительно друг друга. Если полоса пленки удлиняется непрерывно (ориентируется) до разрыва, сварной шов считается прошедшим испытание. Если граница сварного шва разрывается без какой-либо имеющей место ориентации язычков, сварной шов не проходит испытание.
Разрывная прочность фальца определяется аналогичным образом. Одной рукой захватывают складку фальца, а другой рукой - сварной шов, в обоих случаях - на 35 мм от точек пересечений, и образец рвется как можно быстрее, т.е. со скоростью 5,5 м/с ± 10%. Если в результате имеются неровные трещины в точке пересечения, сварной шов не проходит испытание, в противном случае - он проходит.
Результаты
"Прошедший" обозначается буквой "П", "не прошедший" -"Н".
(А) - как указано, относится к сварным швам, выполненным согласно изобретению;
(В) относится к сварным швам, выполненным только на первой стадии;
(С) относится к сварным швам, выполненным с тем же сварочным устройством, но приспособленным для воспроизведения традиционной сварки.
Прямой отрыв при ударе в главном теле 2-х слойной части сварного шва:
(А) 10 П, 0 Н, т.е. 100% П;
(В) 2 П, 3 Н, т.е. 40% П;
(С) 9 П, 1 Н, т.е. 90% П.
Прямой отрыв в 2-х слойной части сварного шва, один конец образца отрезан примерно на 1 мм или менее от складки фальца:
(А) 10 П, 0 Н, т.е. 100% П;
(В) 0 П, 5 Н, т.е. 0% П;
(С) 2 П, 8 Н, т.е. 20% П.
Прямой отрыв в фальцевой (4-хслойной) части сварного шва:
(А) 10 П, 0 Н, т.е. 100% П;
(В) 0 П, 5 Н, т.е. 0% П;
(С) 5 П, 5 Н, т.е. 50% П.
Испытание на разрыв фальца:
(А) 10 П, 0 Н, т.е. 100% П;
(В) 0 П, 5 Н, т.е. 0% П;
(С) 1 П, 9 Н, т.е. 10% П.
Эти результаты четко показывают эффективность настоящего изобретения.


Изобретение относится к способам получения многослойного материала из полимерных пленок с линейным сварным швом, к устройству для их осуществления и к изделиям, полученным такими способами. Способ тепловой сварки, по меньшей мере, двух пленок термоусаживающегося полимерного материала включает нагрев пленок, в результате чего материал каждой из пленок сокращается в плоскости и утолщается. Одновременно воздействуют давлением в сжатой зоне таким образом, чтобы получить сварной шов, содержащий соединенную зону и несоединенную зону, в которой пленка утолщается. На начальной стадии нагрев и давление прикладывают к начальной зоне давления. На второй стадии нагрев и давление прикладывают ко второй зоне давления, которая перекрывает начальную зону давления, простирается от границы начальной зоны давления и включает, по меньшей мере, часть остатка сжатой зоны. При этом давление, по меньшей мере, в части начальной зоны, расположенной смежно с границей сжатой зоны, снижается. По меньшей мере, один из сварочных элементов прокатывают относительно другого сварочного элемента. Нагрев и давление поддерживают в зоне перекрытия от начала начальной стадии до конца второй стадии. По второму варианту способа стадия раскрытия сварочных шин состоит в прокатке шин относительно друг друга поверх расширений указанных шин на одной стороне сварного шва. Указанные расширения выдерживают при температуре, ниже минимальной температуры сварки. Расширения удерживают материал в процессе, по меньшей мере, части периода охлаждения, чтобы снизить усадку сварного шва в его продольном направлении. Описан также получаемый многослойный материал со сварным швом, пакет из термосвариваемого полимерного материала и термосварочное устройство для осуществления способа. Изобретение позволяет получить сварной шов, имеющий высокую прочность на отрыв при ударе. 6 с. и 32 з.п.ф-лы, 10 ил.
| Затвор | 1980 |
|
SU943457A2 |
| РОТАЦИОННЫЙ ВИСКОЗИМЕТР | 0 |
|
SU199498A1 |
| DE 1221785 A, 28.07.1966 | |||
| Торцовое уплотнение | 1984 |
|
SU1221432A2 |
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| US 3982992 A, 28.09.1976 | |||
| Способ сварки горловин пакетов из полимерных пленочных материалов | 1984 |
|
SU1219398A1 |

