I
Изобретение касается электроэрозионной обработки матриц для изготовления твердосплавных реек червячных фрез.
Известно устройство для электроэрозионной обработки матриц по схеме прямого копирования. Для получения требуемого расстояния от базового торца до зуба рейки и для получения затылованных зубьев каждый раз устанавливают изделие с помощью координатных перемещении стола с изделием. Однако отмечается необходимость установки заготовки при обработке матрицы для каждой рейки и недостаточная точность установки изделия.
Предлагаемое устройство отличается от известного тем, что электрод-инструмент выполней в виде установленного в центрах с возможностью вращения червяка, снабженного фиксатором, причем ось червяка смещена относительно центрального продольного сечения заготовки, а центрирующий шаблон выполнен в виде полукольца с радиусом кривизны внутренней поверхности, равным радиусу кривизны наружной поверхности- червяка, и наружным пазом с шириной, равной ширине заготовки.
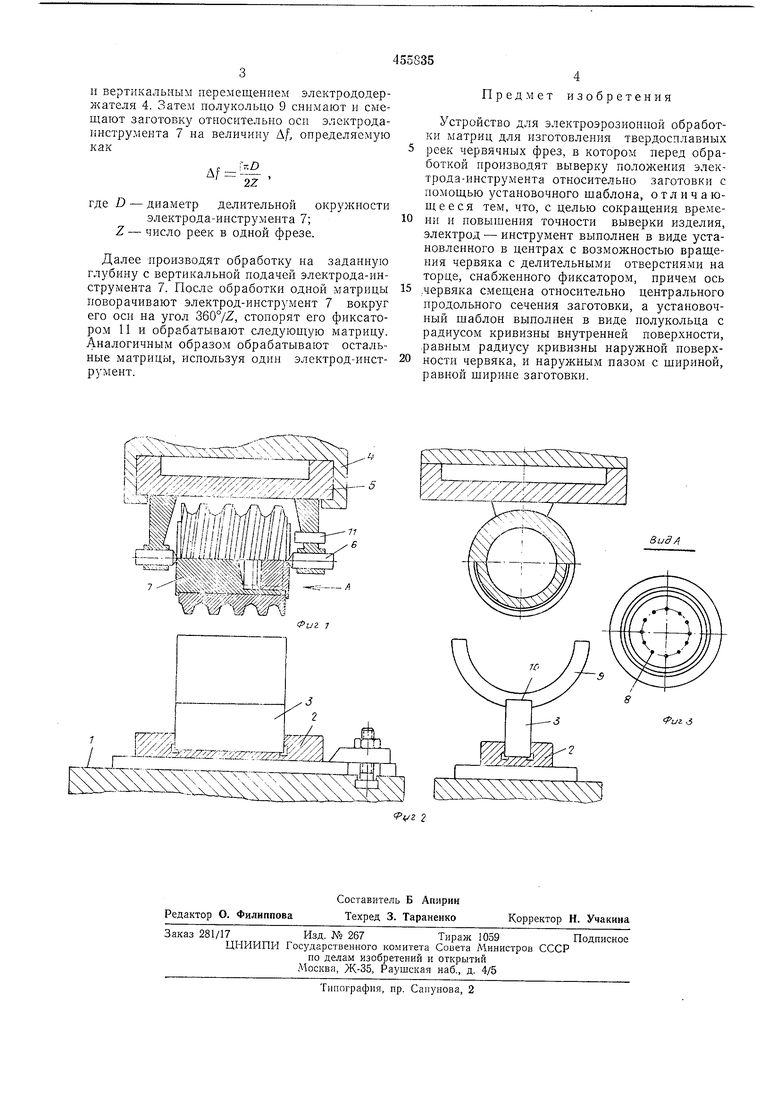
Па фиг. 1 изображено предлагаемое устройство; на фиг. 2 - то же, вид сбоку; на фиг. 3- вид по стрелке А на фиг. 1.
На столе 1 электроэрозионного станка закреплена кассета 2, в полость которой устанавливается заготовка матрицы 3, прижим аемая к базовым поверхностям винтами (на чертеже не показано). К электрододержателю 4 прикреплен кронштейн 5 с центрами 6, в которых расположен электрод-инструмент 7, выполненный в виде червяка. Число заходов червяка равно числу заходов червячной фрезы, для которой предназначены рейки, изготавливаемые в обрабатываемых данным устройством матрицах. Диаметр червяка определяют по диаметру фрезы с учето.м коэффициепта усадки материала рейки при спекании. Угол профиля электрода-инструмента 7 равен углу профиля зуба рейки.
Па торце электрода-инструмента 7 имеются делительные отверстия 8, число которых равно или кратно числу реек, устанавливаемых в одной червячной фрезе. Для установки электрода-инструмента 7 относительно обрабатываемой матрицы 3 предусмотрено полукольцо 9 с пазом 10 на наружной части. Размеры паза 10 соответствуют размерам заготовки. Радиус кривизны внутренней поверхности полукольца 9 равен радиусу кривизны наружной поверхности электрода-инструмента 7.
Устройство работает следуюшим образом.
В кассету 2 устанавливают заготовку матрицы 3. Па нее надевают полукольцо 9 и по нему выставляют электрод-инструмент 7, пользуясь координатными перемешениями стола 1
п вертикальным перемещением электрододержателя 4. Затем полукольцо 9 снимают и смещают заготовку относительно оси электродаинструмента 7 на величину ДД определяемую как
Д/-, 2Z
где D - диаметр делительной окружности
электрода-инструмента 7; Z - число реек в одной фрезе.
Далее производят обработку на заданную глубину с вертикальной подачей электрода-инструмента 7. После обработки одной матрицы поворачивают электрод-инструмент 7 вокруг его осп на угол ZQQ°lZ, стопорят его фиксатором 11 и обрабатывают следующую матрицу. Аналогичным образом обрабатывают остальные матрицы, используя один электрод-инструмент.
Предмет изобретения
Устройство для электроэрозионной обработки матриц для изготовления твердосплавных реек червячных фрез, в котором перед обработкой производят выверку положения электрода-инструмента относительно заготовки с помощью установочного щаблона, отличающееся тем, что, с целью сокращения времени и повышения точности выверки изделия, электрод - инструмент выполнен в виде установленного в центрах с возможностью вращения червяка с делительными отверстиями на торце, снабженного фиксатором, причем ось
.червяка смещена относительно центрального продольного сечения заготовки, а установочный щаблон выполнен в виде полукольца с радиусом кривизны внутренней поверхности, .равным радиусу кривизны наружной поверхностп червяка, и наружным пазом с шириной, равной ширине заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборная червячная фреза с групповой схемой резания | 2019 |
|
RU2720011C1 |
| Сборная червячная фреза | 2023 |
|
RU2814755C1 |
| СПОСОБ УПРОЧНЯЮЩЕГО ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2457928C1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1992 |
|
RU2080218C1 |
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ ЗУБОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ЧЕРВЯЧНЫХ КОЛЕС С ИСПОЛЬЗОВАНИЕМ КОМБИНИРОВАННОЙ ПОДАЧИ И ЗАБОРНОГО КОНУСА | 2009 |
|
RU2412027C1 |
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ЧЕРВЯЧНЫХ КОЛЕС С ИСПОЛЬЗОВАНИЕМ КОМБИНИРОВАННОЙ ПОДАЧИ И ЗАБОРНОГО КОНУСА | 2009 |
|
RU2410208C1 |
| Сборная червячная фреза | 2017 |
|
RU2680122C1 |
| ДВУХПРОХОДНАЯ КОМБИНИРОВАННАЯ СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА С УПРОЧНЕНИЕМ | 2011 |
|
RU2456137C1 |
| СПОСОБ ДВУХПРОХОДНОГО ЗУБОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ | 2011 |
|
RU2464132C1 |
|Ш|
тШ-Ш
г W
Фиг 7
.
fiji d
